Изобретение относится к конструкции и технологии изготовления грузоподъемных элементов и может быть использовано при производстве самозатягивающихся стропов из катанки.
Известен двухпетлевой строп из гибкого материала, содержащий жгут в виде замкнутой спирали с витками разного параметра, выполненный из непрерывной нити с первыми и вторым заделанными концами, причем второй конец нити закреплен к жгуту [1]
Недостатками известного двухпетлевого стропа являются низкие технологичность конструкции и функциональные качества стропа, обусловленные его формой при заданных параметрах.
Целью изобретения является достижение высокой технологичности его конструкции при заданных параметрах стропа и улучшение его функциональных качеств.
Цель достигается тем, что в двухпетлевом стропе из гибкого материала, содержащем жгут в виде замкнутой спирали с витками разного параметра, выполненный из непрерывной нити с первым и вторым заделанными концами; причем второй конец нити закреплен к жгуту, жгут содержит замкнутую однониточную спираль, образованную первым концом нити, соединенную с нитью последующих незамкнутых спиралей, а каждый виток спирали выполнен грушевидной формы.
Также суженные части витков грушевидной формы разнесены в стороны друг от друга.
Известен двухпетлевой строп из гибкого материала, способ изготовления которого заключается в том, что навивают петли из нити по замкнутому контуру, затягивают петли, отрезают нить и закрепляют концы нити [2]
Недостатком известного способа является невозможность формирования многониточной двухпетлевой замкнутой спирали непосредственно из бунта катанки.
Целью предложенного способа является возможность формирования многониточной двухпетлевой замкнутой спирали непосредственно из бунта катанки, минуя стадию изготовления кольцевого жгута, что позволяет упростить технологический процесс изготовления двухпетлевого стропа и устранить эффект пружинения двойного кольца.
Цель достигается тем, что в способе изготовления двухпетлевого стропа из гибкого материала, заключающемся в том, что навивают петли из нити по замкнутому контуру, затягивают петли, отрезают нить и закрепляют концы нити, закрепляют первый конец нити после образования на оправке, выполненной по крайней мере с двумя ступенями и ручьями, двухвитковой однониточной спирали путем присоединения его к нити, замыкая спираль, образуют жгут из витков нити путем вращения на оправке замкнутой двухвитковой однониточной спирали со взаимным перекрестным перемещением витков из ручья в ручей на оправке, а второй конец нити закрепляют после образования жгута и отрезания нити.
Известно устройство для изготовления двухпетлевого стропа из непрерывной нити, содержащее проводку для нити, механизмы скрутки и натяжения нити [2]
Недостатком известного устройства является невозможность формирования многониточной двухпетлевой замкнутой спирали непосредственно из бунта катанки.
Целью предложенного устройства является возможность формирования многониточной двухпетлевой замкнутой спирали непосредственно из бунта катанки.
Цель достигается тем, что устройство для изготовления двухпетлевого стропа из непрерывной нити, содержащее проводку для нити, механизмы скрутки и натяжения нити, снабжено стойкой, выполненной с направляющими, и оправкой, включающей в себя основное колесо, выполненное с двумя ручьями по контуру для нити, вал которого прикреплен к стойке, два дополнительных колеса разного диаметра, выполненных каждое с одним ручьем по контуру для нити, при этом одно из упомянутых колес выполнено приводным, а механизм натяжения нити включает в себя силовой цилиндр, закрепленный на стойке, и подвижный элемент, установленный в направляющих стойки и соединенный со штоком силового цилиндра, причем дополнительные колеса установлены на подвижном элементе.
Также вал основного колеса выполнен приводным, а дополнительные колеса установлены на подвижном элементе посредством оси с возможностью раздельного вращения.
Также дополнительные колеса установлены на подвижном элементе посредством оси, выполнены заодно с ней и приводными.
Также устройство снабжено предохранителем сближения петель, выполненным в виде штыря, прикрепленного к подвижному элементу, один конец которого размещен над поверхностью жгута в месте скрещивания петель.
Также каждое дополнительное колесо установлено на подвижном элементе посредством соответствующей оси.
Также оправка установлена внутри проводки, а проводка выполнена винтовой с прорезями для выхода нити, к которым прикреплены откосы, направленные в ручьи колес.
Также устройство снабжено предохранителем, выполненным в виде диска, закрепленного на оси дополнительных колес, обод которого размещен в месте скрещивания петель стропа.
