Изобретение относится к деревообрабатывающей промышленности, я част-, ности к оборудованию для сращивания пиломатериалов по толщине на продольный зубчатый шип.
Цель изобретения - расширение технологических возможностей за счет
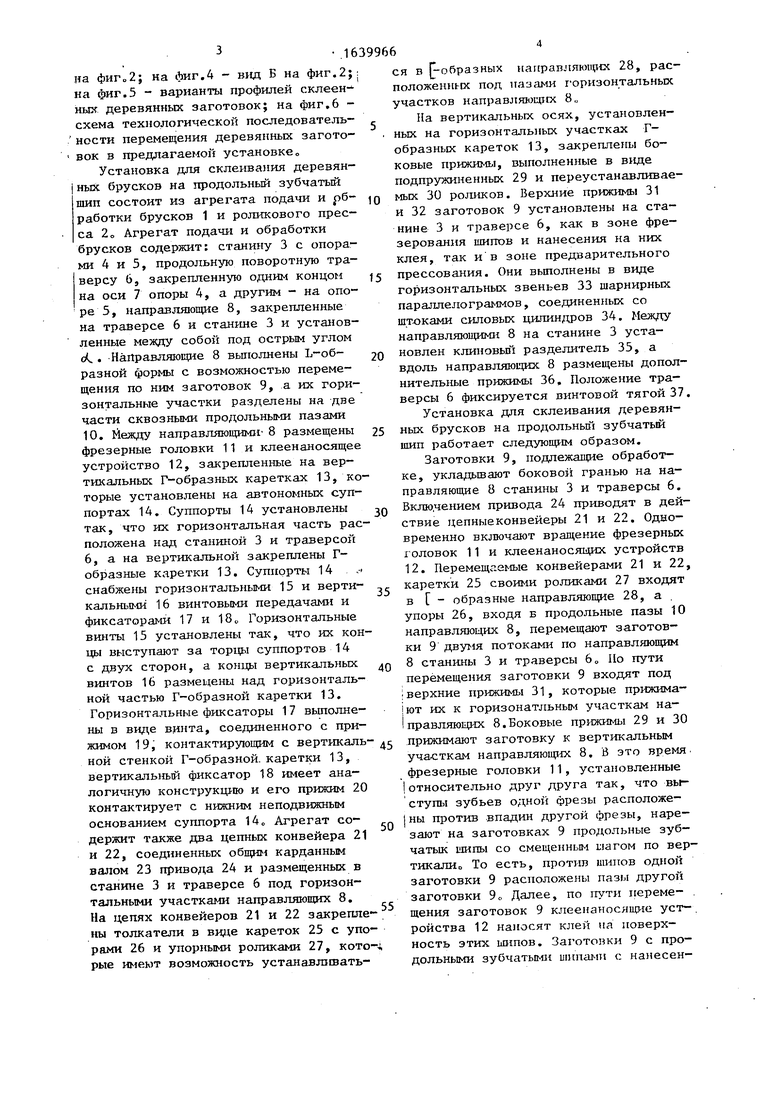
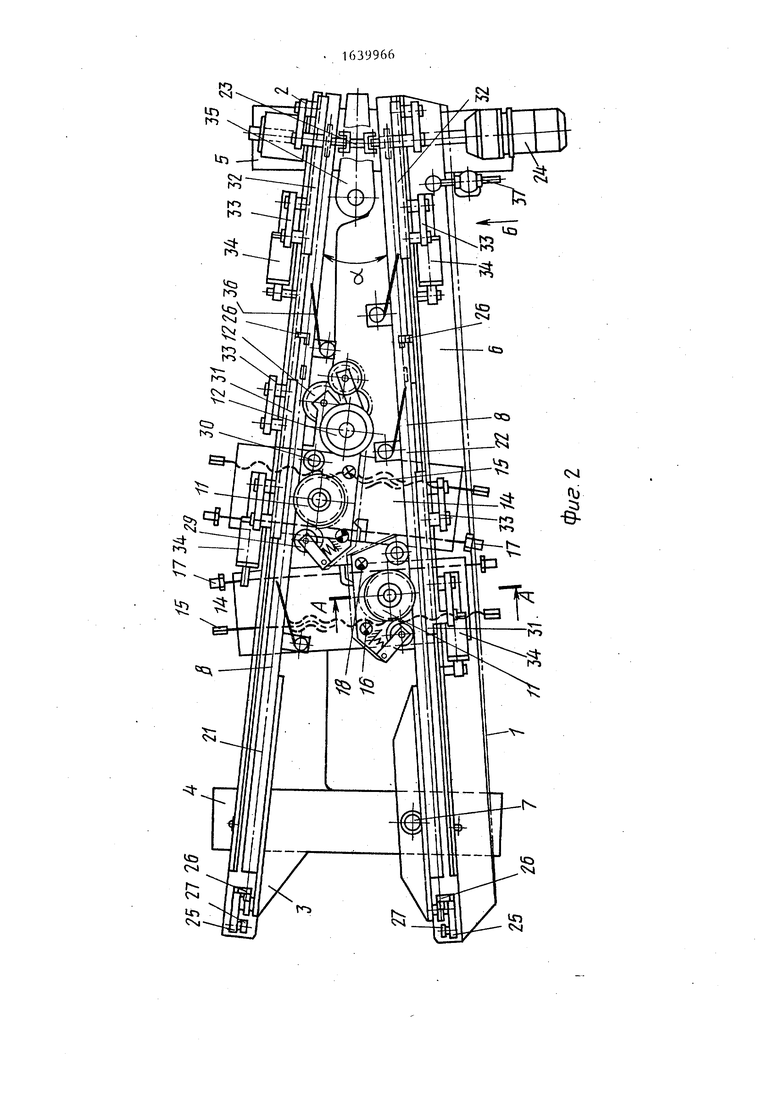
увеличения диапазона размеров склеиваемых брусков и снижения требований по точности их размеров и формы, На фиг.1 изображена предлагаемая установка, вид в плане; на фиг.2 - агрегат подачи и обработки брускор, вид в плане; на фиг„3 - разрез А-А
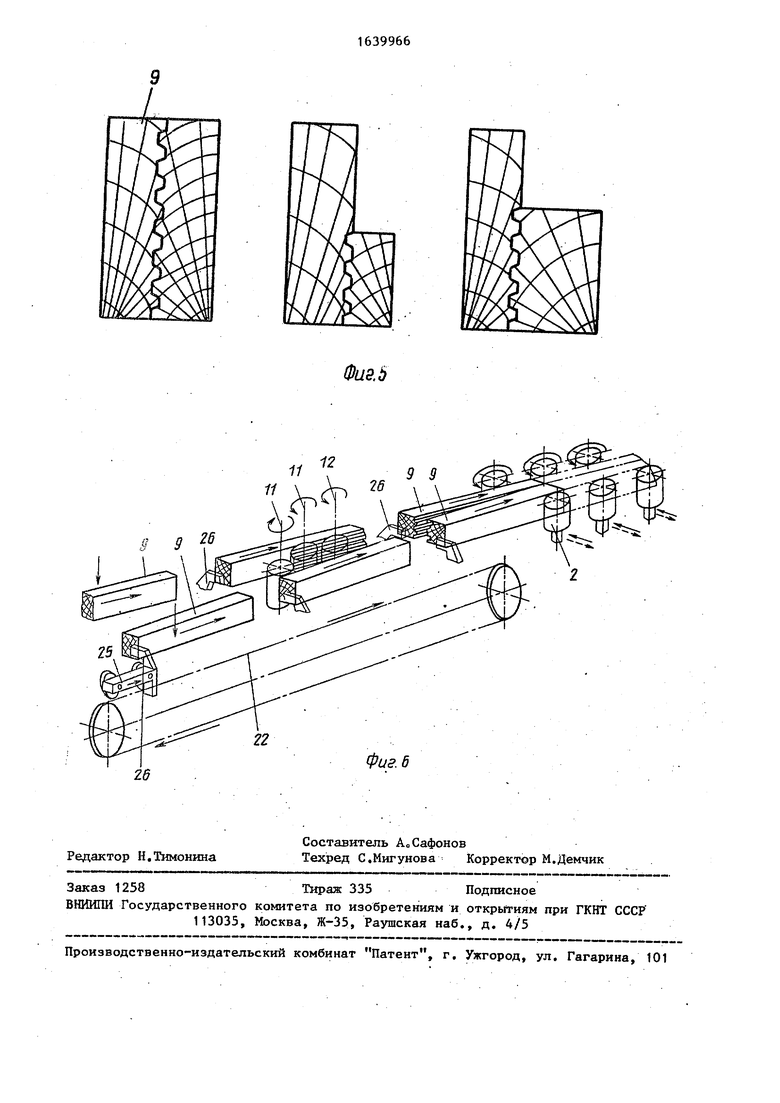
на фиг„2; на фиг.4 - вид Б на фиг.2; на фиг.5 - варианты профилей склеенных деревянных заготовок; на фиг,6 - схема технологической последовательности перемещения деревянных заготовок в предлагаемой установке„
Установка для склеивания деревянных брусков на продольный зубчатый шип состоит из агрегата подачи и рб- работки брусков 1 и роликового пресса 2о Агрегат подачи и обработки брусков содержит: станину 3 с опорами 4 и 5, продольную поворотную траверсу 6, закрепленную одним концом на оси 7 опоры 4, а другим - на опоре 5, направляющие 8, закрепленные на траверсе 6 и станине 3 и установленные между собой под острым углом «Л. . Направляющие 8 выполнены L-об- разной формы с возможностью перемещения по ним заготовок 9, а их горизонтальные участки разделены на две части сквозными продольными пазами 10. Между направляющими 8 размещены фрезерные головки 11 и клеенаносящее устройство 12, закрепленные на вертикальных Г-образных каретках 13, которые установлены на автономных суппортах 14. Суппорты 14 установлены так, что их горизонтальная часть расположена над станиной 3 и траверсой 6, а на вертикальной закреплены Г- образные каретки 13. Суппорты 14 s снабжены горизонтальными 15 и вертикальными 16 винтовыми передачами и фиксаторами 