Изобретение относится к машиностроению, в частности к оборудованию для изготовления гибких трубопроводов, применяемых в системах вентиляции, кондиционирования воздуха, транспортировки сред, для защиты от абразивной пыли ходовых винтов и направляющих и т.д.
Известен «Способ и аппарат для непрерывного производства труб из синтетических материалов» по патенту США №3532580 (заявлено 28.10.1966 г., конвенционный приоритет - заявка Японии от 15.11.1965 г., опубликовано 06.10.1970 г.).
Способ непрерывного производства труб по патенту США №3532580 включает спиральное наматывание ленты из синтетического материала, непрерывно поступающей из экструдера, на консольно установленную в опорной раме и в целом цилиндрическую оправку. Эта оправка состоит, по крайней мере, из одного кольцевого набора расположенных по окружности консольных валов, оси которых слегка наклонены по отношению к оси оправки. Спиральное наматывание ленты осуществляют с перекрытием соседних витков ленты и затем сваривают соприкасающиеся наложенные друг на друга боковые края ленты. В том числе указанным способом производят гибкие трубы из синтетического материала с усилением стенок трубы армирующими элементами.
Аппарат для реализации способа непрерывного производства труб по патенту США №3532580 включает опорную раму и, по крайней мере, один кольцевой набор равномерно расположенных по окружности консольных валов, установленных в указанной раме. Все вместе названные валы образуют воображаемый цилиндр. Ось каждого из указанных валов слегка наклонена по отношению к оси воображаемого цилиндра. При вращении валов и намотке на них ленты возникает осевая сила и вращающиеся расположенные наискосок валы мягко сдвигают трубу, не искажая ее форму и не создавая напряжений в ней. Прижимной вал аппарата обеспечивает сварку наложенных друг на друга краев размягченной ленты и установлен так, что он может вращаться от одного из валов указанного кольцевого набора, а ось прижимного вала при этом параллельна оси вращения этого вала. Подача ленты осуществляется в тангенциальном направлении между указанным прижимным валом и противостоящим ему валом из кольцевого набора. Привод аппарата обеспечивает вращение по крайней мере одного вала из кольцевого набора и прижимного вала. При этом указанный кольцевой набор валов отрегулирован так, что при вращении валов поступающая на него лента из синтетического материала наматывается на него по спирали с перекрытием, а сформированная труба сдвигается вперед по оси указанного кольцевого набора валов. Описываемый аппарат может содержать дополнительные устройства для изготовления труб из нескольких слоев синтетического материала с размещением армирующих элементов между слоями. Для обеспечения необходимой длины валов в аппарате в трубчатом кожухе могут быть размещены их дополнительные кольцевые наборы.
Недостатком способа с использованием аппарата для непрерывного производства труб из синтетических материалов по патенту США №3532580 является то, что он позволяет изготавливать трубы только одного диаметра. Кроме того, недостатком является то, что в аппарате с одним кольцевым набором валов консольно установлен каждый вал в отдельности. При этом каждый вал в отдельности и особенно вал, воспринимающий усилие прижимного вала, вынужден воспринимать нагрузку на него без ее перераспределения на остальные валы. А восприятие нагрузки в отдельности каждым валом из кольцевого набора заставляет выполнять их массивными, ограничивает возможность разместить по окружности необходимое количество валов требуемой длины и вынуждает использовать сложные конструкции с размещением по длине нескольких кольцевых наборов валов в трубчатом кожухе.
Последний из указанных недостатков устранен известным способом изготовления гофрированной трубы по патенту США №4368088 (заявлено 08.12.1980 г., приоритет - заявка Японии от 20.12.1979 г., опубликовано 11.01.1983 г.). Этот способ включает спиральную навивку ленты из синтетического материала совместно с армирующим элементом на оправку, аналогичную описанной в патенте США №3532580.
Но в используемой по патенту США №4368088 оправке свободные концы роликов размещены в концевой шайбе. Это позволяет перераспределять нагрузку между роликами и выполнять их менее массивными и обеспечивает возможность разместить по окружности необходимое количество роликов требуемой длины.
