2.Устройство по п. 1, отличающееся тем, что нагреватель для нагрева материала до температуры сварки связан с регулируемым источником напряжения .
3. Устройство по пп. 1 и 2, отличающее с.я тем, что
качестве нагревателей применены инфракрасные излучатели.
4. Устройство по пп. 1 и 3, о тличающееся тем, что сварочный узел снабжен механизмом подачи целлофановой ленты, установленные между датчиком температуры нагрева материала и нагревателем для нйгрева материала до температуры сварки
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки полимерных материалов | 1983 |
|
SU1168429A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОВРОВ ИЗ РУЛОННЫХ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 1995 |
|
RU2095244C1 |
| Способ непрерывного изготовления гибких рукавов из ленточного полимерного материала и установка для его осуществления | 1987 |
|
SU1622150A1 |
| Установка для изготовления ковров из рулонных термопластичных материалов | 1980 |
|
SU952639A1 |
| Установка для изготовления ковров из рулонных термопластичных материалов | 1986 |
|
SU1459933A1 |
| Устройство для непрерывной сварки полимерных материалов | 1987 |
|
SU1452698A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ ПЛЕНОК | 2011 |
|
RU2500592C2 |
| Установка для сварки полимерных материалов | 1979 |
|
SU876471A1 |
| Установка для непрерывного изготовления гибких рукавов из ленточного полимерного материала | 1985 |
|
SU1248842A1 |
| Устройство для непрерывного соединения рукавных полимерных пленок | 1981 |
|
SU988572A2 |
1.УСТРОЙСТВО ДЛЯ СВАРКИ ПОЛИМЕРНЫХ МАТЕРИАЛОВ,содержащее меха.низм перемещения материала в виде ленточного транспортера,связанного с электроприводом,и сварочный узел, включающий последовательно установленные над транспортером по ходу движения свариваемогй материала и связанные с источником напряжения нагреватели для предварительного нагрева материала и нагрева его до температуры сварки и прижимные валки, отличающееся тем, что, с целью повышения качества сварного соединения, снабжено механизмом автоматического регулирования скорости перемещения материала .в зависимости от его температуры, выполненным в виде установленного между нагревателями датчика температуры нагрева материала, электрически связанного через сравнения с тиристорным регулятором, к выходным зажимам которого подключен электропривод,ки(Л нематически связанный с тахогенератором., о: ГС 01 ts:)
1
Изобретение относится к сварке термопластичных полимерных материалов, а именно к устройствам дл сварки длинномерных напольных покрытий в строительстве при укладке линолеума.
Известно устройство для сварки длинномерных полимерных материалов, содержащее кинематически связанные механизмы размотки и намотки, механизм перемещения материала в виде тянущих валков, сварочный инструмент, неподвижно установленный межд прижимными валками, выполненными с винтовой поверхностью и снабженными приводами их вращения н.австречу друг другу t;i .
Недостатками данного устройства являются низкие физико-механические свойства сварного шва и невысокая производительность. Это обуславливается тем, что резонансное поглощение теплового излучения происхо,дит в основном в верхних слоях материала, скорость разогрева которых оказывается выше скорости нарас тания температуры в последующих слоях из-за малой тепловой проводимости наполненных слоев линолеума. Неравномерность распределения температуры снижает разрывную прочность сварного соединения. Для достижения заданной равномерно распределенной по всей толщине слоя температуры сварки требуется довольно продолжительное время разогрева. А это ведет к снижению скорости протяжки и уменьшению производительности устройства, что в целом ухудшает эффективность его работы. :
Наиболее близким к изобретению по технической сущности и достигаемому результату является устройство для сварки полимерных материалов содержащее механизм перемещения материала в виде ленточного транспортера, связанного с электроприводтом, и сварочный узел,включающий последовательно установленные над транспортером по ходу движения свариваемого материала и связанные с источником напряжения нагреватели для предварительного нагрева материалов и нагрева их до температуры сварки, и прижимные валки 2) .
Недостатком известного устройства является отсутствие систем стабилизации технологических параметров, и, соответственно, невысокие физико-механические свойства сварного шва. При отклонении температуры нагрева материала от заданного значения и постоянной скорости перемещения материала возможен недогрев свариваемых поверхностей или их пережог, что снижает качество получаемого сварного соединения.
Целью изобретения является повышение качества сварного соединения.