17 и 18„ Горизонтальные винты 15 установлены так, что их концы выступают за торцы суппортов 14 с двух сторон, а концы вертикальных винтов 16 размецены над горизонтальной частью Г-образной каретки 13. Горизонтальные фиксаторы 17 выполнены в виде винта, соединенного с прижимом 19, контактирующим с вертикаль- ной стенкой Г-образной. каретки 13, вертикальный фиксатор 18 имеет аналогичную конструкцию и его прижим 20 контактирует с нижним неподвижным основанием суппорта 14С Агрегат содержит также два цепных конвейера 21 и 22, соединенных общим карданным валом 23 привода 24 и размещенных в станине 3 и траверсе 6 под горизонтальными участками направляющих 8. На цепях конвейеров 21 и 22 закреплены толкатели в виде кареток 25 с упорами 26 и упорными роликами 27, которые имеют возможность устанавливать
0
5
0
5
45
35
0
0
ся в jj-образных направляющих 28, расположенных под пазами горизонтальных участков направляющих 8„
На вертикальных осях, установленных на горизонтальных участках Г- образных кареток 13, закреплены боковые прижимы, выполненные в виде подпружиненных 29 и переустанавливаемых 30 роликов. Верхние прижимы 31 и 32 заготовок 9 установлены на станине 3 и траверсе 6, как в зоне фрезерования шипов и нанесения на них клея, так и в зоне предварительного прессования. Они выполнены в виде горизонтальных звеньев 33 шарнирных параллелограммов, соединенных со штоками силовых цилиндров 34. Между направляющими 8 на станине 3 установлен клиповый разделитель 35, а вдоль направляющих 8 размещены дополнительные прижимы 36, Положение траверсы 6 фиксируется винтовой тягой 37.
Установка для склеивания деревянных брусков на продольный зубчатый шип работает следующим образом.
