Изобретение относится к обработке металлов давлением и может быть использовано для производства полых изделий сферической формы со сквозным трубчатым каналом, например пробок шаровых кранов и других узлов запорной арматуры.
Известен способ изготовления полого герметичного шара, включающий обжатие трубчатой заготовки и заделку отверстия в полом шаре, причем перед обжатием конец трубчатой заготовки нагревают до ковочной температуры, обжатие выполняют путем последовательной обкатки конца трубчатой заготовки калиброванным инструментом трения, при этом сначала конец трубчатой заготовки редуцируют до диаметра, равного диаметру шара, затем на конце редуцированного участка обкатывают полусферу и от линии сопряжения полусферы с редуцированным участком трубчатой заготовки обкатывают вторую полусферу с образованием пережима диаметром 0,3...0,5 диаметра шара, сферический конец трубчатой заготовки зажимают в шпинделе и отделяют его от трубчатой заготовки (см., например, авторское свидетельство СССР N 1 660 812, МПК В 21 D 51/08, 41/04).
Такой способ характеризуется повышенной сложностью изготовления и необходимостью получения калиброванного канала, что вызывает деформацию полого шара.
Известен также способ изготовления полых изделий сферической формы со сквозным трубчатым каналом, включающим формообразование полой сферы из двух коаксиально установленных на центральном стержне формующего инструмента обечаек, диаметр сквозных отверстий наружной обечайки и внутренний диаметр центральной обечайки изготавливают равным условному проходу сквозного канала (см. , например, Европейский патент ЕР 0156936, МПК В 21 D 51/08, F 16 К 27/06, 5/08).
Недостатком такого способа является необходимость введения дополнительных операций, связанных с невозможностью образования плотного соединения внутренней поверхности сферической оболочки с торцами центральной обечайки из-за возникновения упругих деформаций в сферической оболочке. Такими операциями могут быть различные виды сварочных работ для жесткого соединения центральной обечайки с наружной сферической оболочкой. Из-за возможного деформирования центральной обечайки исключается другой вариант достижения плотности соединения сферы и центральной обечайки, заключающийся в увеличении усилия прижатия деталей путем увеличения припуска на длину центральной обечайки или припуска на толщину наружной.
По совокупности общих признаков в качестве прототипа выбран способ по европатенту ЕР 0156936, МПК B 21 D 51/08. F 16 К 27/06, 5/08).
Задачей изобретения является снижение трудоемкости изготовления и расхода металла, исключение деформации сферы при выполнении ее разнотолщинной для соединения с приводом поворота.
Поставленная задача по предлагаемому способу изготовления полых изделий сферической формы со сквозным трубчатым каналом, включающим формообразование полой сферы из двух коаксиально установленных на центральном стержне формующего инструмента обечаек, внутреннюю из которых изготавливают с внутренним диаметром, равным условному проходу сквозного канала, причем высоту внутренней обечайки выбирают равной расстоянию между отверстиями в полой сфере, которую формируют с центральными отверстиями, равными наружному диаметру внутренней обечайки, длина которой определяется из соотношения:
где H - длина наружной обечайки,
D - диаметр сферы,
b - толщина стенки сферы,
d - наружный диаметр внутренней обечайки,
а также тем, что края заготовки наружной обечайки соединяют между собой сварным нахлесточным соединением, либо тем, что заготовку наружной обечайки изготавливают с выступом в средней части, который соединяют с внутренней поверхностью обечайки сваркой, а после формования сферической поверхности в зоне выступа выполняют несквозной паз.
Выбор высоты внутренней обечайки равной расстоянию между отверстиями в полой сфере, которую формируют с центральными отверстиями, равными наружному диаметру внутренней обечайки, длина которой определяется из соотношения:
где H - длина наружной обечайки,
D - диаметр сферы,
b - толщина стенки сферы,
d - наружный диаметр внутренней обечайки,
обеспечивает достижение герметичности соединения центральной обечайки со сферой за счет обжатия центральной обечайки в процессе формирования сферической оболочки, при этом упругие силы стремятся увеличить натяг между сферической оболочкой и центральной обечайкой. Упрощается процесс сборки и разборки формующего инструмента, исключаются дополнительные операции по герметизации полости сферы.