Поставленная цель достигается тем, что устройство для сварки полимерных материалов, содержащее механизм перемещения материала в виде ленточного транспортера,свя-. занного с электроприводом,, и свароный узел, включающий последовательн установленные над транспортером по ходу движения свариваемого материала и связанные с источником напряжения нагреватели для предварительного нагрева материала и нагрева ег до температуры сварки и прижимные валки, снабжено механизмом автоматического регулирования скоро.сти перемещения материала в зависимости от его температуры,выполненным в виде тановленного между нагревателями дачика температуры нагрева материала, электрически связанного через блок сравнения с тиристорным регулятором к выходным зажимам которого подключен электропривод, кинематически связанный с тахогенератором.
Кроме того, нагреватель для нагрва материала до температуры сварки связан с регулируемым источником напряжения.
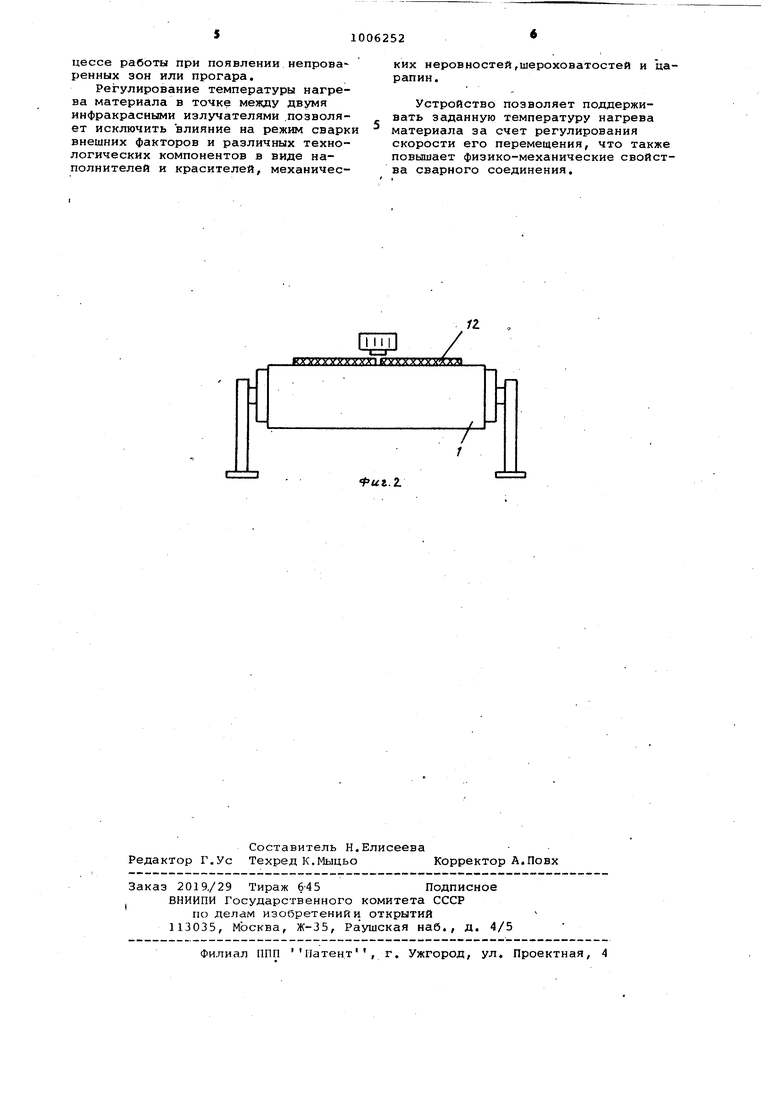
При этом в качестве нагревателей применены инфракрасные излучатели. Причем сварочный узел снабжен механизмом подачи целлофановой ленты, установленным между датчиком темпе-ратуры нагрева материала и нагревате лем для нагрева материала о темпера туры сварки. Такое выполнение устройства позво ляет регулироватьскорость перемещения свариваемого материала в зависимости от температуры его нагрева и поддерживать таким образом зада ную температуру нагрева материала. На фиг. 1 изображено устройство, общий вид; на фиг.. 2 - торец транспортера, вид сбоку. Устройство для сварки полимерных материалов содержит механизм перемещения материала в виде ленточного транспортера 1, кинематически связан .ного с регулируемым электроприводом 2, сварочный узел, включающий последовательно установленные над тран портером по ходу движения свариваемо го материала нагреватели, в частност инфракрасные излучатели 3 и 4 для предварительного нагрева материала и нагрева его до температуры сварки со ответственно. Устройство содержит также механи автоматического регулирования скорос ти перемещения материала в зависимости от его температуры, выполненны в виде установленного между инфракрасными излучателями 3 и 4 датчика 5 температуры нагрева материала, эле трически связанного через блок 6 ср нения с тиристорным регулятором 7, выходным .зажимам которого подключен электропривод 2, кинематически связанный с тахогенератором 8. Между да чиком 5 температуры нагрева материала и инфракрасным излучателем 4 установлен механизм 9 подачи целлофано вой ленты. Инфракрасный излучатель связан с регулируемым источником 10 напряжения. Устройство содержит также прижимные валк-и 11. Устройство работает следующим образом. Свариваемые встык длин|1омерные полотнища 12 линолеума транспортером If приводимым в движение электроприводом 2, подаются к сварочному узлу. Перед сварочным узлом полот нища 12 линолеума расправляются прижимным валком 11 и стыкуются с технологическим зазоромвеличиной 0,51,5 мм. При движении свариваемого материала под инфракрасным излучателем 3 для предварительного нагрев происходит поверхностный разогрев соединяемых кромок материала за счет инфракрасного излучения до заданного значения температуры. Заданное значение