Заготовки 9, подлежащие обработке, укладывают боковой гранью на направляющие 8 станины 3 и траверсы 6. Включением привода 24 приводят в действие цепныеконвейеры 21 и 22. Одновременно включают вращение фрезерных iоловок 11 и клеенаносяцих устройств 12. Перемещаемые конвейерами 21 и 22, каретки 25 своими роликами 27 входят в - образные направляющие 28, а упоры 26, входя в продольные пазы 10 направляющих 8, перемещают заготовки 9 двумя потоками по направляющим 8 станины 3 и траверсы 6„ По пути перемещения заготовки 9 входят под верхние прижимы 31, которые прижима- iют их к горизонатльным участкам на- Iправляюцих 8.Боковые прижимы 29 и 30 прижимают заготовку к вертикальным уча-сткам направляющих 8. В это время фрезерные головки 11, установленные (относительно друг друга так, что выступы зубьев одной фрезы расположе- |ны против впадин другой фрезы, нарезают на заготовках 9 продольные зуб- чатык шипы со смещенным шагом по вертикали То есть, против шипов одной заготовки 9 расположены пазы другой заготовки 9 о Далее, по пути перемещения заготовок 9 клеенаносящие устройства 12 наносят клей на поверхность этих шипов. Заготовки 9 с продольными зубчатыми шипами с нанесен
5 .163
ным на них. клеем продолжают перемещаться по направляющим 8, поддерживаемые прижимами 36, входят под верхние прижимы 32, прижимающие их к го-| ризон тальным участкам направляющих 8, проходят мимо клинового разделителя 35 и состыковываются. При этом выступы продольных зубчатых шипов одной заготовки 9 входят в пазы другой заготовки 9 о
Попадание шипов в пазы состыковываемых заготовок обеспечивается тем, что как в зоне фрезерования шипов, так и в зоне состыковки заготовки 9 прижимаются к горизонтальным участкам направляющих 8 прижимами 31 и 32.
Тем самым, исключается влияние кривизны брусков и других дефектов их боковых граней на точность совпадения зубчатых шипов и пазов состыковываемых заготовок.
Состыкованные заготовки поступают в роликовый пресс 2 и их зубчатое соединение спрессовывается.