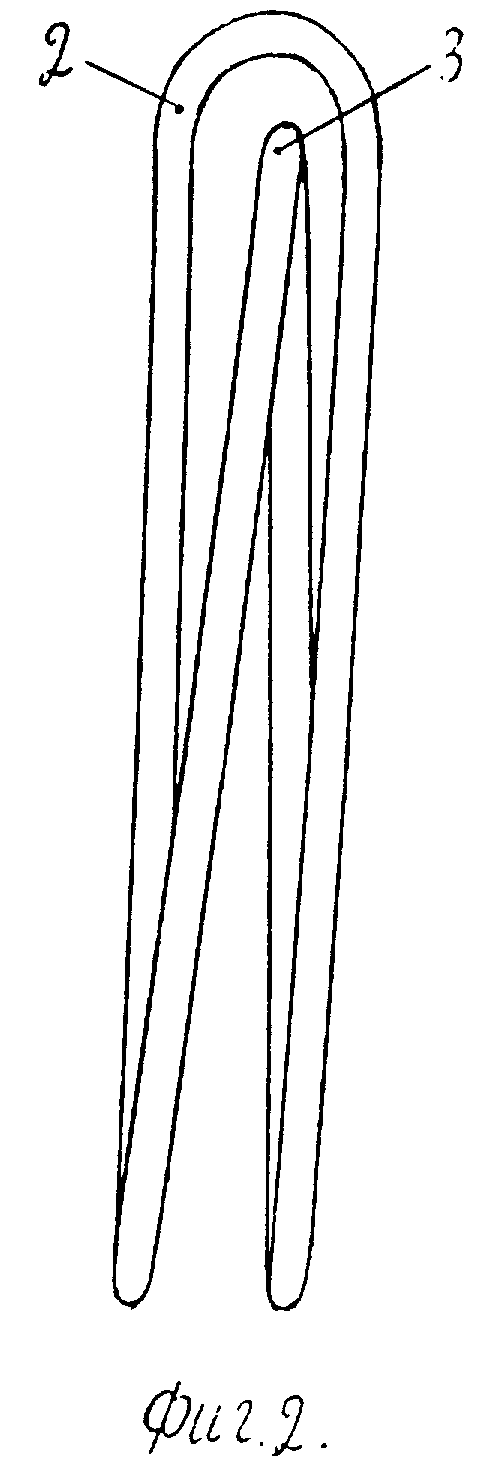
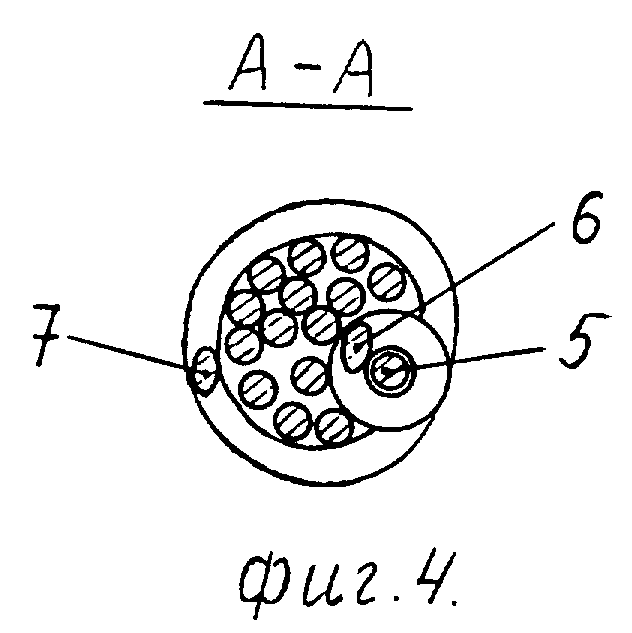
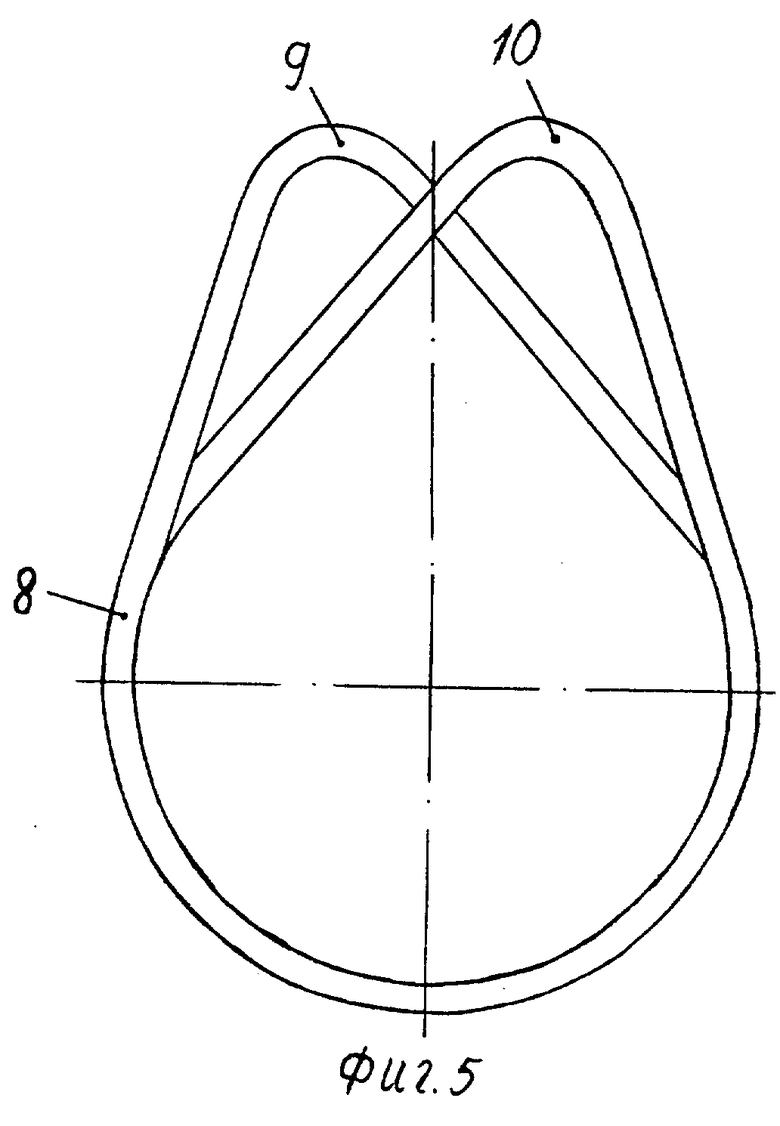
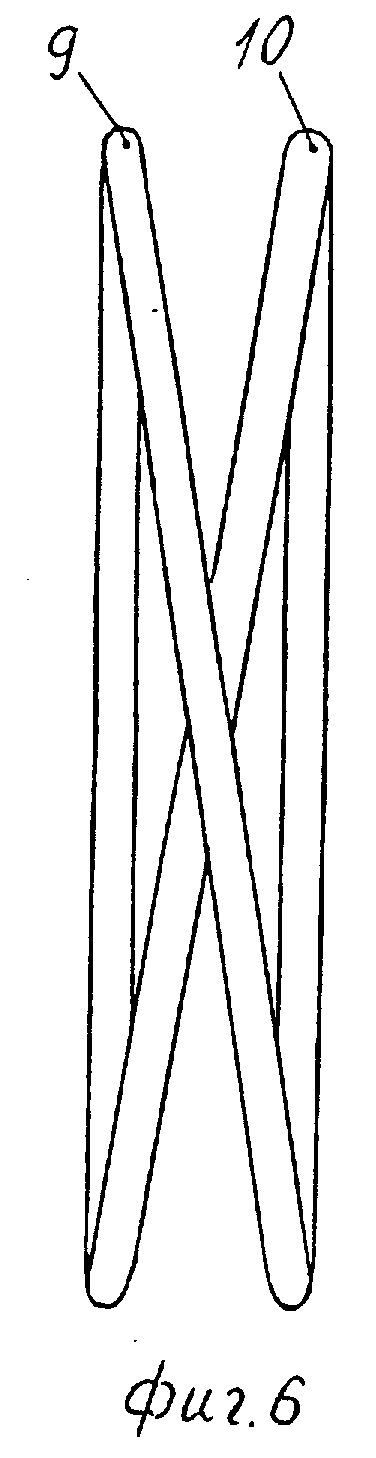
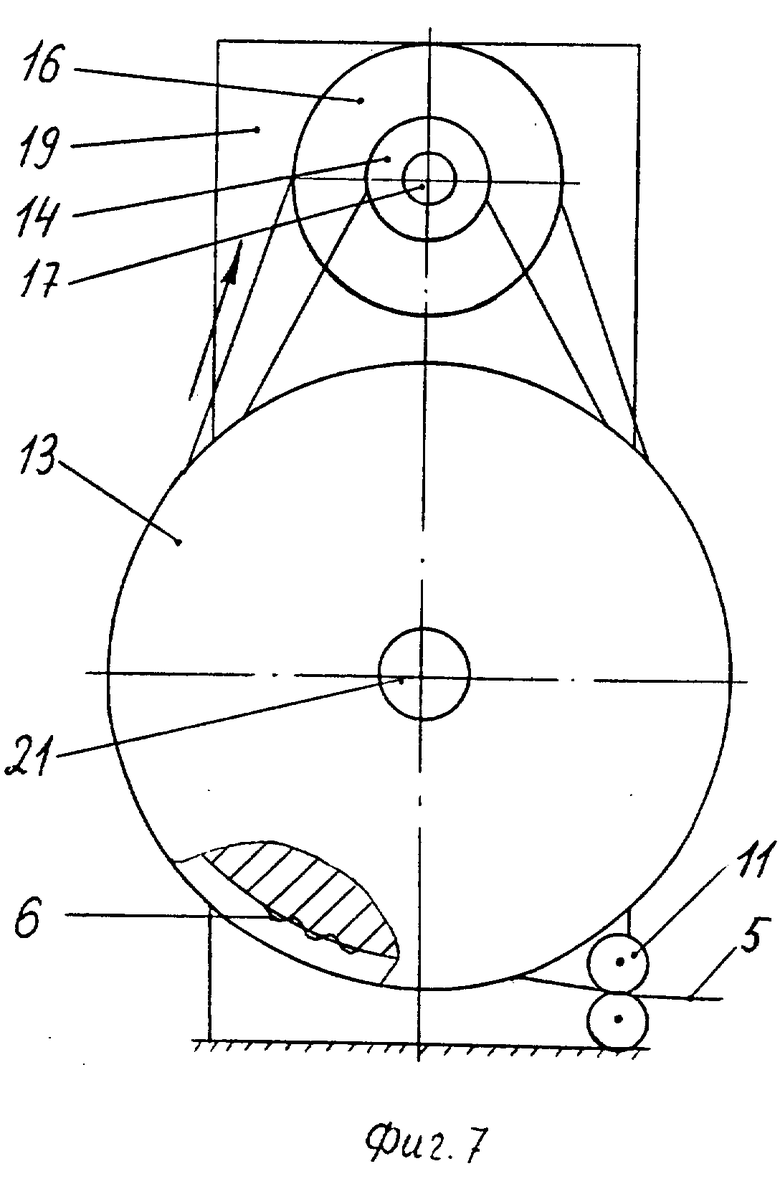
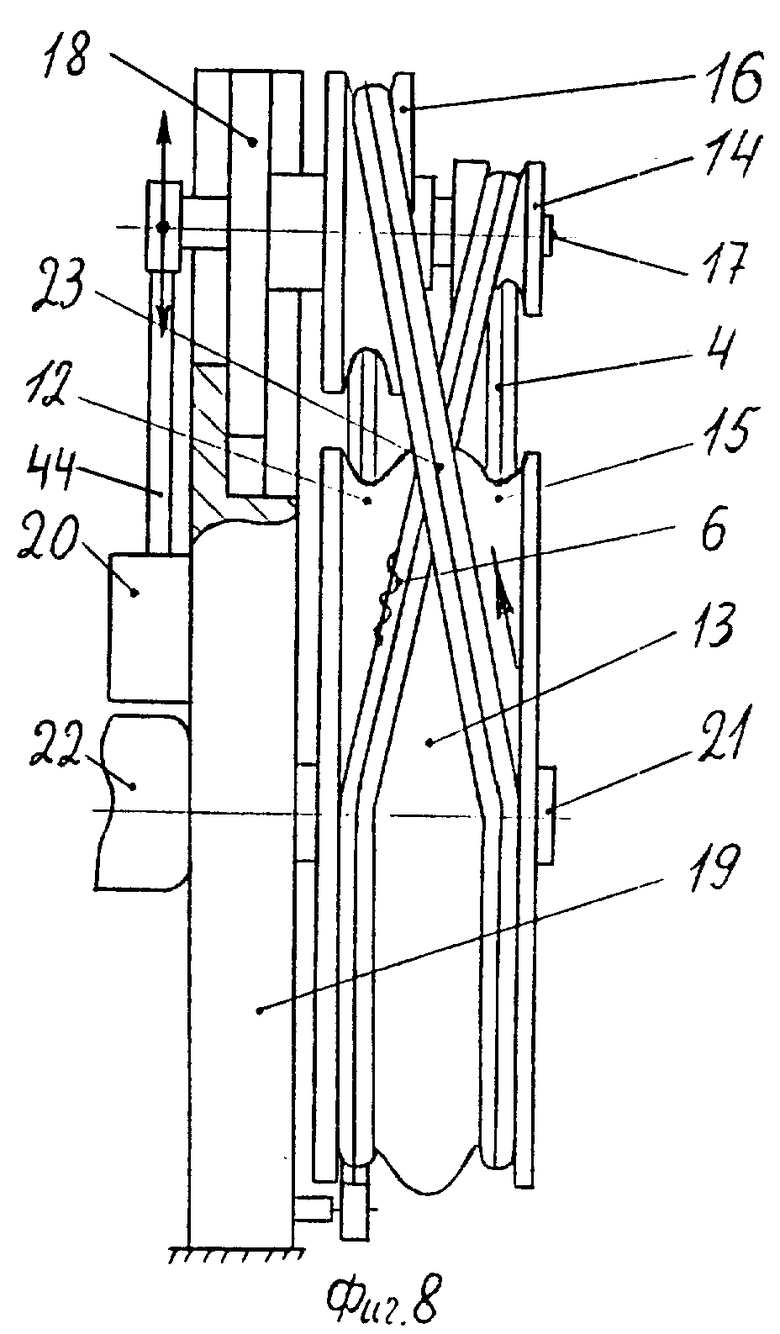
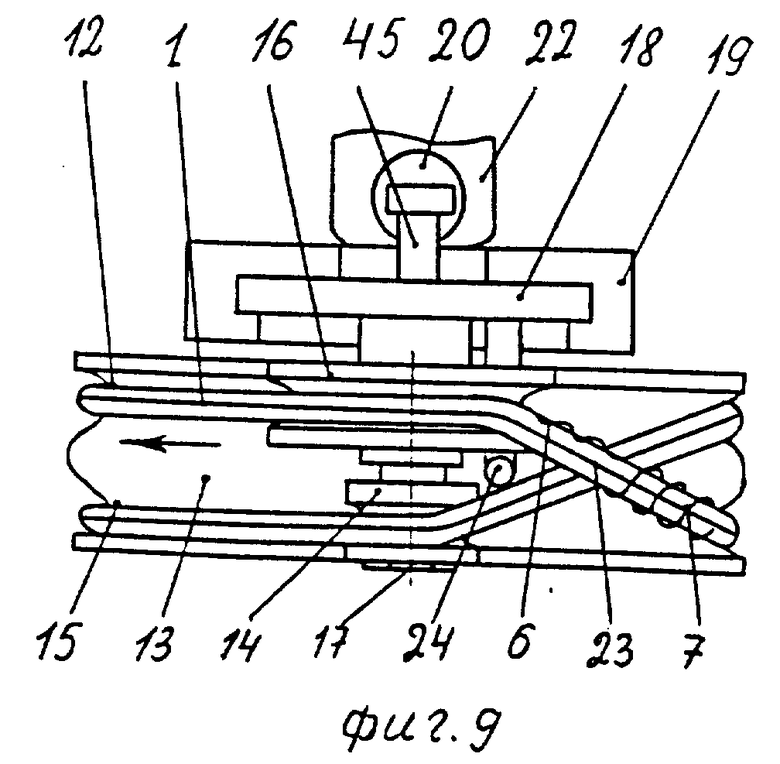
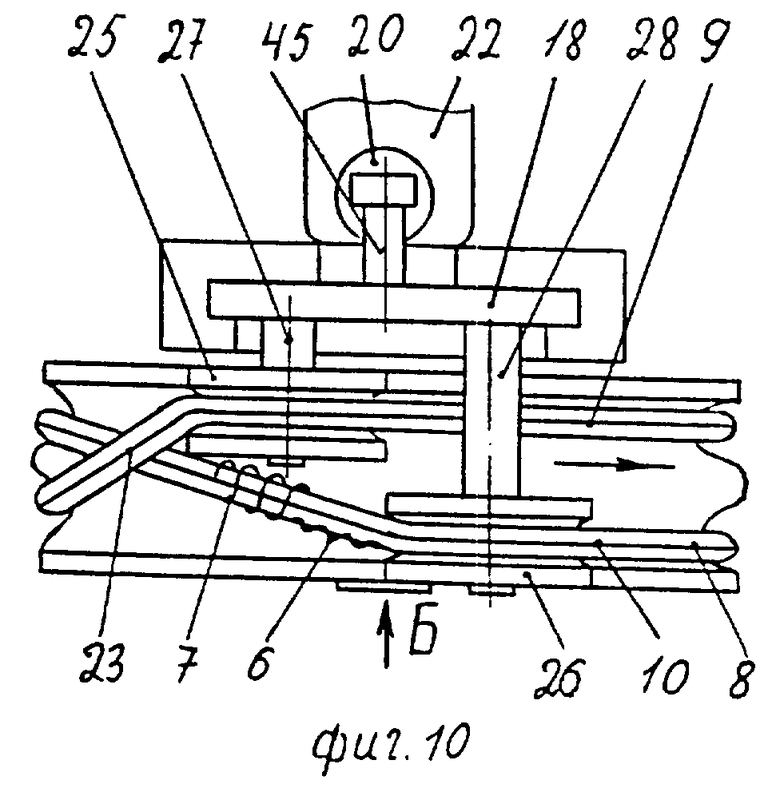
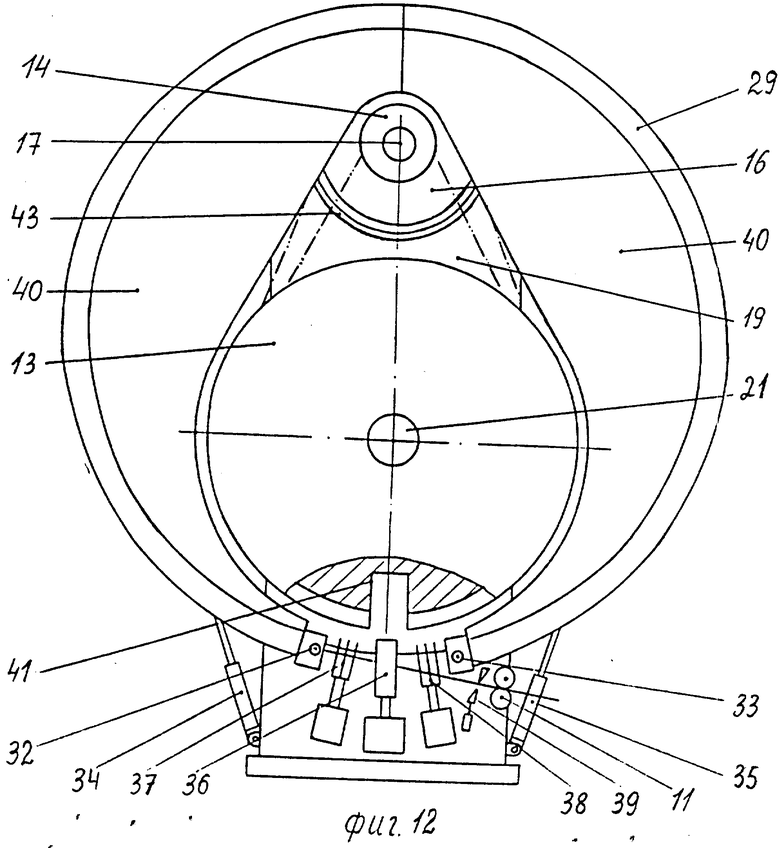
На фиг. 1 изображен двухпетлевой самозатягивающийся строп грушевидной формы; на фиг.2 то же, вид сбоку; на фиг.3 -узел I на фиг.1; на фиг.4 - разрез А-А на фиг.3; на виг.5 двухпетлевой самозатягивающийся строп со сдвинутыми суженными частями витков; на фиг.6 то же, вид сбоку; на фиг.7 - схема образования однониточной замкнутой