Изобретение относится к области шлифования.
Цель изобретения - повышение точности определения режущих свойств абразивного инструмента.
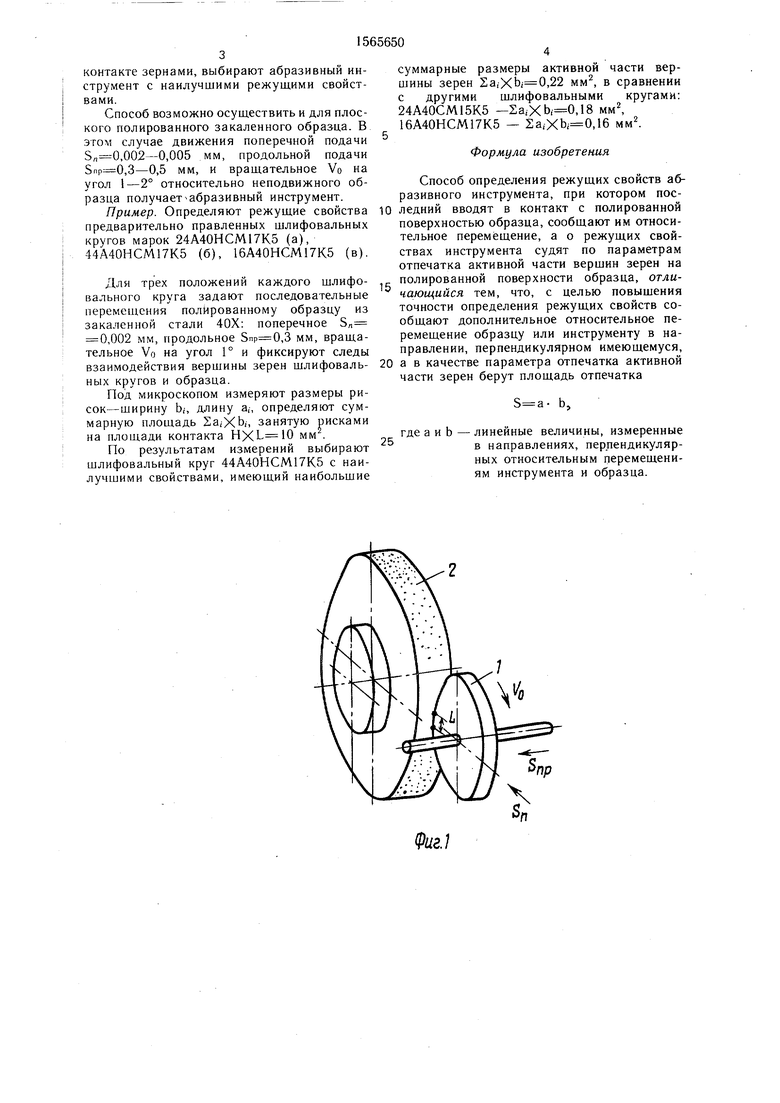
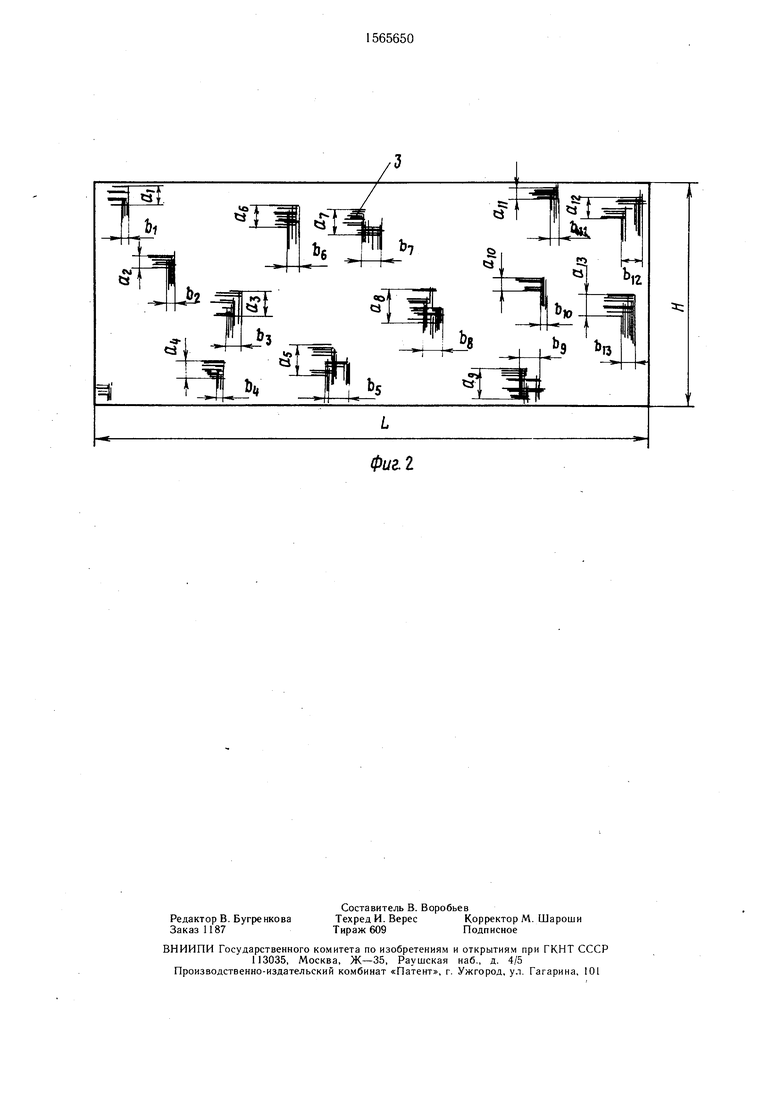
На фиг. 1 приведена схема установки круга и образца; на фиг. 2 - следы вершин абразивных зерен на полированной поверхности образца.
Способ реализуется в следующей последовательности.
Осуществляется подготовка абразивного инструмента и оснастки. Дисковый образец 1 из закаленной стали 40Х механизмом поперечной подачи станка прижимается к зафиксированному в определенном положении по риске предварительно правленному абразивному инструменту 2 на величину Sn 0,002-0,005 мм.
Стол станка вместе с образцом при помощи маховика продольной подачи перемещается на величину ,l-0,3 мм, затем образец поворачивается вокруг оси на величину дуги L, соответствующей углу 0,5- 1,5° в направлении Vo (фиг. 1), в результате чего на полированной поверхности образца остаются четкие следы 3 отдельных зерен (фиг. 2). Для обеспечения высокой точности опыт повторяется для нескольких положений абразивного инструмента.
