Изобретение относится к обработке металлов давлением
Цель изобретения - повышение качества заполнения обода герметиком.
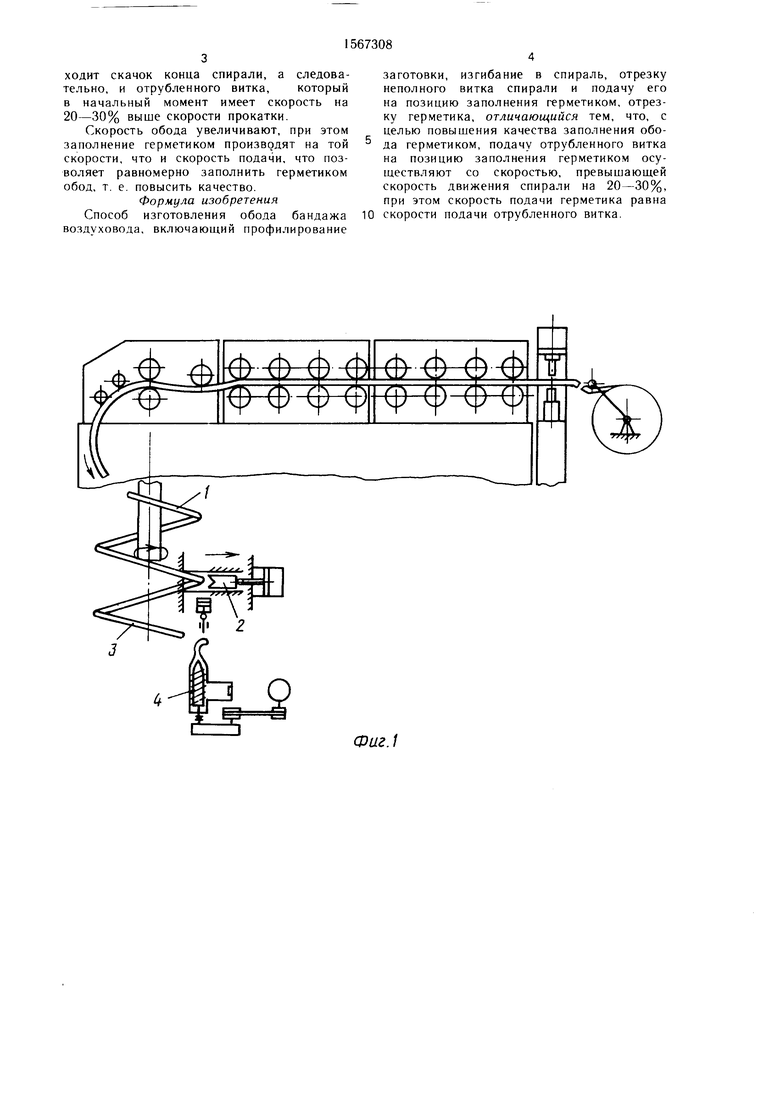
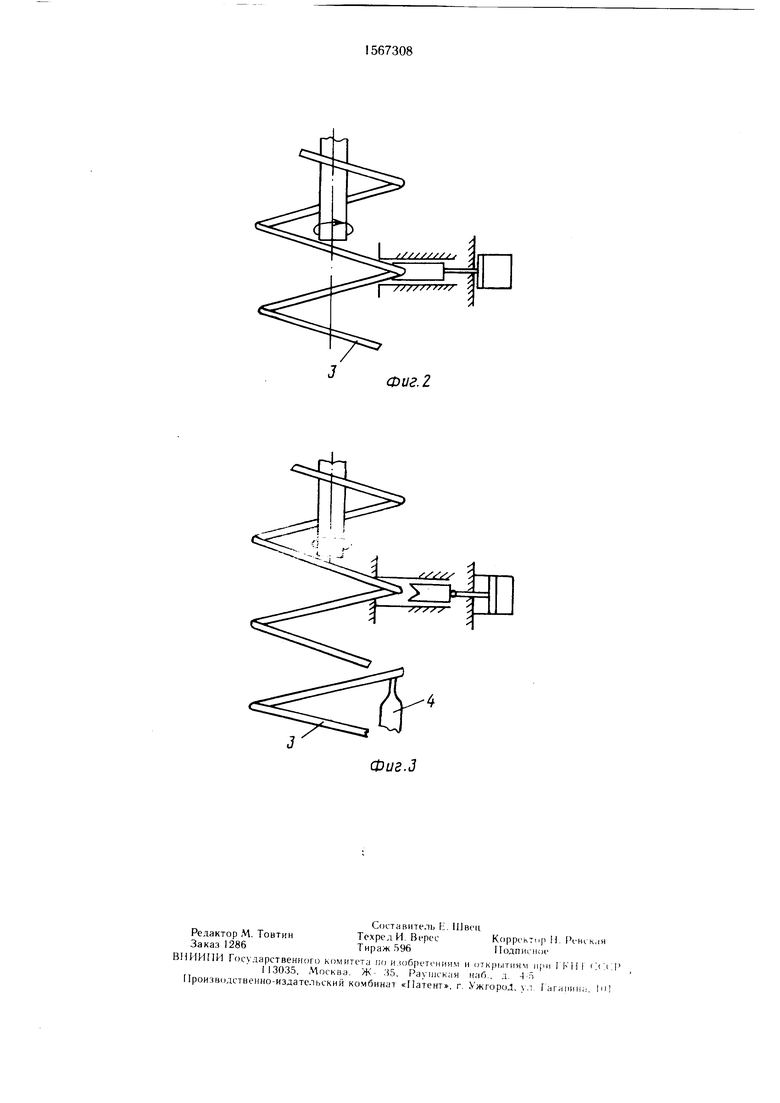
На фиг 1 представлено положение спирали перед отрубкой незамкнутого витка; на фиг 2 - отрезка незамкнутого витка спирали, на фиг 3 - положение незамкнутого витка спирали после заполнения герметиком
Заготовку сначала профилируют, а затем изгибают в спираль 1 и подают на отрезной штамп 2. Поскольку внутренний диаметр бандажа должен быть больше наружного диаметра воздуховода, но иметь равную или меньшую длину окружности и должен легко одеваться на воздуховод, обод изготавливают в виде незамкнутой окружности (разрыв в 50 мм задают чертежом на обод бандажа).
