Предлагаемый способ относится к области металлообработки, конкретно к цилиндрическому фрезерованию.
Известен способ многопроходного цилиндрического фрезерования, при котором фрезе сообщают вращение, а детали - продольную подачу с возвратом в исходное положение и смещение на ширину или глубину прохода [1]. Фрезерование плоских поверхностей или пазов, размеры которых превышают ширину или глубину прохода, осуществляют за несколько ходов. По окончании каждого прохода деталь смещают на ширину фрезерования. В случае обработки пазов фасонной или прорезной фрезой деталь после возврата в исходное положение смещают в радиальном направлении на глубину резания и повторяют проход [2].
Известен способ обработки торцовой фрезой плоской поверхности большой протяженности, при котором фрезерование осуществляют непрерывно по зигзагообразной траектории подачи [3]. Данный способ неосуществим при цилиндрическом фрезеровании плоскостей или пазов на горизонтально-фрезерных станках.
Недостатками известных способов [1, 2] являются потери рабочего времени, вызванные радиальным отводом детали от фрезы и очередным подводом ее на глубину фрезерования после возврата в исходное положение; несовпадение установок на одну и ту же глубину; ограниченная стойкость фрезы.
Задачей изобретения является повышение производительности обработки за счет исключения холостых ходов и в повышении точности фрезерования за счет отсутствия погрешностей, связанных с отводом и подводом детали на глубину фрезерования. Благодаря двукратному сокращению ходов уменьшается износ приводов станка. Применение реверсивной фрезы [4] обеспечивает удвоенную стойкость инструмента по сравнению со стандартной.
Поставленная задача решается тем, что в способе многопроходного цилиндрического фрезерования, при котором фрезе сообщают вращение, а детали - продольную подачу с возвратом в исходное положение и смещение на ширину или глубину прохода, согласно изобретению используют реверсивную фрезу и в конце каждого хода меняют направление ее вращения на противоположное.
Поставленная задача решается также тем, что смещение детали на заданный размер осуществляют в конце каждого хода, и обратный ход выполняют с рабочей подачей.
Предложенный способ представлен на фиг.1-5, на которых:
фиг.1 изображает схему многопроходного фрезерования плоской поверхности;
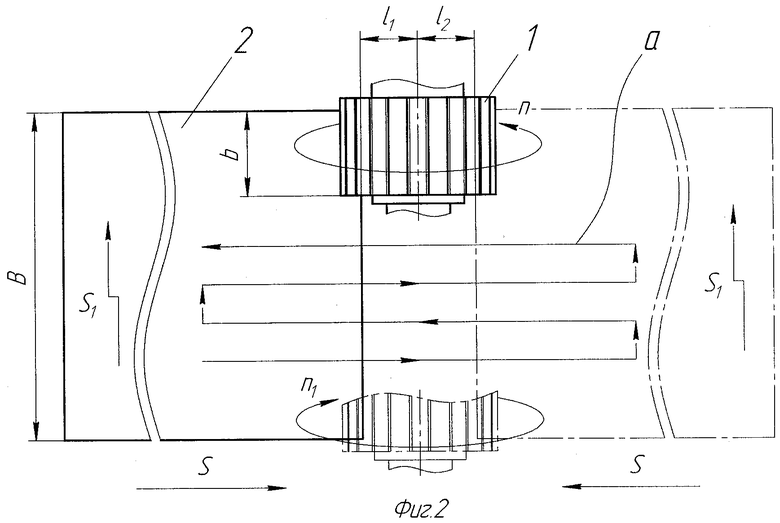
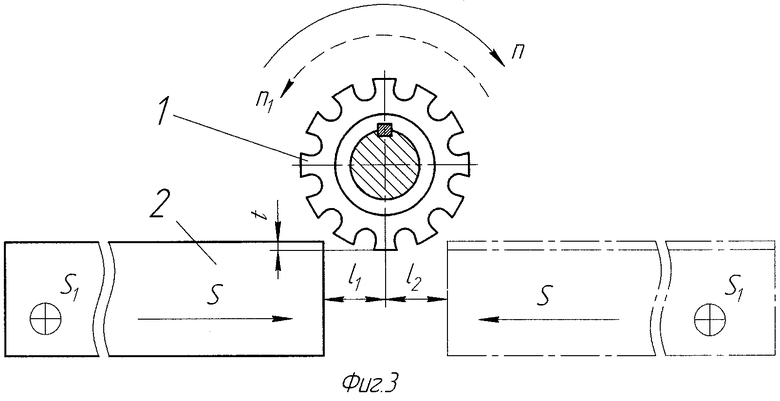
фиг.2 - многопроходное фрезерование, вид в плане;
фиг.3 - вид сбоку на фиг.2;
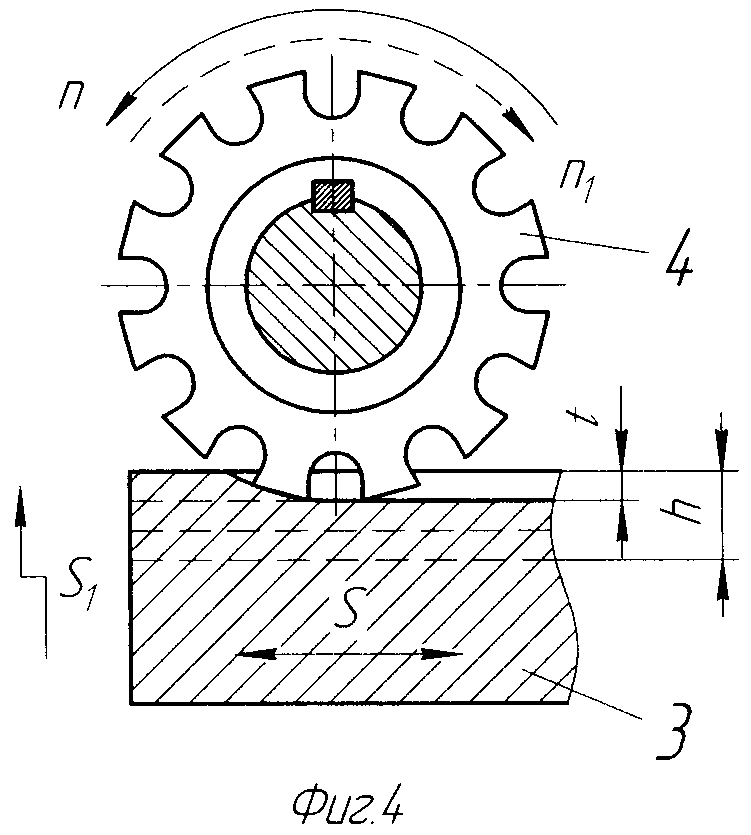
фиг.4 - многопроходное фрезерование паза дисковой фрезой;
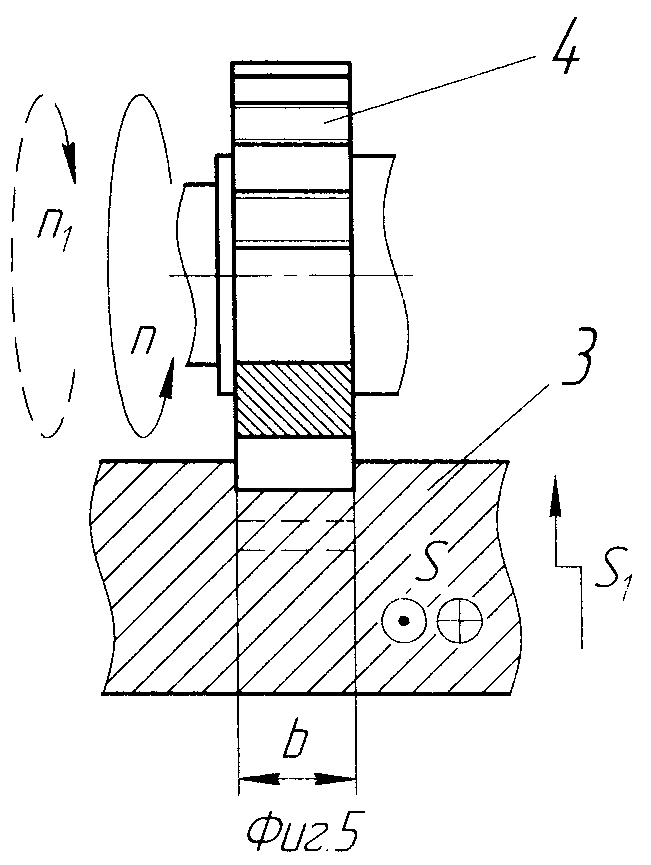
фиг.5 - поперечный разрез на фиг.4.
