Фие.5
Изобретение относится к деревообрабатывающей промышленности и может быть использовано при изготовлении деревянных отделочных деталей.
Цель изобретения - повышение производительности за счет перемещения заготовок в безразборном состоянии.
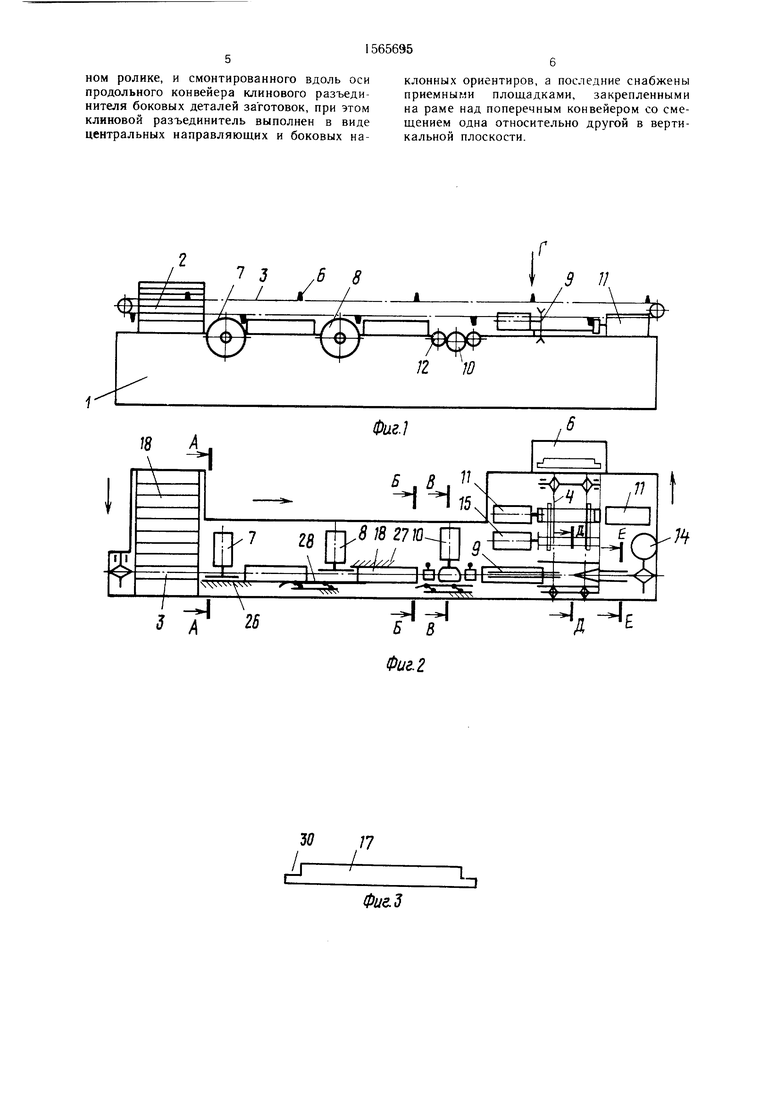
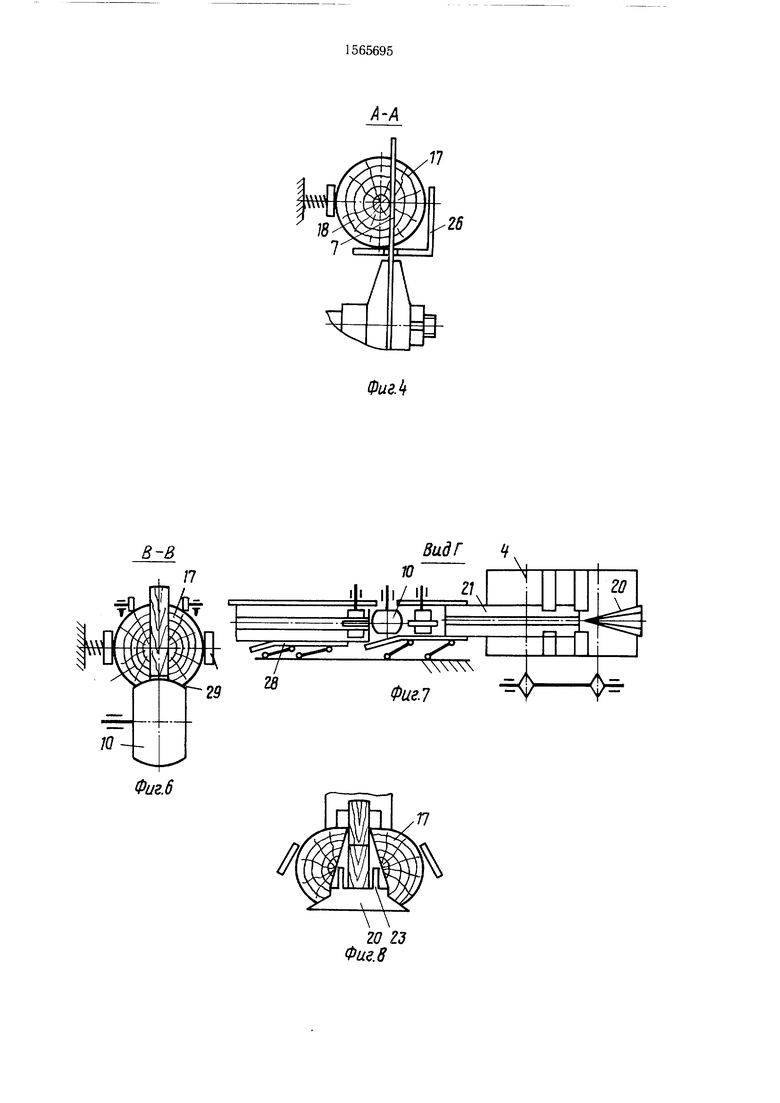
На фиг. 1 изображена схема линии изготовления деревянных отделочных деталей; на фиг. 2 - то же, вид сверху; на фиг. 3 - отделочная деталь; на фиг. 4 - разрез А-А на фиг. 2 (пильный суппорт); на фиг. 5 - разрез Б-Б на фиг. 2 (выдвижной диск для вертикального сдвига); на фиг. 6 - разрез В-В на фиг. 2 (калевочный суппорт); на фиг. 7 - вид Г на фиг. 1 (приспособление вертикального и горизонтального сдвига деталей); на фиг. 8 - клиновидный разъединитель боковых деталей; на фиг. 9 - разрез Д-Д на фиг. 2 (боковые наклонные ориентиры с приемными площадками); на фиг. 10 - разрез Е-Е на фиг. 2 (центральные направляющие); на фиг. 11 - фрезерный суппорт.
Линия включает раму 1, питатель 2, продольный 3 и поперечный 4 конвейеры с упорами 5, контейнеры 6, пильные 7-9, калевочный 10 и фрезерные 11 суппорты, опорные 12 и прижимные 13 ролики и привод 14. Линия снабжена размещенным перед калевочным суппортом 10 приспособлением 15 вертикального и горизонтального сдвигов деталей 16 и 17 цилиндрических заготовок 18.
Приспособление 15 выполнено в виде расположенного на опорном ролике 12 выдвижного диска 19 и смонтированного вдоль оси продольного конвейера 3 клинового разъединителя 20, боковых фасонных деталей 17, при этом клиновой разъединитель 20 выполнен в виде боковых наклонных ориентиров 21 и 22 и центральных направляющих 23 деталей 16, а наклонные боковые ориентиры 21 и 24 имеют закрепленные на раме 1 над поперечным конвейером 4 со смещением в вертикальной плоскости приемные площадки 24 и 25.
На раме 1 вдоль конвейера 3 установлены базирующие упоры 26 и 27 и прижимы 28 заготовок 18. Калевочный суппорт 10 выбирает в деталях продольные пазы 29, а фрезерные суппорты 11 пазы 30. При сдвиге деталей образуется нижний продольный паз 31.
Линия работает следующим образом.
В питатель 2 загружают цилиндрические заготовки 18, например оточку от спичечного производства длиной 720 мм и диаметром 100-130 мм. Продольный конвейер с помощью привода 14 подает поштучно заготовки 18 к пильному суппорту 7, при этом базирующая плоскость упора 26 обеспечивает получение строительных деталей 17 заданного размера, например 40 мм.