Соединение краев заготовки обечайки между собой сварным нахлесточным соединением обеспечивает возможность изготовления полой сферы с различной толщиной стенки, что позволяет выполнять на утолщении стенки несквозной паз и исключить тем самым попадание продуктов в полость сферы, что является необходимым условием для применения, например, шаровых кранов в пищевой, медицинской, биохимической и других отраслях промышленности.
Изготовление заготовки обечайки с выступом в средней части, который соединяют с внутренней поверхностью обечайки сваркой, а после формования полусфер в зоне выступа выполняют несквозной паз, позволяет ту же задачу решить с меньшим расходом материала, так как большая толщина располагается только в зоне несквозного паза. При этом можно использовать различные виды сварки.
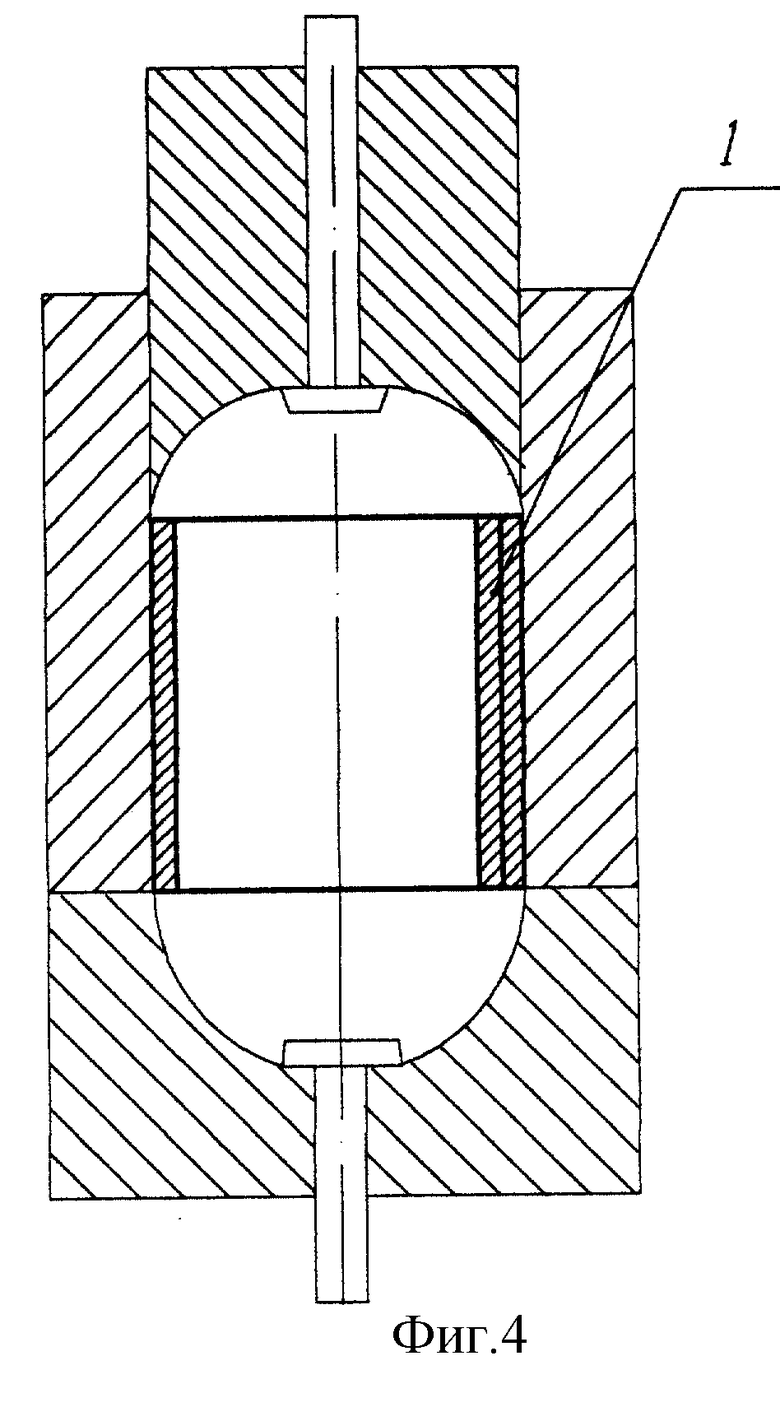
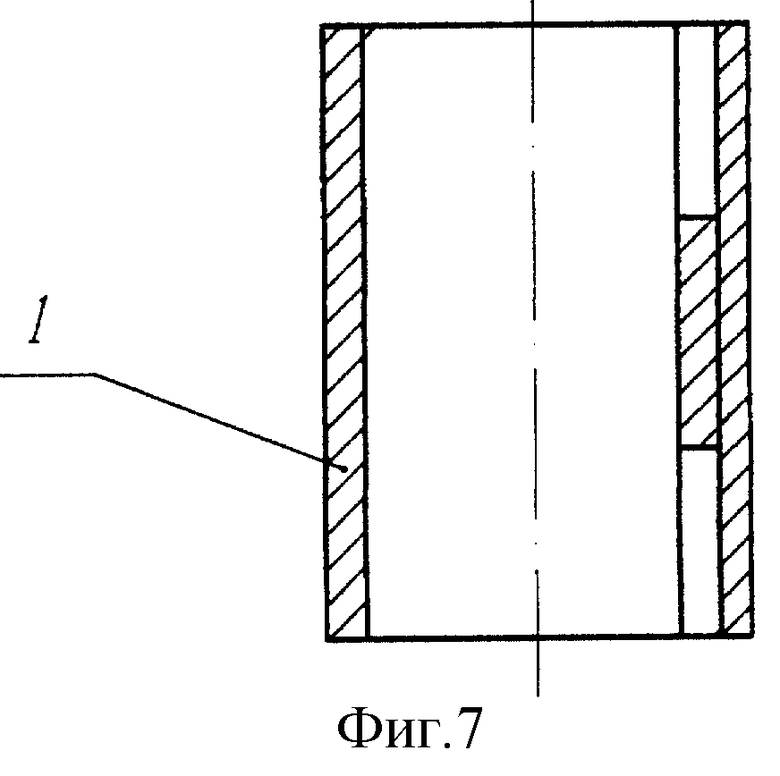
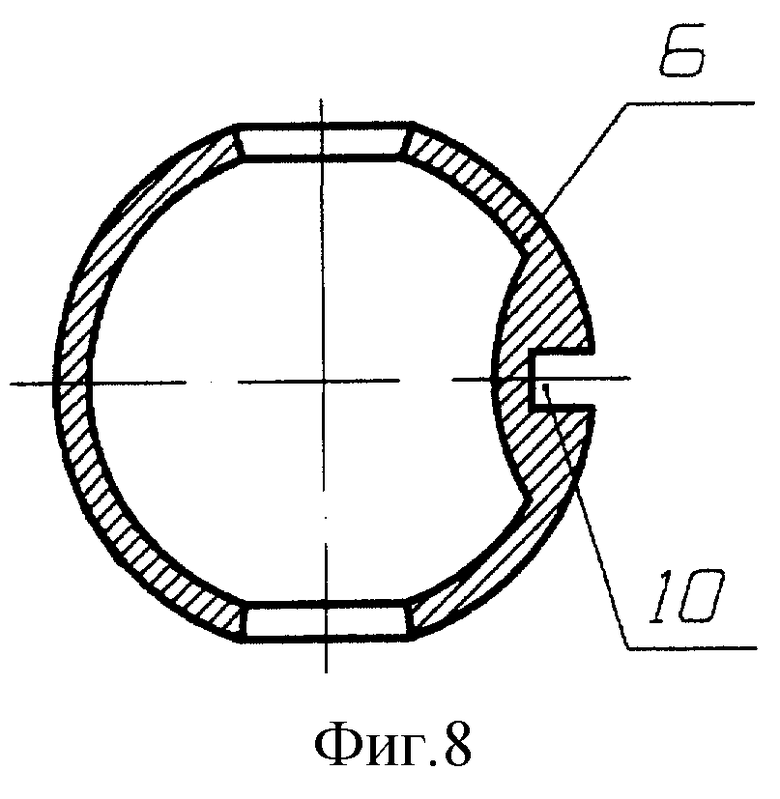
На чертежах показаны варианты выполнения операций изготовления полых сферических пробок шаровых кранов. На фиг.1 показан вариант изготовления изделия сферической формы с трубчатым каналом, а на фиг. 2 показан полученный в результате штамповки узел, на фиг.3 показана конструкция обечайки, изготовленной вальцовкой с последующим соединением стыков сварным нахлесточным швом, а на фиг.4 и 5 показан процесс штамповки шаров с асимметричной по толщине стенкой. На фиг.6. показан вид заготовки под вальцовку с центральным выступом, на фиг. 7 показан вид свальцованной заготовки перед штамповкой, на фиг.8 показано изделие с выполненным несквозным пазом.
