Изобретение относится к обработке металлов давлением.
Цель изобретения - повышение производительности за счет исключения переналадки
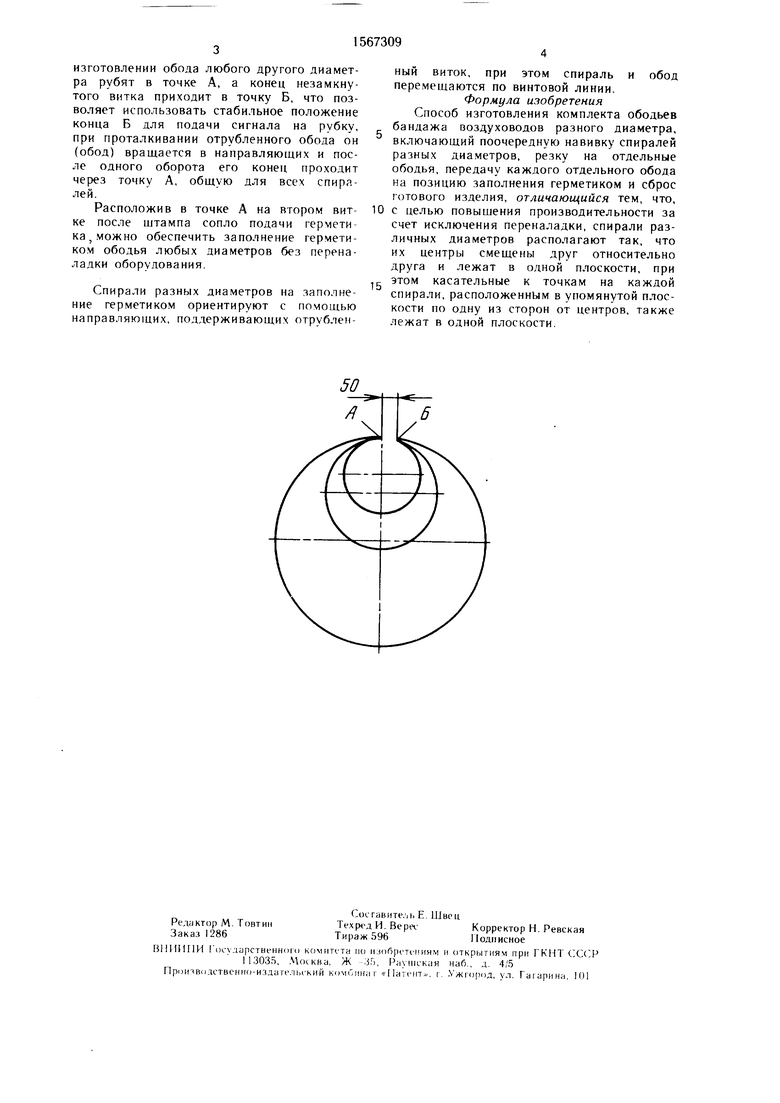
На чертеже приведена условная схема расположения витков спиралей разного диаметра
Поскольку внутренний диаметр бандажа должен быть больше наружного диаметра воздуховода, но иметь равную или меньшую длину окружности и должен легко одеваться на воздуховод, обод изготавливают в виде незамкнутой окружности (разрыв в 50 мм задают чертежом на обод бандажа).
Способ изготовления комплекта ободьев бандажа воздуховодов разного диаметра заключается в гибке профиля в спираль, при этом для получения ободьев различных размеров спирали изготавливают также различных ранмеров. При навивке спираль располагают таким образом, чтобы ее центр находился в плоскости, перпен дикулярной базовой поверхности обору1 дования, а касательные ко всем точкам Д спирали, расположенным в плоскости, про ходящей через центры спиралей, были совмещены с базовой поверхностью оборч- дования. независимо от размера изготавливаемой спирали Спираль на мерные но замкнутые витки з штампе с любым типом привода, а зат ,юдают n.i позицию заполнения герметчком, прогалки вая отрубленный незамкнутый виток по направляющим.
При переходе на другой диаметр, например, самый большой, счираль располагают так, что рубка происходит в точке А, а конец витка в точке Б, т е. при
сл
о vl
со
о
СО
изготовлении обода любого другого диаметра рубят в точке А, а конец незамкнутого витка приходит в точку Б, что позволяет использовать стабильное положение конца Б для подачи сигнала на рубку, при проталкивании отрубленного обода он (обод) вращается в направляющих и после одного оборота его конец проходит через точку А, общую для всех спиралей.
Расположив в точке А на втором вит- 10 с целью повышения производительности за
ный виток, при этом спираль и обод перемещаются по винтовой линии.
Формула изобретения Способ изготовления комплекта ободьев бандажа воздуховодов разного диаметра, включающий поочередную навивку спиралей разных диаметров, резку на отдельные ободья, передачу каждого отдельного обода на позицию заполнения герметикой и сброс готового изделия, отличающийся тем, что,
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления обода бандажа воздуховода | 1987 |
|
SU1567308A1 |
| Автоматизированная линия для производства бандажей воздуховодов круглого сечения | 1986 |
|
SU1400738A1 |
| Способ сборки узла баланс-спираль | 1988 |
|
SU1597855A1 |
| ДВУХПЕТЛЕВОЙ СТРОП, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2097302C1 |
| Штамп для разрубания проволочных винтовых спиралей на куски определенной длины | 1944 |
|
SU66222A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКИХ ТРУБОПРОВОДОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2452887C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНЫХ СПИРАЛЕЙ | 2015 |
|
RU2614914C1 |
| Способ получения шнековых спиралей | 1989 |
|
SU1696072A1 |
| РАЗОВОЕ НЕСУЩЕЕ ПРИСПОСОБЛЕНИЕ | 1997 |
|
RU2107019C1 |
| Магнитопровод электрической машины и способ его изготовления | 1984 |
|
SU1239786A1 |
Изобретение относится к обработке металлов давлением, а именно к способам изготовления комплекта ободьев бандажа воздуховодов разного диаметра. Цель изобретения - повышение производительности за счет исключения переналадки. Осуществляют поочередную навивку спиралей разных диаметров, резку их на отдельные ободья в виде незамкнутых витков. Поскольку внутренний диаметр бандажа должен быть больше наружного диаметра воздуховода, то обод изготавливают в виде незамкнутой окружности с разрывом в 50 мм. Каждый отдельный обод по направляющим концом спирали проталкивают на позицию заполнения герметиком. При этом спирали различных диаметров располагают таким образом, что их центры смещены друг относительно друга и лежат в одной плоскости, а касательные к точкам спирали, расположенным в упомянутой плоскости по одну из сторон от центров, также лежат в одной плоскости, совпадающей с базовой поверхностью оборудования. 1 ил.
ке после штампа сопло подачи герметика, можно обеспечить заполнение гермети- ком ободья любых диаметров без переналадки оборудования.
Спирали разных диаметров на заполнение герметиком ориентируют с помощью направляющих, поддерживающих отрублен
счет исключения переналадки, спирали различных диаметров располагают так, что их центры смещены друг относительно друга и лежат в одной плоскости, при этом касательные к точкам на каждой спирали, расположенным в упомянутой плоскости по одну из сторон от центров, также лежат в одной плоскости.
| Автоматизированная линия для производства бандажей воздуховодов круглого сечения | 1986 |
|
SU1400738A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