спирали с закруткой первого конца нити; на фиг.8 то же, вид сбоку с навивкой жгута; на фиг.9 то же, вид сверху с навивкой в другую сторону, с закруткой второго конца при наличии предохранителя, закрепленного на стойке; на фиг.10 схема навивки жгута на устройство с двумя дополнительными колесами, закрепленными на разных осях, вид сверху; на фиг.11 вид Б на фиг.10, устройство с дополнительными колесами на разных осях (одна из петель находится под осью второго дополнительного колеса); на фиг. 12 устройство с винтовой проводкой для проволоки и с откосами, направленными в ручьи; на фиг.13 то же, вид сверху с разрезом при наличии предохранителя в виде диска.
Двухпетлевой самозатягивающийся строп 1 (фиг.1-4) грушевидной формы выполнен из катанки в виде замкнутой спирали с витками 2 и 3 большего и меньшего параметра. Грушевидное тело стропа выполнено в виде жгута 4, набранного из одной непрерывной нити 5 гибкого материала. Заделка первого 6 и второго 7 концов нити в жгуте отличается. Первый конец 6 нити стропа соединен с нитью 5 с образованием замкнутой спирали, а второй конец 7 закреплен к телу жгута 4. Крепление первого конца 6 к нити 5 осуществляется любым способом: закручиванием, свариванием, с применением постоянной втулки либо деталью-спутником. Второй конец 7 нити закрепляется непосредственно к телу всего жгута 4, скрепляя все его нити от распушивания.
Простейшим самозатягивающимся стропом является двухпетлевой строп (фиг. 1-2). Закрепление первого конца нити в таком стропе осуществляется в месте образования двух полных витков спирали. Соединенные витки, различающиеся по внутреннему параметру, образуют замкнутый контур. Закрепление первого конца 6 катанки к нити закручиванием производят четырьмя пятью витками (фиг.3). Второй конец 7 катанки закручивается вокруг жгута 4 с таким же количество витков.
Двухпетлевой самозатягивающийся строп 8 с двумя суженными частями витков 9 и 10 (фиг.5, 6), разнесенными в стороны, является частным случаем стропа 1 грушевидной формы. Он выполняется из того же материала (например, из катанки) с такой же заделкой концов (фиг.3, 4).