Устанавливается сравниваемый абразивный инструмент, для которого в описанной ранее последовательности фиксируются следы взаимодействия с образцом; под микроскопом на площади контакта 15 мм2 измеряются размеры рисок - ширина Ы и длина а,, оставляемых активной частью вершин зерен абразивного инструмента на образце, определяют площадь aiXbi; 32Xb2 . ...а,ХЬ,.
Каждую из указанных величин измеряют на отпечатке в направлении, перпендикулярном направлению перемещения образца.
По наибольшей суммарной площади рисок Sa,Xb,, оставленных находящимися в
сп
о сп оэ сп
контакте зернами, выбирают абразивный инструмент с наилучшими режущими свойствами.
Способ возможно осуществить и для плоского полированного закаленного образца. В этом случае движения поперечной подачи Sn-0,002-0,005 мм, продольной подачи Snp-0,3-0,5 мм, и вращательное Vo на угол 1-2° относительно неподвижного образца получает-абразивный инструмент.
суммарные размеры активной части вершины зерен Za,,22 мм2, в сравнении с другими шлифовальными кругами: 24А40СМ15К5 -2а,ХЬ,0,18 мм2, 16А40НСМ17К5 - 2а,ХЬ,0,16 мм2.
Формула изобретения
Способ определения режущих свойств абразивного инструмента, при котором посПример. Определяют режущие свойства 10 ледний вводят в контакт с полированной предварительно правленных шлифовальных поверхностью образца, сообщают им относикругов марок 24А40НСМ17К5 (а), 44А40НСМ17К5 (б), 16А40НСМ17К5 (в).