Вслед за первой парой заготовок 9 на направляющие 8 укладывают следующую пару заготовок 9 и цикл повторяется
Для перехода на склеивание заготовок с другими размерами по толщине и ширине установку переналаживают следующим образом.
С помощью фиксаторов 17 и 18 освобождают Г-образные каретки 13 и суппорта 14, с помощью винтовых передач 15 и 16 суппорта 14 перемещают по горизонтали, а Г-образные-каретки 13 - по вертикали, за счет чего фрезерные головки 11 и клеенаносящие устройства 12 устанавливают в новых координатах. При этом фрезы устанавливают.
5
0
5
0
5
0
относительно друг друга,так, что вы ступы зубьев одной фрезы расположен против впадин другой фрезы.
Положение поворотной траверсы 6 фиксируют винтовой тягой 37. Путем . переустановки траверсы достигают постоянство расположения места начала стыковки брусков
Формула изобретения
1.Установка для склеивания деревянных брусков на продольный зубчатый шил, включающая агрегат подачи
и обработки брусков с направляющими для заготовок, установленными под острым углом, фрезерные головки и клеенаносящие устройства, расположенные между направляющими, отличающаяся тем, что, с целью расширения технологических возможностей за счет увеличения диапазона размеров склеиваемых брусков и снижения требований по точности их размеров и формы, она снабжена поворотной траверсой, на которой установлена направляющая для заготовок и фрезерная головка, цепными конвейерами с толкателями, причем один из конвейеров установлен на поворотной траверсе, направляющие выполнены L-образ- ной формы со сквозными пазами для прохода толкателей, а цепные конвейеры выполнены с телескопическим карданным валом.
2.Установка по п01, отличающаяся тем, что толкатели конвейеров выполнены в виде каоеток с упорами и опорными роликами с - образными направляющимио

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для склеивания брусков на продольный зубчатый шип | 1989 |
|
SU1761475A1 |
| СТАНОК ШИПОРЕЗНЫЙ | 2002 |
|
RU2221693C1 |
| САМОБЛОКИРУЮЩИЙСЯ ДЕРЕВЯННЫЙ ПРОФИЛЬ И ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ЕГО ПОЛУЧЕНИЯ | 1994 |
|
RU2044626C1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ ИЗДЕЛИЙ | 1994 |
|
RU2072914C1 |
| Способ профильного фрезерования брусковых заготовок и устройство для его осуществления | 1990 |
|
SU1794013A3 |
| Установка для изготовления деревянных щитов | 1979 |
|
SU887168A1 |
| СТАНОК ШИПОРЕЗНЫЙ | 2002 |
|
RU2200087C1 |
| Сверлильно-фрезерный деревообрабатывающий станок | 1982 |
|
SU1115903A1 |
| Устройство для подготовки заготовок к склеиванию | 1986 |
|
SU1411139A1 |
| ВЕРТИКАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК | 2001 |
|
RU2209133C2 |
Изобретение относится к деревообрабатывающей промышленности, в частности к оборудованию для сращивания пиломатериалов по толщинел Цель изобретения - расширение техно логических возможностей за счет уве-- личения диапазона размеров склеиваемых брусков и снижения требований. по точности их размеров и формы. Ус- тановка содержит агрегат 1 подачи и обработки брусков и роликовый пресс 2. Агрегат 1 содержит станину 3 с опорами 4 и 5, продольную поворотную траверсу 6, закрепленную одним концом на оси 7 опоры 4, а другим на опоре 5. Направляющие 8 закрепленные на траверсе 6 и станине 3, установлены между собой под острым углом Л . Между направляющими 8 размещены фрезерные головки 11 и клеенаносящие устройства 12, закрепленные на вертикальных Г-образных каретках 13, которые установлены на автономных суппортах 14. Агрегат 1 содержит два цепных конвейера 21 и 22, соединен-, ные общим карданным валом 23 привода 24 и размещенные в станине 3 и траверсе 6 под горизонтальными участками направляющих 8. Фрезерные головки 11 установлены относительно друг друга таким образом, что позволяют нарезать на заготовках 9 продольные зубчатые шипы со смещенным шагом по вертикали 1 з.п. ф-лы, 6 ил. (Л с о оо со со о О5
/ 3
it JU
7 8
in
f
csj
W
1639966
А-А
Г-v..
дз
фа: ;f
Физ.ь
11
12
22
Фиг 6
| Способ регулирования натяжения полосы на непрерывном прокатном стане | 1983 |
|
SU1466825A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СПЕКТРАЛЬНЫХ КОЛЕБАТЕЛЬНЫХ ХАРАКТЕРИСТИК КОНСТРУКТИВНЫХ ЭЛЕМЕНТОВ РЭС И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2536325C2 |
| кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