Способ изготовления двухпетлевого стропа (фиг.7-13) включает подачу катанки 5 роликами 11 в ручей 12 основного колеса 13, потом в ручей дополнительного колеса 14, снова на колесо 13, но в ручей 15, далее на дополнительное колесо 16 и снова в ручей 12, но с обратной стороны колеса 13. Навивка первых двух витков однониточной спирали на этом устройстве может осуществляться вручную, либо с применением специального приспособления. При удержании первого конца осуществляется предварительное натяжение нити полученной двухвитковой спирали вращением задающих роликов 11 в противоположную сторону.
Первый конец 6 нити соединяют с нитью 5 (например, закручиванием). После этого окончательное натяжение нити спирали производят смещением дополнительных колес 14 и 16, установленных на оси 17. Это производится перемещением подвижного элемента 18, на котором закреплена ось 17, по направляющим стойки 19 двухступенчатым силовым цилиндром 20. Натяжение нити будет производиться и в процессе навивки жгута выбиранием люфтов и провисаний проволоки. Формирование жгута осуществляется вращением основного колеса 13, закрепленного на оси 21 от мотора-редуктора 22. Узел скрутки первого конца 6 увлекает за собой нить 5, наращивая жгут 4 до нужного числа нитей. Во время навивки петли стропа все время перемещаются из ручья в ручей, так как они находятся в скрещенном состоянии. Из ручья 12 основного колеса узел скрутки попадает в ручей дополнительного колеса 14, расположенного в другой колее. Далее узел скрутки огибает основное колесо 13 по ручью 15 и направляется в ручей дополнительного колеса 16. После этого он снова попадает в ручей 12. Таким образом, за каждые два оборота стропа жгут 4 наращивается на одну нить. При навивке жгута перекрестие 23 петель все время остается в том же месте пространства. Это происходит из-за того, что буртики колес 14 и 16, которые выполнены достаточно высокими, вынуждают петли выходить из ручьев основного колеса соседней колеи вследствие процесса вращения. Если все колеса остановятся, то процесс перемещения петель в соседние ручьи прекратится. За все время навивки нить из бунта подается только в один ручей, расположенный напротив задающих роликов 11. Траектория перемещения жгута определится длиной окружности двух первых замкнутых витков спирали и положением дополнительных колес 14 и 16 на стойке относительно основного колеса 13. Траектория каждой петли будет иметь грушевидную форму, и это отразится на конфигурации готового стропа. Внутренние радиусы закруглений стропа определятся размерами диаметров колес, измеренными по их ручьям. После навивки жгута нить отрезается, а полученный конец закручивается вокруг жгута.
Устройство для изготовления двухпетлевого стропа 1 с петлями 2 и 3 грушевидной формы разных размеров, изготавливаемого в виде жгута 4 из непрерывной нити 5 катанки с закруткой первого конца 6 вокруг нити и второго конца 7 вокруг всего жгута, а также частный случай выполнения этого устройства, которое используется для изготовления стропа 8 с разнесенными суженными частями витков 9 и 10, содержит следующие элементы: задающие ролики 11 для подачи катанки 5 к ручью 12 основного колеса 13; дополнительное колесо 14 малого диаметра, ручей которого находится в одной колее с ручьем 15 основного колеса, и дополнительное колесо 16 большего диаметра, ручей которого расположен в одной колее с ручьем 12 основного колеса. Оба дополнительных колеса установлены на оси 17, закрепленной к подвижной части 18 общей стойки 19. На стойке 19 установлен корпус силового цилиндра 20, используемого для перемещения подвижной части 18. Вал 21 основного колеса 13 соединен с мотором-редуктором 22, установленным на стойке 19. Возле перекрестия 23, образованного петлями 2 и 3 стропа, возвышается головка предохранителя 24 Г-образной формы, закрепленного своей ножкой к подвижному элементу 18. Дополнительные колеса 25 и 26 устройства (фиг.10) могут располагаться на разных осях 27 и 28, закрепленных к подвижному элементу 18. Этот вариант устройства используется для изготовления стропа 8 с разнесенными суженными частями витков. Дополнительные колеса 25 и 26 могут быть равными по диаметру, так как расслоение петель стропа по высоте обеспечивается разнесением осей 27 и 28.
При навивке стропа 8 с разнесенными суженными частями витков (фиг.10, 11) петли 9 проходит под осью 28. Возможен вариант исполнения с разнесенными осями дополнительных колес на малую величину, когда обе оси находятся внутри петли 9 и расположены на разной высоте. В результате навивки на таком устройстве получится строп с разнесенными, но несимметричными частями витков.
Для механизации процесса формирования двухвитковой замкнутой спирали из одной нити оправка располагается внутри винтовой проводки 29, выполненной из трубок 30 и 31 в виде окружностей с прорезями по внутренней части трубок. Проводка выполнена разъемной в верхней части, состоит из двух поворотных половин, каждая из которых закреплена на осях 32 и 33 и с возможностью отворачиваться в стороны при помощи пневмоцилиндров 34 и 35. Устройство имеет механизм скрутки 36 и механизм 37 и 38 удержания концов проволоки. Нож 39 предназначен для порезки проволоки. К прорезям проводки смонтированы откосы 40, направленные в ручьи колес. В основном колесе 13 имеется паз 41 для вхождения туда закруточного устройства. Как вариант исполнения, в качестве предохранителя выступает диск 42, закрепленный на оси дополнительных колес, обод 43 которого приближен к перекрестию 23. Шток 44 силового цилиндра 20 соединен через толкатель 45 с подвижным элементом 18 стойки для уменьшения габаритов устройства при съеме готового стропа. Для нормальной работы устройства применяется двухступенчатый пневмоцилиндр с раздельной подачей воздуха в цилиндр каждой ступени. Применение такого цилиндра необходимо, чтобы обеспечить гарантированный съем готового стропа с колес оправки. Это будет достигнуто в том случае, если перед навивкой стропа подвижный элемент 18 стойки будет располагаться в таком положении, при котором остается запас хода для окончательного натяжения первых двух петель и вместе с тем имеется запас обратного хода, для свободного съема сформированных первых двух петель и всего стропа по его готовности.