При дальнейшем перемещении прижим 28 смещает заготовку к другой базирующей плоскости упора 27, а пильный суппорт 8 отрезает другую боковую деталь 17,
следовательно, из одной заготовки 18 получают две боковые фасонные детали 17 и одну центральную 16.
При дальнейшем совместном перемещении трех деталей диск 19 опорного ролика 12 с помощью прижимных роликов 13 выдви гает вверх центральную деталь 16, а калевочный суппорт 10 выбирает продольные пазы 29 в двух боковых деталях 17. Клиновидный разъединитель 20 приспособления 15 входит в нижний продольный паз и раздвигает снизу в стороны боковые детали 17 (фиг. 9). Центральная же деталь 16 размещена на верхней плоскости клинового разъединителя 20, причем на верхней плоскости разъединителя 20 выполнены направляющие 23, деталь 16 заходит во внутрь направ0 ляющих 23, а затем конвейер 3 сталкивает эту деталь из направляющих, например, в приемный контейнер. Детали 17, раздвинутые снизу клиновыми разъединителями 20, сползают под собственным весом по наклон5 ным боковым ориентирам 21 и 22, детали 17 ложатся на приемные площадки 24 и 25 плоскими поверхностями.
Поперечный конвейер 4 с помощью упоров 5 снимает поочередно детали 17 с пло0 щадок 24 и 25 и подает эти детали к пильному суппорту 9 для торцовки, а далее к фрезерным суппортам 11 для изготовления продольных пазов 30, после чего конвейер сталкивает готовые отделочные детали 17 с пазами 29 и 30 в приемный контейнер 6.
5 Применение предлагаемой линии позволит повысить производительность за счет перемещения заготовок в разнообразном состоянии при неразъединенном пилении их на детали и обработки продольных пазов
0 в боковых деталях, а также решает проблему ресурсосбережения за счет рационального использования вторичных древесных ресурсов.
Формула изобретения
5 Линия изготовления деревянных отделочных деталей из вторичного древесного сырья, включающая раму, питатель для заготовок, продольный и поперечный конвейеры с упорами, последовательно установленные друг за другом пильный, калевочный и фрезерные
0 суппорты, а также опорные и прижимные ролики и привод, отличающаяся тем, что, с целью повышения производительности за счет перемещения заготовок в безразборном состоянии, линия снабжена размещенным перед калевочным суппортом приспособлением вертикального и горизонтального сдвига деталей, которое выполнено в виде выдвижного диска, расположенного на опорном ролике, и смонтированного вдоль оси продольного конвейера клинового разъединителя боковых деталей заготовок, при этом клиновой разъединитель выполнен в виде центральных направляющих и боковых наклонных ориентиров, а последние снабжены приемными площадками, закрепленными на раме над поперечным конвейером со смещением одна относительно другой в вертикальной плоскости.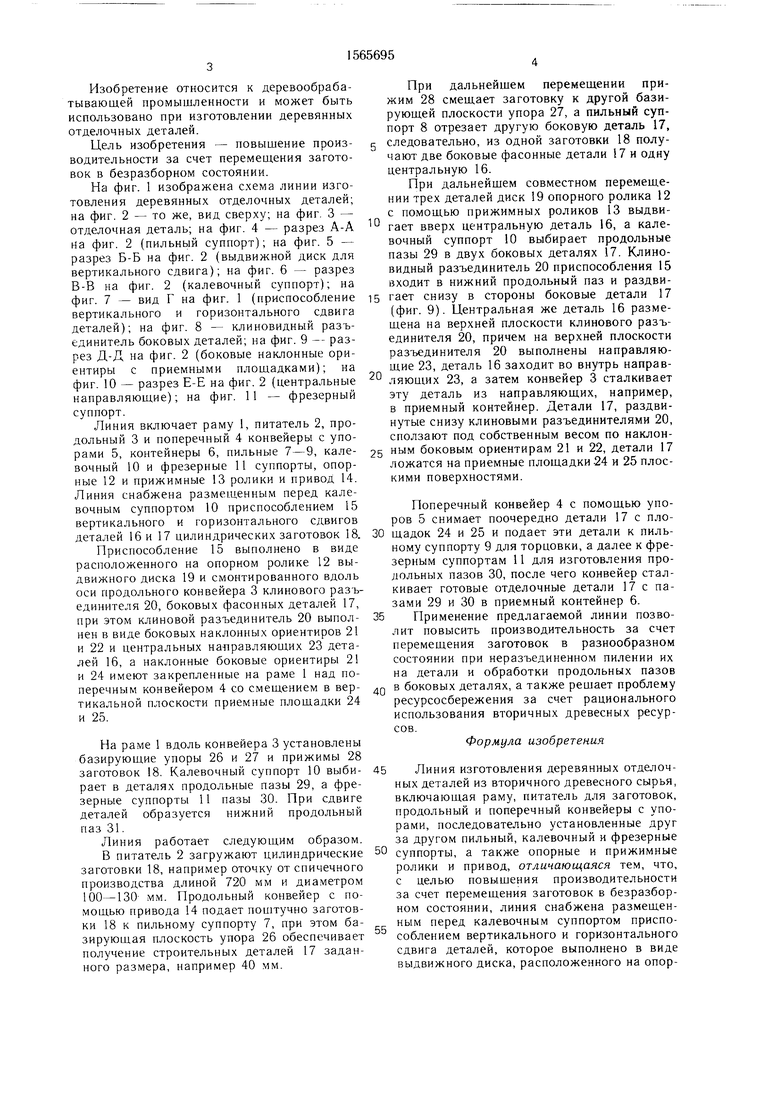