Конец спирали 1 воздействует на датчик, по команде которого отрубают от спирали неполный виток 3, равный длине обода. После открытия отрубного штампа 2 концом спирали I. упирающимся в торец отрубленного витка 3, последний подают до следующего датчика, по команде которого ускоряют подачу отрубленного витка 3 со скоростью, превышающей на 20-30% скорость спирали, причем на этой же скорости производят заполнение обояа герметиком из сопла 4 Между отрубленным витком 3 и концом спирали 1 создается зазор, который необходим для получения команды от датчика на рубку очередного витка и для резки струи герметика.
При удалении очередного витка из отрубленного штампа 2 последний производит сброс готового обода бандажа и подачу очередного витка под резку
Диапазон превышения скорости ггодачи бандажа на заполнение определен в ходе испытаний.
В связи с тем. что процесс профилирования и гибки идет непрерывно, а в момент рубки конец спирали останавливается и спираль закручивается и сжимается, после отхода ножа штампа вверх проис
СП
о
со
о
ОС
ходит скачок конца спирали, а следовательно, и отрубленного витка, который в начальный момент имеет скорость на 20-30% выше скорости прокатки.
Скорость обода увеличивают, при этом заполнение герметикой производят на той скорости, что и скорость подачи, что позволяет равномерно заполнить герметиком обод, т. е. повысить качество.
Формула изобретения
Способ изготовления обода бандажа воздуховода, включающий профилирование
заготовки, изгибание в спираль, отрезку неполного витка спирали и подачу его на позицию заполнения герметиком, отрезку герметика, отличающийся тем, что, с целью повышения качества заполнения обо- да герметиком, подачу отрубленного витка на позицию заполнения герметиком осуществляют со скоростью, превышающей скорость движения спирали на 20-30%, при этом скорость подачи герметика равна скорости подачи отрубленного витка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления комплекта ободьев бандажа воздуховодов разного диаметра | 1987 |
|
SU1567309A1 |
| Автоматизированная линия для производства бандажей воздуховодов круглого сечения | 1986 |
|
SU1400738A1 |
| Штамп для резки профилей | 1980 |
|
SU902993A1 |
| Автоматическая линия для изготовления гнутосварных дисков из пруткового материала | 1979 |
|
SU927465A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ ПРУЖИН | 1992 |
|
RU2130821C1 |
| Штамп для разрубания проволочных винтовых спиралей на куски определенной длины | 1944 |
|
SU66222A1 |
| Автоматическая линия изготовления ободьев мотоциклетных колес | 1977 |
|
SU631293A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПРУТКОВОГО МАТЕРИАЛА | 1991 |
|
RU2009792C1 |
| Устройство для резки проката на мерные заготовки | 1986 |
|
SU1338982A1 |
| Пресс-автомат для пробивки отверстий в ободьях колес | 1960 |
|
SU139648A1 |
Изобретение относится к обработке металлов давлением, а именно к способам изготовления обода бандажа. Цель изобретения - повышение качества заполнения обода герметиком. Способ изготовления обода бандажа включает профилирование заготовки, изгибание в спираль и подачу ее в отрубной штамп. Конец спирали воздействует на датчик, по команде которого отрубают от спирали неполный виток. Отрубленный виток концом спирали проталкивают на позицию заполнения герметиком. При этом подачу отрубленного витка осуществляют со скоростью, превышающей скорость движения спирали на 20 - 30%. Заполнение обода герметиком производят со скоростью, равной скорости подачи обода. 3 ил.
I
Фиг.1
Фиг. 2
| Автоматизированная линия для производства бандажей воздуховодов круглого сечения | 1986 |
|
SU1400738A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