При изготовлении сферических пробок с трубчатым каналом (см. фиг.1,2) используют штамп, содержащий две полуматрицы 7, в нижней полуматрице установлен стержень 8. Заготовки 1 вальцуют и сваривают по линии стыка. После установки внешней и внутренней заготовок, как показано на фиг. 2, устанавливают верхнюю полуматрицу 7 и прессом подводят к нижней. При этом функции ограничителя выполняет внутренняя заготовка 1, радиальной деформации которой препятствует стержень 8. После окончания формовки стержень 8 выдвигают из штампа прессом и разбирают штамп и извлекают готовое изделие 9.
Для получения разнотолщинного изделия используют заготовку 1, как показано на фиг. 7, у которой в средней части выполняют выступ, либо заготовку вальцуют с нахлестом, как показано на фиг.7, 3, после чего производят сварку заготовки 1, как показано на фиг.3. Все последующие операции производят аналогично описанным выше, за исключением выполнения несквозного паза 10, как показано на фиг. 8.
Пример.
Предлагаемый способ осуществлен на гидравлических прессах с максимальным усилием 250 т и 630 т. Из листового материала (сталь 12Х18Н10Т) толщиной от 3 мм до 14 мм изготавливали заготовки обечаек, стык которых соединяли сваркой в среде защитного газа (аргона) Результаты проверки приведены в таблице.