| название | год | авторы | номер документа |
|---|---|---|---|
| САМОБЛОКИРУЮЩИЙСЯ ДЕРЕВЯННЫЙ ПРОФИЛЬ И ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ЕГО ПОЛУЧЕНИЯ | 1994 |
|
RU2044626C1 |
| Установка для склеивания деревянных брусков на продольный зубчатый шип | 1989 |
|
SU1639966A1 |
| Продольно-фрезерный деревообрабатывающий станок | 1990 |
|
SU1794011A3 |
| Универсальный деревообрабатывающий станок | 1990 |
|
SU1797567A3 |
| Линия изготовления щитовых деталей | 1986 |
|
SU1445962A1 |
| КОМБИНИРОВАННЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1991 |
|
RU2013200C1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ ИЗДЕЛИЙ | 1994 |
|
RU2072914C1 |
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2034696C1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ ЧЕТЫРЕХСТОРОННИЙ ФРЕЗЕРНО-СТРОГАЛЬНЫЙ СТАНОК | 2004 |
|
RU2272706C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ОЦИЛИНДРОВАННЫХ БРЕВЕН И ПРОФИЛЬНОГО БРУСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2348514C2 |
Изобретение относится к деревообрабатывающей промышленности. Цель изобретения - повышение производительности за счет перемещения заготовок в безразборном состоянии. Линия изготовления деревянных отделочных деталей из вторичного древесного сырья включает раму, питатель, приспособление вертикального и горизонтального сдвига деталей в виде смонтированного на опорном ролике 12 выдвижного диска 19 и смонтированного вдоль оси продольного конвейера клинового разъединителя. Продольный конвейер подает заготовки к пильному суппорту. Прижим смещает заготовку, а пильный суппорт отрезает другую боковую деталь 17, следовательно, из одной заготовки получают две боковые фасонные детали 17 и одну - центральную 16. При дальнейшем совместном перемещении трех деталей диск 19 опорного ролика 12 с помощью прижимных роликов 13 выдвигает вверх центральную деталь 16, а калевочный суппорт выбирает продольные пазы. Клиновидный резъединитель приспособления вертикального и горизонтального сдвига деталей входит в нижний продольный паз и раздвигает боковые детали 17. 11 ил.
Ц
i|i ф Д
&&ъ
гв
Ю
Фиг.6
20 23 Фие.8
ВидГ
Ю
-У X
Фие.7
П
21
Фиг.Ю
25
Фиг.9
-л, - «
j -.//
| Амалицкий В | |||
| В., Любченко В | |||
| И | |||
| Станки и инструменты деревообрабатывающих предприятий.-М.: Лесная промышленность, 1977, с | |||
| Льночесальная машина | 1923 |
|
SU245A1 |
| Устройство для выборки пазов | 1984 |
|
SU1311934A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