тельное перемещение, а о режущих свойствах инструмента судят по параметрам отпечатка активной части вершин зерен на Для трех положений каждого шлифо- -5 полированной поверхности образца, отливального круга задают последовательные - ..«т, „-L,..,Q,..,
перемещения полированному образцу из закаленной стали 40Х: поперечное Sre 0,002 мм, продольное ,3 мм, вращательное Vo на угол 1° и фиксируют следы взаимодействия вершины зерен шлифоваль- 20 а в качестве параметра отпечатка активной ных кругов и образца.части зерен берут площадь отпечатка
Под микроскопом измеряют размеры рисок-ширину Ь|, длину а,, определяют суммарную площадь Sa,Xb, занятую рисками на площади контакта мм .
По результатам измерений выбирают шлифовальный круг 44А40НСМ17К5 с наилучшими свойствами, имеющий наибольшие
25
чающийся тем, что, с целью повышения точности определения режущих свойств сообщают дополнительное относительное перемещение образцу или инструменту в направлении, перпендикулярном имеющемуся,
b, где а и b - линейные величины, измеренные
в направлениях, перпендикулярных относительным перемещениям инструмента и образца.
суммарные размеры активной части вершины зерен Za,,22 мм2, в сравнении с другими шлифовальными кругами: 24А40СМ15К5 -2а,ХЬ,0,18 мм2, 16А40НСМ17К5 - 2а,ХЬ,0,16 мм2.
Формула изобретения
тельное перемещение, а о режущих свойствах инструмента судят по параметрам отпечатка активной части вершин зерен на полированной поверхности образца, отли - ..«т, „-L,..,Q,..,
а в качестве параметра отпечатка активной части зерен берут площадь отпечатка
чающийся тем, что, с целью повышения точности определения режущих свойств сообщают дополнительное относительное перемещение образцу или инструменту в направлении, перпендикулярном имеющемуся,
b, где а и b - линейные величины, измеренные
в направлениях, перпендикулярных относительным перемещениям инструмента и образца.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА ИСПОЛЬЗОВАНИЯ АБРАЗИВНЫХ ЗЕРЕН | 2001 |
|
RU2191681C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА ИСПОЛЬЗОВАНИЯ АБРАЗИВНЫХ ЗЕРЕН | 2001 |
|
RU2191679C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ЭКСПЛУАТАЦИОННОЙ ХАРАКТЕРИСТИКИ ЕДИНИЧНЫХ АБРАЗИВНЫХ ЗЕРЕН | 2008 |
|
RU2375693C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА ИСПОЛЬЗОВАНИЯ АБРАЗИВНЫХ ЗЕРЕН | 2001 |
|
RU2191678C1 |
| СПОСОБ ОЧИСТКИ ШЛИФОВАЛЬНОГО КРУГА | 2004 |
|
RU2266189C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ РЕЗАНИЕМ | 2008 |
|
RU2404884C2 |
| СПОСОБ ОЦЕНКИ ЭФФЕКТИВНОСТИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ЖИДКОСТЕЙ ПРИ ШЛИФОВАНИИ | 2014 |
|
RU2572683C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ДОВОДКИ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 1998 |
|
RU2162402C2 |
| СПОСОБ ОЧИСТКИ ЭЛЬБОРОВОГО ШЛИФОВАЛЬНОГО КРУГА | 2011 |
|
RU2490112C1 |
| Способ оценки качества шлифованной поверхности режущего инструмента | 1986 |
|
SU1315868A1 |
Изобретение относится к металлообработке, а именно к определению режущих свойств абразивного инструмента. Цель изобретения - повышение точности определения режущих свойств абразивного инструмента. Способ включает подвод и прижатие предварительно правленного абразивного инструмента к полированной поверхности образца, последовательное взаимно перпендикулярное перемещение образца относительно неподвижного абразивного инструмента, измерение размеров отпечатков, оставленных активной частью вершин абразивных зерен на полированной поверхности образца. Выбор абразивного инструмента с наилучшими режущими свойствами осуществляют по наибольшей суммарной площади отпечатков. 2 ил.
фиг. 2
| Филимонов Л | |||
| Н | |||
| Высокоскоростное шлифование, - М.: Машиностроение, 1979, с | |||
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