Предложенный способ позволяет снизить трудоемкость изготовления полых сферических изделий, применяемых, например, в качестве пробок шаровых кранов, снизить расход металла за счет применения листового материала и исключить деформации сферы при выполнении сквозных каналов, тем самым повысить качество и ресурс изделий, например шаровых кранов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ СФЕРИЧЕСКИХ ИЗДЕЛИЙ ИЗ ПРОФИЛЬНОЙ ТРУБЫ | 2016 |
|
RU2676545C2 |
| СПОСОБ И ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРОБОК ШАРОВЫХ КРАНОВ | 2017 |
|
RU2648916C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ЗАПОРНЫХ ЭЛЕМЕНТОВ ДЛЯ ШАРОВЫХ КРАНОВ | 2021 |
|
RU2757334C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СФЕРИЧЕСКОЙ ЗАГОТОВКИ ПРОБКИ ШАРОВОГО КРАНА | 2008 |
|
RU2393047C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ СФЕРИЧЕСКИХ ИЗДЕЛИЙ С ОДНИМ ИЛИ ДВУМЯ ОСЕСИММЕТРИЧНЫМИ ОТВОДАМИ | 2009 |
|
RU2410188C2 |
| СПОСОБ РОТАЦИОННОГО ВЫДАВЛИВАНИЯ ДНИЩ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2201831C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ СФЕРИЧЕСКИХ ИЗДЕЛИЙ | 2002 |
|
RU2238816C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕМБРАННОГО БЛОКА | 2005 |
|
RU2293235C1 |
| УСТРОЙСТВО ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ШАРОВ С НЕПОЛНОЙ СФЕРИЧЕСКОЙ ПОВЕРХНОСТЬЮ | 1996 |
|
RU2096162C1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ОБЕЧАЕК | 1996 |
|
RU2121406C1 |