Граничным параметром стропа и способа его изготовления выступает материал, который должен быть достаточно гибким, чтобы охватить контуры пакета при его затягивании и ручьи оправки при его изготовлении. Этот параметр проверяется на практике.
Конкретный пример изготовления двухпетлевого стропа из катанки ⊘ 3 мм, с внутренним меньшим параметром 900 мм, грузоподъемностью 1,5 т. При указанной грузоподъемности жгут стропа должен иметь около 15 ниток. Первый конец катанки 5 (фиг.12, 13) подается роликами 11 в трубку 30 винтовой проводки 29, конец которой закреплен к оси 32, проходя через нож 39. Механизмы удержания концов 38, 37 и механизм скрутки 36 при этом отведены в стороны. Пройдя по окружности, катанка выходит из другого конца трубки 30, закрепленного к оси 33. Вручную либо с помощью дополнительных патрубков (не показано) первый конец 6 катанки направляется в трубку 31, закрепленную к оси 32. Пройдя по трубке 31, конец 6 катанки выходит из нее у оси 33 и направляется к нити 5 у входа в трубку 30 у оси 32. Механизм удержания конца 37 захватывает передний конец 6. Задающие ролики 11 вращения в противоположную сторону выводят поданную нить обратно, затягивая петли. По мере выведения катанки диаметры петель уменьшаются и они приближаются к ручьям основного и дополнительных колес, выйдя через прорези трубок к щели между откосами. Во время предварительного затягивания материала подвижный элемент стойки, поданный первой ступенью пневмоцилиндра, находится в среднем положении. После попадания петель в ручьи колес вращение роликов прекращается. Механизм удержания 38 перехватывает конец 6 и саму нить 5 и удерживает их, а механизм удержания 37 отпускает первый конец, и закруточное устройство заворачивает первый конец вокруг нити катанки на 4 5 витков. После закручивания механизмы скрутки 36 и удержания 38 отводятся в сторону. После попадания нитей в ручьи колес оправки обе половины винтовой проводки 29 отводятся в стороны с помощью пневмоцилиндров 34 и 35. Цилиндром 20 подвижная часть стойки перемещается вверх, окончательно натягивая образованную спираль. Дальнейшее наращивание жгута происходит без винтовой проводки (фиг.7-11). Мотор-редуктор 22 вращает основное колесо 13. За счет сил трения замкнутая однониточная спираль поворачивается совместно с основным колесом, увлекая за собой узел закрутки переднего конца и одновременно передавая крутящий момент на дополнительные колеса. Перекрестие однониточных петель, образованное концами трубок, переместится по основному колесу ближе к дополнительным колесам. Навиваемый жгут выполняет роль приводного ремня. Буртики дополнительных колес вынуждают петли жгута перемещаться из одного ручья в другой. Через тридцать оборотов спирали жгут нарастет до 15 нитей. Основное колесо останавливается. Механизм удерживания 37 захватывает и удерживает нить 5. Нож отрезает катанку, а механизм скрутки закручивает образованный задний конец 7 вокруг жгута на 4 5 витков и вместе с механизмом удерживания 37 отводится в сторону. После этого основное колесо делает еще полоборота, чтобы переместить узел закрутки второго конца 7 на верхушку дополнительного колеса 16. Это позволит при строповке груза зацеплять крановым крюком за петлю с узлом, чтобы последний не мешал затягиванию петель на пакете. Готовый строп снимается после перемещения подвижного элемента 18 стойки 19 вниз. Дополнительные колеса опустятся, а габариты трехэлементной оправки уменьшатся до размеров, позволяющих снимать строп. При изготовлении стропов 8 (фиг.10, 11) подача нити для формирования первой однониточной спирали осуществляется вручную либо с применением специальных устройств, отличных от приведенной конструкции винтовой проводки.
Таким образом, при осуществлении заявляемого изобретения улучшаются функциональные качества двухпетлевого стропа, обеспечивается высокая технологичность его конструкции при заданной функции и параметрах, что позволит упростить и механизировать процесс его изготовления. Формирование многониточной двухпетлевой замкнутой спирали стропа осуществляется непосредственно из бунта катанки, минуя стадию изготовления кольцевого жгута. Повышаются затягивающие свойства и устраняется эффект пружинения двойного кольца.
