4ib 4:;
сл
со а
1С
Изобретение относится к оборудованию для изготовления щитовых элементов мебели и может быть использовано в мебельной промыпшенности,
Цель изобретения - повышение эффективности работы линии.
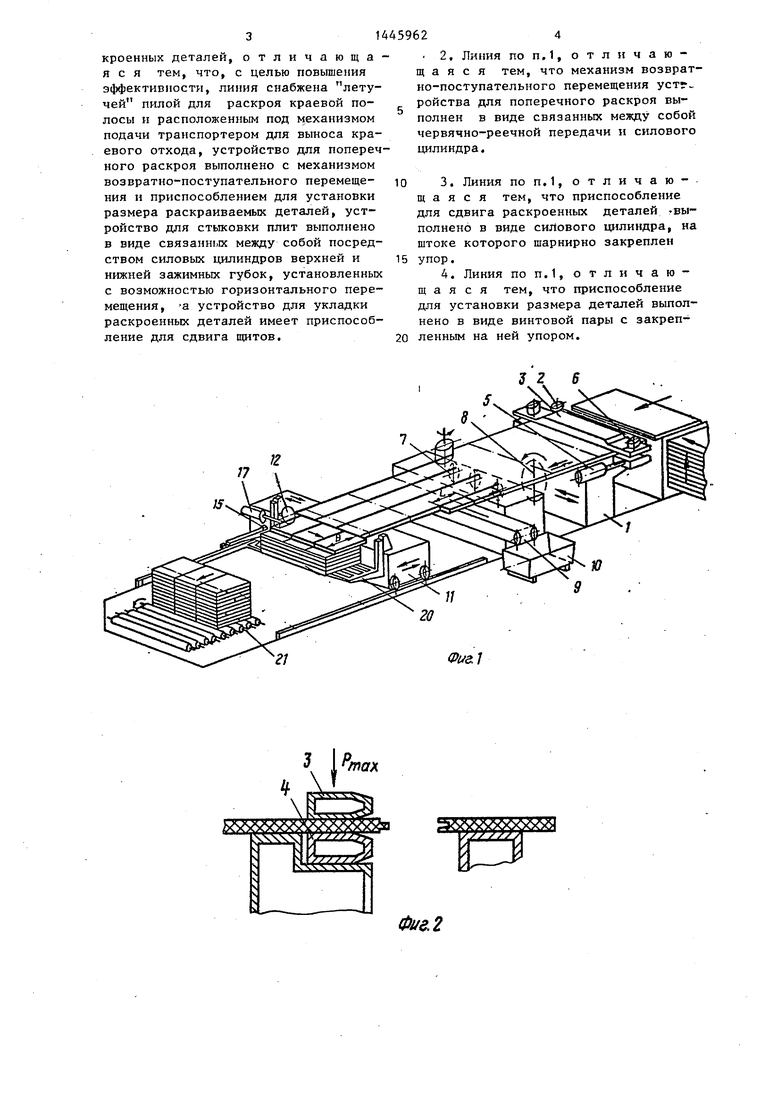
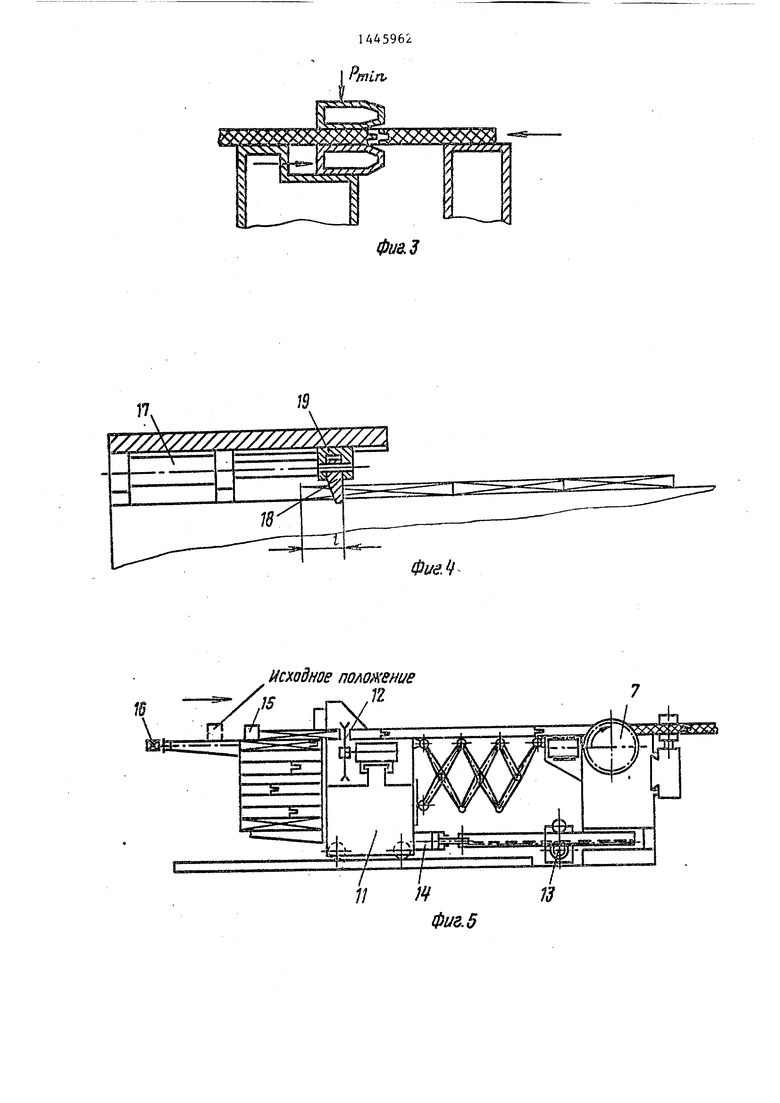
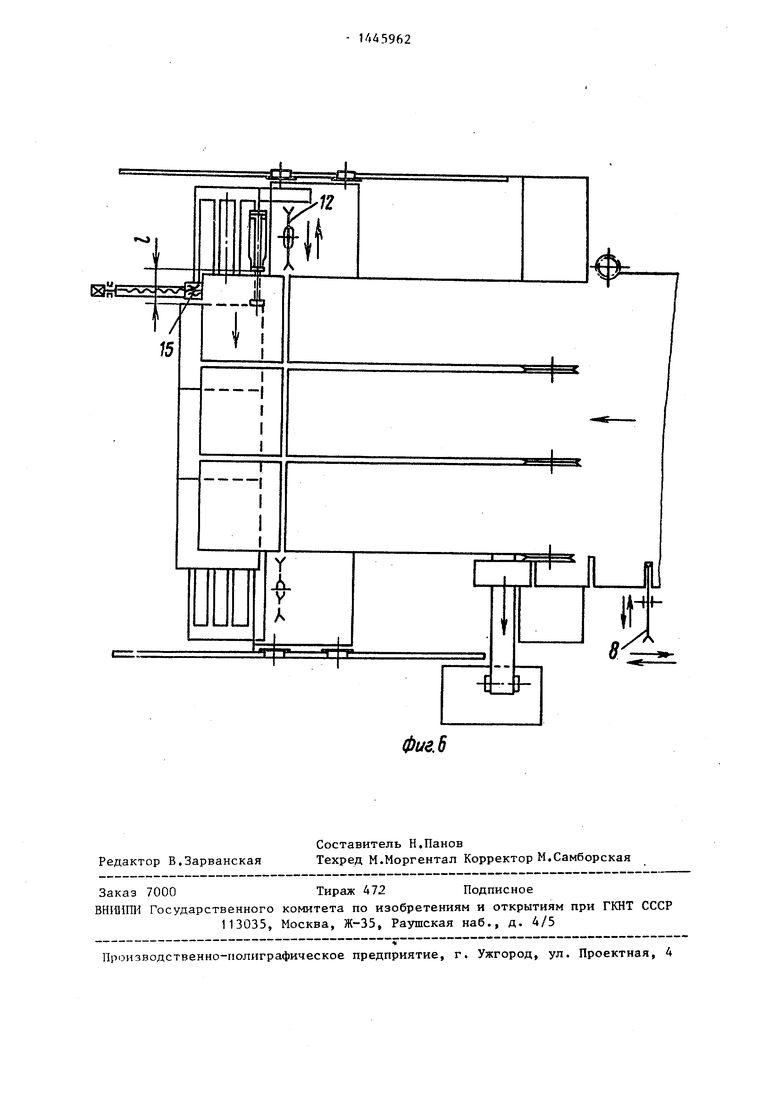
На фиг.1 изобраз ена линия, общий вид; на фиг,2 - разрез по зажимньм губкам после фрезерования зубчатых шиповj на фиг.З - разрез по зажимным губкам в момент стыкования зубчатого соедине1п-1яJ на фиг.4 - приспособление для сдвига раскроенных деталейj на фиг.З - станки для раскроя плит, вид сбоку} на фиг.6 - то же, вид сверху.