Подачу ленты из синтетического материала по патенту США №4368088 осуществляют обычно перпендикулярно длине ролика и по касательной к нему таким образом, чтобы лента спиралевидно наматывалась вокруг мнимого цилиндра. При этом ось ленты устанавливают под предварительно определенным углом относительно оси мнимого цилиндра так, чтобы последующий виток ленты частично с перекрытием накладывался на предыдущий виток.
Подачу гибкого армирующего элемента осуществляют параллельно ленте между ее накладываемыми друг на друга кромками.
При подаче ленты и гибкого армирующего элемента на вращающиеся ролики происходит сваривание прижимным роликом размягченных накладываемых друг на друга кромок ленты, так же как и сваривание накладываемых кромок с поверхностью размещенного между ними гибкого армирующего элемента. А сформированная таким образом гофрированная труба сдвигается вперед к переднему краю роликов, размещенных в концевой шайбе, и сходит с них.
Недостатком способа изготовления гофрированной трубы по патенту США №4368088, так же как и способа с использованием аппарата для непрерывного производства труб из синтетических материалов по патенту США №3532580 является то, что они позволяют изготавливать трубы только одного диаметра.
Известен и «Способ изготовления гибких трубопроводов и устройство для его осуществления» по патенту РФ №2294463 (заявлено 07.10.2005 г., опубликовано 27.02.2007 г.).
Этот способ включает спиральную навивку ленты на консольно установленную оправку с перекрытием кромок соседних витков ленты. На ленту, по меньшей мере, по одному краю со стороны, обращенной к оправке, нанесен слой материала, способного к созданию неразъемного соединения. В качестве оправки используют сборную конструкцию, включающую валы, по меньшей мере, один из которых является ведущим. Оси валов ориентированы под углом к оси оправки, и их концы равномерно распределены по соосным окружностям равного диаметра. Ленту подают на вращающийся вал оправки перпендикулярно оси вращения этого вала. Скрепление соседних витков ленты с образованием трубопровода осуществляют путем воздействия на упомянутый материал. Навивку ленты можно осуществлять с армирующим элементом, располагаемым в зоне перекрытия соседних витков ленты. Однако способ по патенту РФ №2294463 имеет существенный недостаток, делающий его неработоспособным. Ленту по этому способу, как указано выше, подают на вращающийся вал оправки перпендикулярно оси вращения этого вала. А для намотки ленты на оправку необходимо подавать ее на вращающийся вал оправки касательно к его поверхности.
Устройство для осуществления способа изготовления гибких трубопроводов по патенту РФ №2294463 имеет в своем составе опору, на которой консольно закреплена оправка для навивки ленты, снабженная приводом вращения, устройство для подачи ленты, а также средство, обеспечивающее получение неразъемного соединения зоны перекрытия соседних витков ленты. Оправка устройства представляет собой сборную конструкцию с двумя основаниями, одно из которых закреплено на опоре, второе является свободным. Основания соединены между собой осевой стяжкой, а между основаниями установлены валы, по меньшей мере, один из которых является ведущим и соединен с приводом вращения. На обоих основаниях концы валов равномерно распределены по окружностям равного диаметра, при этом оси валов на свободном основании смещены по окружности на радиальный угол по отношению к осям валов на основании, закрепленном на опоре. При этом устройство для подачи ленты выполнено с обеспечением ее подачи на один из валов тангенциально ему (вопреки требованию способа по этому патенту подавать ленту на вращающийся вал оправки перпендикулярно оси вращения этого вала). Для изготовления трубопровода с армированием устройство дополнительно снабжается устройством для подачи армирующего элемента в зону перекрытия соседних витков ленты. Для обеспечения возможности изменять диаметр оправки на основаниях оправки предусмотрены дополнительные расположенные по концентрическим окружностям гнезда для установки валов.
Однако способ изготовления гибких трубопроводов и устройство для его осуществления по патенту РФ №2294463 имеют недостатки, затрудняющие их использование при переходе с изготовления трубопровода прежнего диаметра на новый типоразмер. Вызвано это особенностями используемой сборной конструкции оправки, а также выполнением в виде самостоятельных и не связанных в единое целое средства подачи ленты, устройства для подачи армирующего элемента (если навивка осуществляется с армированием), сварочного аппарата (для варианта со сваркой) и средства прижима (ролика) соединяемых кромок соседних витков ленты.