температуры устанавливается ручным задатчиком РЗ и поддерживается постоянным. При этом сигнал, пропорциональный текущему значению температуры с датчика 5 температуры нагрева- материала сравнивается с заданным значением в блоке б сравнения и разность сигналов подается на вход тиристорного регулятора 7, выход которого подключен к электроприводу 2 транспортера 1. При увеличении Температуры нагрева, полотнищ сигнал управления с выхода блока-6 возрастает, что вызывает увеличение напряжения на выходе тиристорного регулятора 7 и соответственно вызывает увеличение частоты вращения электропривода .2. Скорость движения полотнищ 12 материала увеличивается и температура нагрева их уменьшается до установленного предела. В случае уменьшения температуры нагрева полотнищ устройство работает аналогичным образом, с той лишь разницей, что в этом случае происходит уменьшение скорости движения полотнищ до тех пор,пока температура не достигает заданного значения. При. дальнейшем движении свариваемого материала на стык накладывается целлофановая лента с механизма 9 ее подачи, через которую инфракрасные лучи излучателя 4 производят дальнейший разогрев кромок стыкуемого материала до вязкотекучего состояния. При этом целлофановая лента играет роль ограничительной среды, через которую лучистая энергия проникает , а тепловые потери во внешнюю сферу от свариваемого материала ограничены. Кроме этого, целлофановая лента предотвращает налипание разогретого материала на формирующий элемент (не показан) инфракрасного излучателя 4, которым осуществляется заглаживание сварного шва. После выхода сваренного материала из-под излучателя 4 по мере остывания сварного шва, целлофановая лента удаляется. Высокая точность поддержания частоты вращения электропривода 2 при колебаниях нагрузки обеспечивается действием обратной отрицательной связи по частоте вращения электропривода 2 с помощью тахогенератора 8 во всем диапазоне регулирования, что положительно сказывается на качестве сварного соединения. Напряжение на инфракрасном излучателе 3 не регулируется. Напряжение на инфракрасном излучателе 4 регулируется с помощью регулируемого источника 10 напряжения. Величина напряжения, подаваемого на инфракрасный излучатель 4, устанавливается опс-.-ратором с учетом типа линолеума и может быть скорректирована в процессе работы при появлении непрова ренных зон или прогара.
Регулирование температуры нагрева материала в точке между двумя инфракрасными излучателями позволяет исключить влияние на режим сварки внешних факторов и различных технологических компонентов в виде наполнителей и красителей, механичесКХ УУ УУy ryyjn ВГУХУХТГХ X9t ЛЛ1
ких неровностей,шероховатостей и царапин.
Устройство позволяет поддерживать заданную температуру нагрева материала за счет регулирования скорости его перемещения, что также повышает физико-механические свойства сварного соединения.
.2.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для сварки длинномерных полимерных материалов | 1976 |
|
SU602375A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для образования отверстия в передней капсуле хрусталиковой сумки глаза | 1981 |
|
SU1148613A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