Линия изготовления щитовых деталей содержит фрезерный станок 1, на котором смонтированы суппорт 2 для фреверования шипов и нанесения на них клея и зажимные губки 3 и 4 с силовыми цилиндрами 5 и 6 для перемещения губок в горизонтальной плоскости и для зажима щитов.соответственно. Станок для продольного раскроя склеенных шиитов содержит блок пил 7 и летучую пилу 8, выносной тран спортер 9 и бункер 10 для складирования отходов. Станок-11 для поперечного раскроя со- держит пильный суппорт 12 с червячно- реечным механизмом 13 для его перемещения и силовой цилиндр 14 его точной остановки. На станке 11 смонтированы упор 15с винтом 16 для уста- новки ширины раскраиваемых деталей, приспособление для иХ сдвига, выполненное в виде силового цилиндра 17 с закрепленпы№1 на его щтоке упором 18 и сухарем 19. Линия имеет также укладчик 20 готовых деталей и приемный рольганг 21.
Линия изготовления щитовых деталей работает следующим образом.
Из пакета плита подается на передНИИ стол фрезерного станка 1, где на задней кромке плиты суппортом 2 фрезеруются зубчатые шипы. Затем подается вторая плита и обратным ходом суппорта 2 фрезеруются зубчатые шипы на передней кромке этой плиты с одновременным нанесением на зубчатое соединение клея. По окончании фрезерования зажимные губки 3 и 4 цилиндрами 5 перемещаются в зону фрезерования, где обе плиты стыкуются. Цилиндры 6 губки 3 осуществляют дифференцированный прижим плит, в момент фрезерования - с максимальным усили
О д
5 Q
5
РМ«КС 3 в момент стыковки - с минимальным усилием . Затем происходит опрерсовка шипового соединения с полимеризацией клея (пресс не показан) . Склеенная лента подается в зону многопильного станка для разрезки на полосы. Одна из боковых кромок ленты обрабатывается фрезерным шпинделем, разрезка ленты производится блоком пнл 7, при этом возможно, в зависимости от карт раскроя, образование отхода в виде узкой краевой полосы шириной до 150 мм,
Для повьпцения полезного выхода краевая полоса разрезается на заготовки длиной L летучей пилой 8, которые выносятся транспортером 9 в бункер 10...После чего разрезанная на полосы лента поступает в зону станка 11 для раскроя на щитовые заготовки.
Станок 11 из исходного положения с помои(ью червячно-реечного механизма 13 движется навстречу ленте до касания флажка конечного выключателя его остановки (не показано), который осуществляет предварительную остановку станка. Затем включается цилиндр 14 и происходит дотяжка станка 11 до касания упора 15. 01ирина раскраиваемой заготовки В настраивается за счет перемещения упора 15 винтом 16. Включается пильный суппррт 12 и отпиливаются заготовки нужной ширины. После включения цилиндра 17 упором 18 заготовки сдвигаются относительно ленты на величину 1 для обеспечения последующего цикла раскроя за счет свободного прохода упора 15 до касания ленты. При повторном цикле заготовки укладываются в пакет приспособлением 20 для укладки.
После набора необходимой высоты пакета в крайнем левом положении станка 11 платформа приспособления 20 опускается в зо.ну выносного роликового транспортера 21 и при его включении пакет перемещается в буферный склад.
Формула изобретения
1. Линия изготовления щитовых деталей, содержащая установленные вдоль механизма подачи устройства для за-, грузки плит, подготовки кромок, стыковки, прессования, продольного и поперечного раскроя и укладки раскроенных деталей, отличающаяся тем, что, с целью повышения эффективности, линия снабжена летучей пилой для раскроя краевой полосы и расположеиньм под механизмом подачи транспортером для выноса краевого отхода, устройство для поперечного раскроя выполнено с механизмом возвратно-поступательного перемеще- ния и приспособлением для установки размера раскраиваемых деталей, устройство для стыковки плит выполнено в виде связанных между собой посредством силовых цилиндров верхней и нижней зажимных губок, установленных с возможностью горизонтального перемещения, -а устройство для укладки раскроенных деталей имеет приспособление для сдвига щитов,
ю 15 20
14459624
2. Линия поп,1, отличающаяся тем, что механизм возвратно-поступательного перемещения устг ройства для поперечного раскроя выполнен в виде связанных между собой червячно-реечной передачи и силового цилиндра.
3.Линия ПОП.1, отличающаяся тем, что приспособление для сдвига раскроенных деталей гвы- полнено в виде силового цилиндра, на щтоке которого шарнирно закреплен упор.