В устройстве для изготовления гибких трубопроводов по патенту РФ №2294463:
- одно основание оправки закреплено на опоре;
- к закрепленному на опоре основанию последовательно присоединены остальные детали оправки - осевая стяжка, валы и второе (свободное) основание;
- оправку собирают и разбирают непосредственно на опоре на неработающем устройстве.
При такой конструкции оправки для изменения ее диаметра необходимо непосредственно на неработающем устройстве полностью разобрать прежнюю оправку, а затем собрать новую, размещая валы в дополнительные гнезда на основаниях, и настроить ее на новую величину радиального угла, который зависит от диаметра оправки и шага навивки ленты.
Кроме того, в устройстве выполнены в виде самостоятельных и не связанных в единое целое средство подачи ленты, устройство для подачи армирующего элемента (если навивка осуществляется с армированием), сварочный аппарат (для варианта со сваркой) и средство прижима (ролик) соединяемых кромок соседних витков ленты. Поэтому при переходе на новый диаметр оправки необходимо по отдельности перенастраивать в новое рабочее положение каждое из перечисленных средств и устройств.
При этом при повороте на радиальный угол свободного основания оправки ее ведущий вал вместе с другими валами занимает для разных диаметров оправок различное наклонное положение в пространстве по отношению к оси оправки. При этом все валы находятся под углом по отношению и к горизонтальной плоскости, и к проходящей через ось оправки вертикальной плоскости.
Поэтому перенастройка в новое рабочее положение каждого в отдельности из перечисленных средств и устройств является сложной и трудоемкой операцией и может проводиться только на неработающем устройстве оператором высокой квалификации.
Также известна полезная модель «Устройство для изготовления гибких воздуховодов» по патенту РФ №57418 (заявлено 23.05.2006 г., опубликовано 10.10.2006 г.).
Эта полезная модель имеет в своем составе опору, на которой консольно закреплена оправка для навивки ленты, устройство для подачи ленты, прижимной ролик и средство, обеспечивающее получение неразъемного соединения зоны перекрытия соседних витков ленты. Оправка представляет собой сборную конструкцию с двумя основаниями, одно из которых закреплено на опоре. Основания оправки соединены между собой осевой стяжкой, а между ними установлены валы, один из которых является опорным. На обоих основаниях концы валов равномерно распределены по окружностям равного диаметра таким образом, что концы каждого вала смещены относительно друг друга на радиальный угол. Устройство для подачи ленты выполнено с обеспечением возможности ее подачи на опорный вал таким образом, что ее продольная ось перпендикулярна оси опорного вала. Устройство содержит кронштейн, закрепленный на опоре. На кронштейне установлена вилка с обеспечением возможности ее поворота вокруг вертикальной оси. На концах вилки закреплен прижимной ролик, снабженный приводом вращения. Ось опорного вала расположена в горизонтальной плоскости и отклонена относительно оси стяжки. Прижимной ролик установлен параллельно опорному валу и снабжен механизмом регулирования степени прижима к нему.
Однако описанная выше полезная модель по патенту РФ №57418 имеет существенный недостаток, делающий ее неработоспособной. Ленту у этой полезной модели, как указано выше, подают на опорный вал оправки перпендикулярно оси вращения этого вала. А для намотки ленты на оправку необходимо подавать ее на вал оправки касательно к его поверхности.
Кроме того, полезная модель по патенту РФ №57418 сохраняет большинство недостатков вышеописанного изобретения «Способ изготовления гибких трубопроводов и устройство для его осуществления» по патенту РФ №2294463, затрудняющих ее использование при переходе с изготовления трубопровода прежнего диаметра на новый типоразмер.
В полезной модели по патенту РФ №57418:
- одно основание оправки закреплено на опоре;
- к закрепленному на опоре основанию последовательно присоединены остальные детали оправки - осевая стяжка, валы и второе (свободное) основание;
- оправку собирают, настраивают и разбирают непосредственно на опоре на неработающем устройстве.
При такой конструкции оправки для изменения ее диаметра необходимо непосредственно на неработающем устройстве полностью разобрать прежнюю оправку, а затем собрать новую и настроить ее на новую величину радиального угла, который зависит от диаметра оправки и шага навивки ленты.