Способ осуществляется следующим образом. Фрезу 1 устанавливают на ширину b и глубину t фрезерования подводом к ней детали 2 на указанные параметры и на расстояние l1 (фиг.1-3). Затем детали сообщают рабочий ход с продольной подачей S при вращении фрезы с частотой n, определяющей скорость резания. После прохода длины 1 обрабатываемой поверхности и участков подвода l1 и перебега l3 деталь смещают с ускоренной поперечной подачей S; на ширину b следующего прохода и, не меняя настройки фрезы на глубину резания t, выполняют обратный ход с рабочей подачей S. Обратный ход при неизменном направлении вращения фрезы соответствует попутному фрезерованию (см. фиг.1). Станки с ЧПУ имеют беззазорный шарико-винтовой привод подачи и позволяют выполнять фрезерование в обоих направлениях без подхватывания детали фрезой при ее попутном движении. Проходы повторяются по траектории а до полной обработки поверхности шириной В.
Применение реверсивной цилиндрической фрезы позволяет выполнять оба прохода со встречным движением детали при изменении направления вращения фрезы в конце каждого хода на противоположенное n1 (см. фиг.2, 3).
При фрезеровании пазов и канавок шириной b деталь 3 устанавливают на глубину резания t и сообщают рабочую подачу S, а дисковой фрезе 4 - вращение с частотой n (фиг.4, 5). По окончании каждого хода на длину обрабатываемого паза, включая перебеги, направление вращения фрезы меняют на противоположное n1. Деталь 3 в конце перебега смещают на очередную глубину резания t с радиальной подачей S1, затем ей сообщают продольную подачу S в обратном направлении. С использованием реверсивной фрезы направление ее вращения меняют на противоположенное в конце каждого хода. Проходы повторяют до обработки паза на полную глубину h.
Пример выполнения способа. На горизонтально-фрезерном станке модели 6Р82Г обрабатывают поверхность детали 2, например плиты, длиной 1=500 мм и шириной В=200 мм (фиг.1-3). Материал детали сталь 40Х. Реверсивная фреза 1 диаметром 80 мм и шириной 45 мм имеет 12 зубьев из твердого сплава ВК8. Фрезе сообщают вращение с частотой n=400 об/мин. Скорость резания 100 м/мин. Ширина фрезерования за один рабочий ход b=20 мм, глубина t=4 мм. Обработка осуществляется за десять ходов с подачей на зуб Sz=0,26 мм/зуб; минутная подача S=1250 мм/мин.
Время рабочего хода на длину с участками подвода и перебега детали lобщ=l+l1+l2=544 мм составляет 0,44 мин; время смещения фрезы на ширину следующего хода - 0,12 мин; суммарное время прохода τпрох=0,56 мин. Установка фрезы на глубину резания производится однократно и занимает - 0,1 мин;
Машинное время полной обработки поверхности шириной 200 мм за десять ходов составит τмаш=5,7 мин, со сменой направления вращения реверсивной фрезы τмад=6,2 мин.
По известному способу обработка осуществляется стандартной фрезой одностороннего резания с тем же числом зубьев. Режимы резания приняты те же, что и в предлагаемом способе; число проходов с быстрым возвратом детали в исходное положение соответствует числу рабочих ходов предлагаемого способа.
Время одного прохода включает времена установки фрезы на глубину резания - 0,1 мин, рабочего хода на длину lобщ=544 мм - 0,44 мин, отвода и возврата детали в исходное положение со скоростью 3150 мм/мин - 0,27 мин, смещения фрезы на ширину следующего прохода - 0,12 мин. Суммарное время прохода τпрох=0,93 мин.
Машинное время полной обработки поверхности известным способом за десять ходов составит τмаш=9,3 мин.
Таким образом, экономия времени при фрезеровании предлагаемым способом составляет 3,6 мин или 38,7% от времени обработки по действующему способу.
При фрезеровании со сменой направления вращения реверсивной фрезы время обработки сокращается на 33,3%. С учетом двукратного сокращения числа переточек реверсивной фрезы и установок переточенных фрез взамен изношенных, экономия времени при многопроходном фрезеровании реверсивной фрезой составит 45-50% на одну деталь.
Дополнительный эффект получается от повышения точности и уменьшения шероховатости обработанной поверхности за счет исключения многократных установов на глубину фрезерования.
Источники информации
1. В.А. Аршинов, Г.А. Алексеев. «Резание металлов и режущий инструмент». М.: «Машиностроение», 1964 г., стр.294, фиг.237, а.
2. См. [1], стр.294, фиг.237, г и д.