Изобретение относится к обработке металлов давлением и может быть использовано для производства полых изделий сферической формы со сквозным каналом, например пробок шаровых кранов и других узлов запорной арматуры. На центральном стержне формующего инструмента коаксиально устанавливают две обечайки, внутреннюю из которых изготавливают с внутренним диаметром, равным условному проходу сквозного канала, что позволяет изготавливать сферы со сквозным трубчатым каналом. Края заготовки обечайки могут быть соединены между собой сварным нахлесточным соединением, либо заготовку обечайки изготавливают с выступом в средней части, который соединяют с внутренней поверхностью обечайки сварным нахлесточным соединением, что позволяет изготавливать сферы с утолщенным участком стенки, в котором выполняют несквозной паз. Технический результат - снижение трудоемкости изготовления и расхода металла и повышение качества изделий. 2 з.п. ф-лы, 8 ил., 1 табл.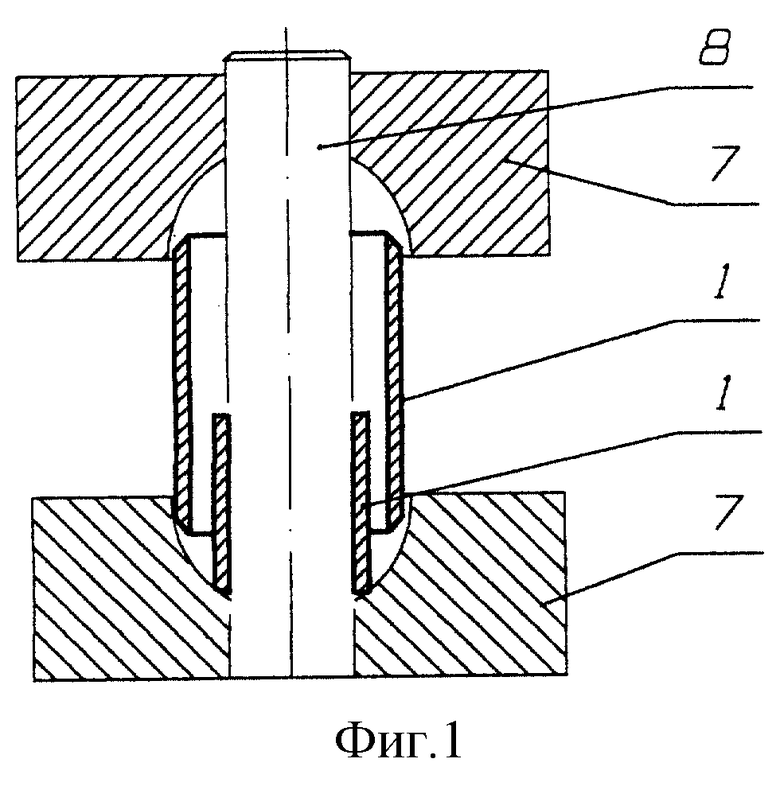
где Н - длина наружной обечайки;
D - диаметр сферы;
b - толщина стенки сферы;
d - наружный диаметр внутренней обечайки.
| 0 |
|
SU156936A1 | |
| Способ изготовления полых изделий сферической формы | 1986 |
|
SU1409386A1 |
| US 3536368, 27.10.1970 | |||
| Способ изготовления полого герметичного шара | 1988 |
|
SU1660812A1 |
| Заготовка для изготовления полых изделий типа шаровых корпусов сосудов | 1985 |
|
SU1291251A1 |
| US 3587154, 28.06.1971. | |||