| название | год | авторы | номер документа |
|---|---|---|---|
| САМОЗАТЯГИВАЮЩИЙСЯ СТРОП И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2083466C1 |
| ЗАМКНУТЫЙ СВИТОЙ ЖГУТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2130421C1 |
| РАЗОВОЕ НЕСУЩЕЕ ПРИСПОСОБЛЕНИЕ | 1997 |
|
RU2107019C1 |
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ САМОЗАТЯГИВАЮЩИХСЯ СТРОПОВ ИЗ КОЛЬЦЕВОГО ЖГУТА | 1994 |
|
RU2101118C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХПЕТЛЕВОГО СТРОПА ИЗ КОЛЬЦЕВОГО ЖГУТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2087228C1 |
| РАЗОВЫЙ ДВУХПЕТЛЕВОЙ СТРОП | 1998 |
|
RU2154598C2 |
| СПОСОБ ОБВЯЗКИ ПАКЕТА ПРОКАТА | 1998 |
|
RU2138430C1 |
| УСТРОЙСТВО ДЛЯ ЗАКРУТКИ КОНЦОВ ПРОВОЛОКИ ВОКРУГ ЖГУТА | 1994 |
|
RU2095181C1 |
| Баллон давления | 2023 |
|
RU2837161C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАМКНУТЫХ БЕЗУЗЛОВЫХ ПЛЕТЕНЫХ СЕТЕЙ | 2000 |
|
RU2179207C1 |



Использование: при производстве самозатягивающихся стропов из катанки. Сущность изобретения: двухпетлевой строп 1 из непрерывной нити с заделанными концами выполнен из гибкого материала, собранного в жгут в виде замкнутой спирали с витками 2 и 3 разного размера, а каждый виток спирали имеет грушевидную форму, причем первый конец нити соединен с нитью в месте образования замкнутой однониточной спирали, а второй конец нити закреплен к телу жгута. Способ изготовления двухпетлевого стропа из гибкого материала заключается в том, что навивают петли из нити на многоэлементной оправке по замкнутому контуру, затягивают петли на оправке, отрезают нить и закрепляют концы нити, а заделку первого конца нити осуществляют после образования двухвитковой однониточной спирали путем присоединения его к нити, замыкая спираль, образуют жгут из витков нити путем вращения на оправке замкнутой двухвитковой однониточной спирали со взаимным перемещением витков из ручья в ручей на оправке, а второй конец нити закрепляют после образования жгута и отрезания нити. В устройстве для изготовления двухпетлевого стропа, содержащем проводку для нити, механизмы скрутки и натяжения нити, имеется стойка, выполненная с направляющими, и оправка, включающая в себя три элемента: основное колесо с двумя ручьями по контуру, вал которого прикреплен к стойке, и два дополнительных колеса разного диаметра с одним ручьем каждое, установленных на подвижном элементе, установленном в направляющих стойки. 3 с. и 7 з.п. ф-лы, 13 ил.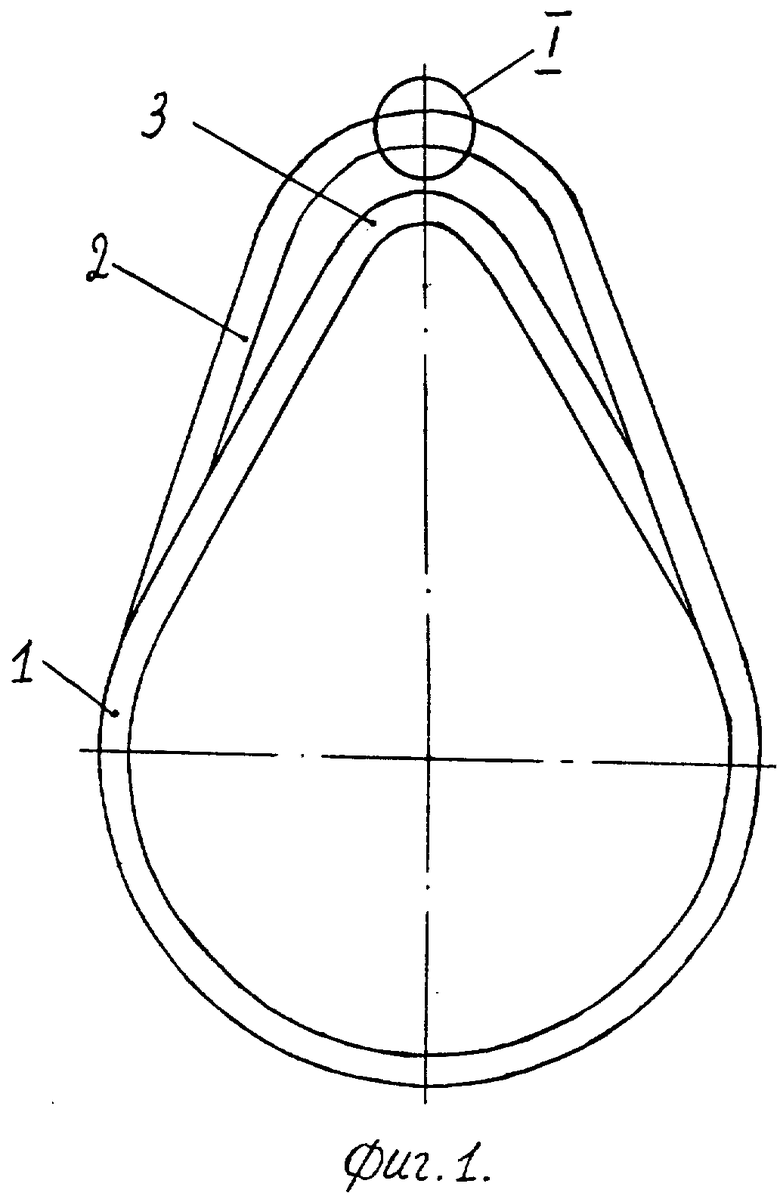
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Исследование и разработка технологического процесса доставки морским путем экспортным потребителям пакетов сортового и фасонного проката с применением несущих приспособлений и разработка документации на их изготовление и эксплуатацию | |||
| УркНИИмет, N гос.регистрации 01900043278 | |||
| - Харьков, 1990, с | |||
| Способ приготовления пищевого продукта сливкообразной консистенции | 1917 |
|
SU69A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство N 759402, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