4.Линия ПОП.1, отличающаяся тем, что приспособление для установки размера деталей выполнено в виде винтовой пары с закрепленным на ней упором.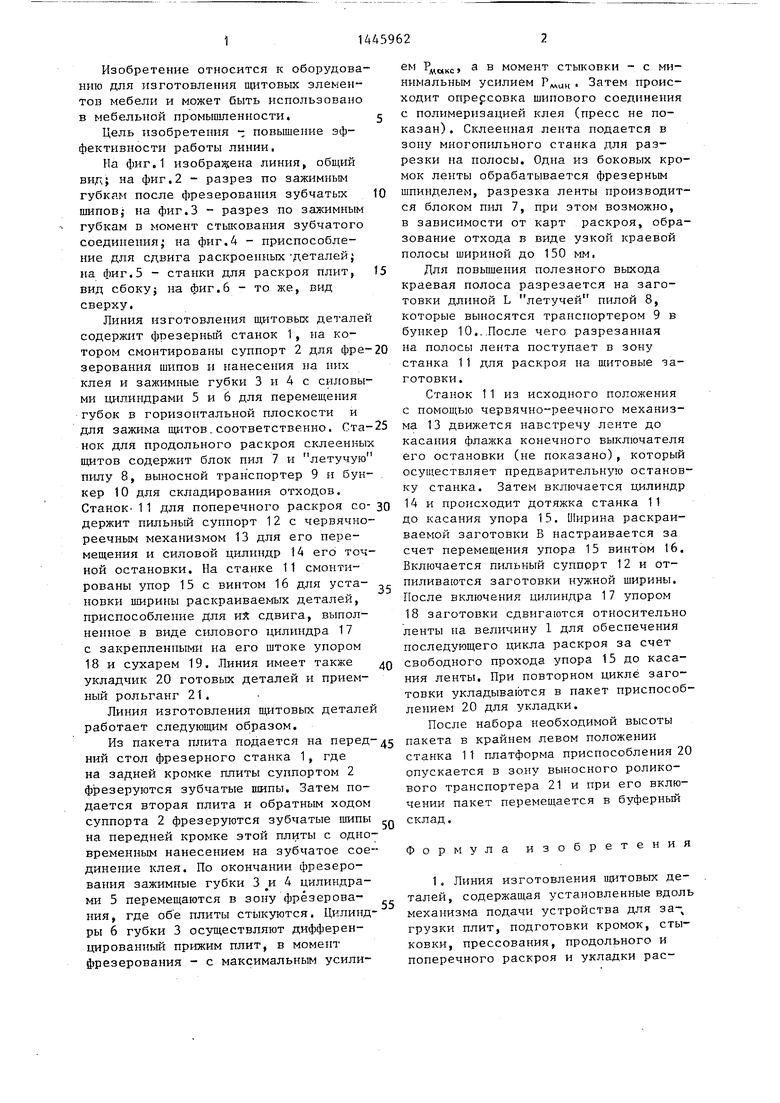
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОПИЛЬНЫЙ СТАНОК для РАСКРОЯ листовых' | 1973 |
|
SU388879A1 |
| Линия для непрерывного изготовления щитовых элементов мебели | 1976 |
|
SU612788A1 |
| Станок для раскроя отделанных плит | 1986 |
|
SU1382638A1 |
| Линия изготовления лицевого покрытия щитового паркета | 1986 |
|
SU1371919A1 |
| Станок для сращивания по длине брусковых деревянных деталей и пиломатериалов посредством зубчатого шипа | 1958 |
|
SU119673A1 |
| Устройство для базирования и подачи листовых материалов в раскроечный станок | 1985 |
|
SU1305036A1 |
| Система для управления и диагностирования линии раскроя облицованных плит | 1990 |
|
SU1766652A1 |
| Способ раскроя бруса с использованием одного шпинделя | 2017 |
|
RU2665933C1 |
| Способ раскроя бруса с использованием двух шпинделей | 2017 |
|
RU2665940C1 |
| УНИВЕРСАЛЬНЫЙ НАСТОЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ДРЕВЕСИНЫ И МЕТАЛЛА | 1992 |
|
RU2050227C1 |
Изобретение относится к оборудованию для изготовления щитовых деталей. Цель изобретения - повьшение эффективности работы машины. На фрезерном станке производится нарезка шипов, нанесение клея и предварительная стыковка плит. После сращивания плит в непрерывную ленту производится продольньй раскрой ленты блоком пил. Краевой отход раскраивается летучей пилой, а поступающие на станок полосы - поперечной пилой. Размеры раскраиваемых заготовок устанавливаются винтовым упором. Пакеты готовых деталей формируются на укладчике и поступают затем на приемный рольганг. 3 з.п. ф-лы, 6 нш.
/7
J2
IS
V/
I тах
J 2 5
Ю
20
f/aj
Фиг. 2
, { сходное поАО)ение
jWirt.
Фив,3
Фие
Фиг. 5
Фиг, 6
| Станок для разрезки непрерывной древесно-стружечной ленты | 1981 |
|
SU1069991A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Линия для непрерывного изготовления щитовых элементов мебели | 1976 |
|
SU612788A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