3. Операционная технология обработки корпусных деталей на многоинструментных станках с ЧПУ. / Под ред. М.Е.Юхвида. М.: ОНТИ ЭНИМС, 1989 г. Стр.31, рис.4, схема 12 (см. приложение).
4. Патент РФ №2261157, МКИ В23С 5/04. Цилиндрическая фреза. 2005 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФРЕЗА ЦИЛИНДРИЧЕСКАЯ | 2011 |
|
RU2460615C1 |
| СПОСОБ ДОЛБЛЕНИЯ И ДОЛБЯК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2385786C1 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ | 2008 |
|
RU2374039C1 |
| ЧЕРВЯЧНАЯ ФРЕЗА | 2011 |
|
RU2481927C1 |
| Способ обработки тел вращения | 1979 |
|
SU902987A1 |
| ТОРЦОВАЯ ФРЕЗА | 2005 |
|
RU2288813C1 |
| ЦИЛИНДРИЧЕСКАЯ ФРЕЗА | 2004 |
|
RU2261157C1 |
| КОМБИНИРОВАННЫЙ ОСЕВОЙ ИНСТРУМЕНТ | 2008 |
|
RU2364478C1 |
| КОМБИНИРОВАННЫЙ ОСЕВОЙ ИНСТРУМЕНТ | 2010 |
|
RU2418656C1 |
| Способ фрезерования | 1984 |
|
SU1194596A1 |
Способ включает сообщение фрезе вращения, а детали - продольной подачи с возвратом в исходное положение и смещение на ширину или глубину прохода. Для повышения производительности и точности фрезерования используют реверсивную фрезу и в конце каждого хода меняют направление ее вращения на противоположное. Смещение детали на заданный размер может быть осуществлено в конце каждого хода, при этом обратный ход выполняется с рабочей подачей. 1 з.п. ф-лы, 5 ил.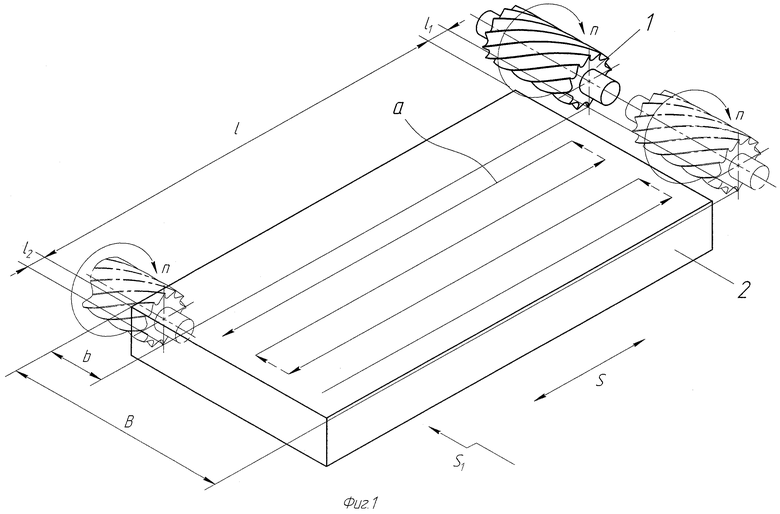
1. Способ многопроходного цилиндрического фрезерования, при котором фрезе сообщают вращение, а детали - продольную подачу с возвратом в исходное положение и смещение на ширину или глубину прохода, отличающийся тем, что используют реверсивную фрезу и в конце каждого хода меняют направление ее вращения на противоположное.
2. Способ по п.1, отличающийся тем, что смещение детали на заданный размер осуществляют в конце каждого хода, и обратный ход выполняют с рабочей подачей.
| ЦИЛИНДРИЧЕСКАЯ ФРЕЗА | 2004 |
|
RU2261157C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ | 0 |
|
SU212007A1 |
| Полуавтомат для обработки пазов | 1977 |
|
SU707703A1 |
| Устройство для автоматической обработки пазов | 1987 |
|
SU1512713A1 |
| Способ обработки зубчатых реек червячной фрезой | 1990 |
|
SU1824262A1 |
| GB 1406973 А, 17.09.1975 | |||
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| АРШИНОВ В.А | |||
| и др | |||
| Резание металлов и режущий инструмент, изд.3-е | |||
| - М.: Машиностроение, 1975, с.244, рис.231 | |||
| БАРБАШОВ Ф.А | |||
| Фрезерные работы | |||
| - М.: Высшая школа, 1986, с.49, 50, рис.63. | |||

