Изобретение относится к металлообработке и может быть использовано при прорезании канавок на деталях типа тел вращения.
Целью изобретения является повышение производительности обработки канавок за счет исключения вспомогательного времени на установку детали,
На Фиг. 1 показана схема реализации способа прорезания канавок; на фиг. 2 - то же, вид сверху; на Фиг.З инструмент для реализации способа прорезания канавок; на Фиг. 4 - схе- ма срезаемого припуска инструментом.
Способ осуществляют следующим образом.
Режущий инструмент, корпус 1 которого представляет собой плоскую неполнозубую прорезную фрезу, т.е. выполнен в форме сектора с режущими зубьями, устанавливают под углом & к оси оправки 2 и закрепляют на ней посредством втулок 3 со скошенными торцами. Ось оправки 2 располагают под перекрещивающимся углом of к оси вращения детали 4, например трубы, причем угол установки фрезы к оси вращения оправки и угол располо- жения оправки к оси детали в сумме составляют 90°. Детали сообщают вращение с частотой п, обеспечивающей скорость резания, и непрерывную
35
продольную подачу S. Инструменту сообщают вращение с частотой Пф,обеспечивающей медленную круговую подачу S кр. Подача детали и вращение инструмента согласованы таким образом,что за один оборот инструмента деталь 0 перемещается на всю свою длину.
Между скошенными торцами втулок 3 устанавливается на оправке 2 Фреза 1, у которой режущие зубья выполнены на одной четверти периметра корпуса. Об- 45 рабатываемой детали 4 к режущему инструменту 1 сообщают синхронизированное вращение, кроме того, обрабатываемая деталь имеет продольную подачу.
За четверть оборота корпуса инст- $0 румента происходит формирование канавки или отрезка 5 длиной 10. Отре,
5
0 5 Q
5
0
45 $0
занная деталь поступает на оправку 6 приспособления. Оправка служит и для поддержки свободного конца детали в процессе отрезки, что повышает жесткость системы.
Неполнозубый прорезной инструмент 1 имеет зубья 7 на четверти окружности. Неполнозубый участок необходим для пропускания необрабатываемой длины детали.
Срезание припуска при прорезке осуществляется последовательно слоями 7f-7j. с переменным угловым положением, соответствующим текущему положению зубьев корпуса, и заканчивается на припуске 75, соответствующем расположению последнего зуба перпендикулярно к оси врашения детали, i
Способ позволяет непрерывно прорезать канавки различной глубины и отрезать детали различной длины одним и тем же инструментом. Глубина канавки регулируется расстоянием между осями оправки и детали. Длина отрезка зависит от угла наклона корпуса инструмента к оси ее врашения, который регулируется торцевыми скосами втулок 3 на оправке 2.
Формула изобретения
Способ прорезания канавок на деталях типа тел вращения многолезвийным дисковым инструментом, который устанавливают на вращающейся оправке, причем вращение оправки согласовывают с поступательным движением обрабатываемой детали, отличающийся тем, что, с целью повышения производительности обработки, в качестве инструмента используют плоскую неполнозубую прорезную фрезу, которую устанавливают под углом к оси вращения оправки, а последнюю располагают под углом к оси детали, которой сообщают вращательное движение, причем угол установки Фрезы к к оси вращения оправки и угол расположения оправки к оси детали в сумме составляют 90 .
Г
Фиг.Э
1 J s 6
-i-J
те
1
j
0W2
JN
t
г.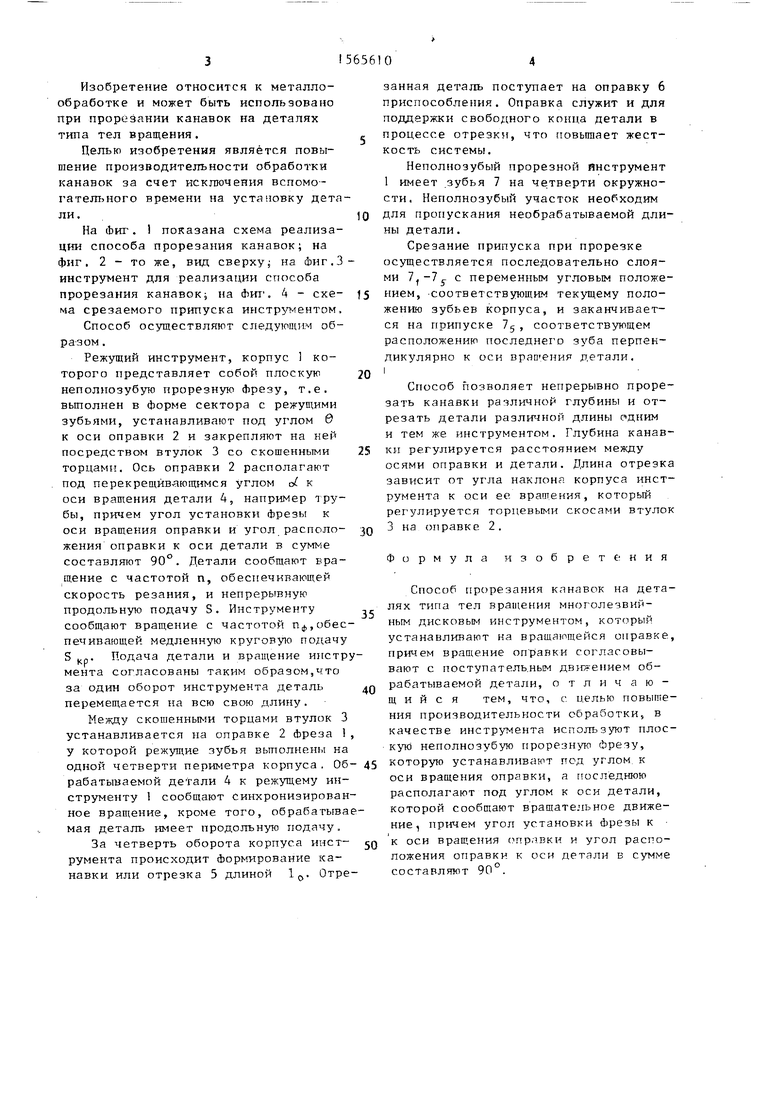
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФРЕЗЕРОВАНИЯ КОЛЬЦЕВЫХ КАНАВОК ПЕРЕМЕННОГО ПРОФИЛЯ | 2001 |
|
RU2210467C2 |
| Способ нарезания резьбы | 1976 |
|
SU603510A1 |
| Автомат для обработки деталей кольцевого периодически повторяющегося профиля | 1982 |
|
SU1060347A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ КАНАВОК ПЕРЕМЕННОГО ПРОФИЛЯ | 2001 |
|
RU2207224C2 |
| СПОСОБ РЕЖУЩЕ-ДЕФОРМИРУЮЩЕЙ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 2013 |
|
RU2536308C1 |
| КОМБИНИРОВАННЫЙ ОСЕВОЙ ИНСТРУМЕНТ | 2010 |
|
RU2418656C1 |
| ТОРЦОВАЯ ФРЕЗА | 2005 |
|
RU2288813C1 |
| Способ обработки торовых поверхностей | 1976 |
|
SU554954A1 |
| СПОСОБ МНОГОПРОХОДНОГО ЦИЛИНДРИЧЕСКОГО ФРЕЗЕРОВАНИЯ | 2009 |
|
RU2409453C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 1992 |
|
RU2008142C1 |

Изобретение относится к металлообоработке и может быть использовано при прорезании канавок на деталях типа тел вращения. Целью изобретения является повышение производительности обработки канавок. Она достигается за счет исключения вспомогательного времени на установку детали. Инструмент, корпус 1 которого представляет собой плоскую неполнозубую прорезную фрезу, устанавливают под углом Θ к оси оправки 2 и закрепляют на ней посредством втулок 3 со скошенными торцами. Оправку 2 устанавливают под углом α к оси вращения детали 4, причем сумма углов α и Θ составляет 90°. Детали сообщают вращение с частотой N и непрерывную продольную подачу S. Инструменту сообщают вращение с частотой Nф. Подачу детали и вращение инструмента согласовывают таким образом, что за один оборот инструмента деталь перемещается на всю свою длину. 4 ил.
| 1968 |
|
SU293661A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