Кроме того, в устройстве выполнены в виде самостоятельных и не связанных в единое целое устройство для подачи ленты, устройство для подачи армирующего элемента (если навивка осуществляется с армированием), средство, обеспечивающее получения неразъемного соединения зоны перекрытия соседних витков ленты, и прижимной ролик. При переходе на новый диаметр оправки необходимо по отдельности перенастраивать в новое рабочее положение каждое из перечисленных средств и устройств вслед за новым положением опорного вала.
В целом перенастройка в новое рабочее положение оправки и каждого в отдельности из перечисленных средств и устройств является сложной и трудоемкой операцией и может проводиться только на неработающем устройстве оператором высокой квалификации.
Отмеченные недостатки устройства для изготовления гибких трубопроводов по патенту РФ №57418 в значительной степени устранены изобретением «Устройство для изготовления гибкого трубопровода, оправка и сварочный узел» по патенту РФ №2310119 (заявлено 18.07.2006 г., опубликовано 10.11.2007 г.). Это достигнуто за счет создания конструкции съемной сменной оправки и конструкции сварочного узла, в котором объединены в единое целое средство подачи ленты, устройство для подачи армирующего элемента (если навивка осуществляется с армированием), сварочный аппарат (для варианта со сваркой) и средство прижима перекрытия соседних витков ленты.
Оправка выполнена с возможностью ее установки на опоре устройства для изготовления гибких трубопроводов и съема с нее в собранном и настроенном состоянии.
Два основания оправки соединены осевой стяжкой и установлены на ней с возможностью вращения относительно друг друга и фиксации в заданном положении, соответствующем типоразмеру трубопровода. В опоре выполнен вертикальный паз для фиксации и крепления в нем осевой стяжки съемной оправки. Стяжка выполнена с выступом, форма которого ответна форме вертикального паза в опоре, что позволяет фиксировать ее положение в пазу и, соответственно, фиксировать положение всей оправки на опоре. Между основаниями оправки установлены несколько валов таким образом, что их противоположные концы размещены в отверстиях (гнездах) обоих оснований. Отверстия расположены равномерно по окружностям одинакового диаметра. Концы валов на обоих основаниях смещены относительно друг друга на радиальный угол. Верхний вал оправки является приводным. Конструкция оправки позволяет собирать и настраивать ее на заданный типоразмер трубопровода предварительно, в том числе и вне устройства для изготовления гибкого трубопровода. Возможна предварительная сборка и настройка необходимого комплекта оправок, каждая из которых соответствует заданному типоразмеру трубопровода. После этого оправки можно хранить на складе. При необходимости перед началом работы предварительно собранную и настроенную оправку необходимого диаметра устанавливают за осевую стяжку в вертикальном пазу опоры, фиксируют ее положение в пазу и, соответственно, фиксируют положение всей оправки на опоре.
На консоли устройства размещен как единое целое сварочный узел. Он установлен и закреплен в положении, при котором устройство для подачи ленты обеспечивает возможность ее подачи на приводной вал по касательной к его поверхности. При этом ось ролика средства прижима установлена параллельно оси приводного вала так, чтобы между цилиндрическими поверхностями ролика и приводного вала не было зазора.
Для изготовления длинных трубопроводов устройство снабжено дополнительным средством прижима перекрытия соседних витков ленты.
Изобретение по патенту РФ №2310119 позволило при переходе на новый типоразмер оправки упростить переналадку и сократить затраты времени на демонтаж прежней оправки, монтаж и настройку новой оправки, а также перенастройку сварочного узла в новое рабочее положение и, соответственно, сократить простой в работе устройства в целом.
Однако и у устройства по этому изобретению все еще заметны затраты времени на настройку и перенастройку сварочного узла в разное рабочее положение для каждого диаметра оправки относительно приводного вала, который для разных диаметров оправок занимает разное положение по отношению к оси оправки.
Задача, решаемая заявляемыми изобретениями, и получаемый при ее решении технический результат - упрощение операций настройки и перенастройки сварочного узла в необходимое рабочее положение при переходе на изготовление трубопровода другого диаметра и сокращение затрат времени на их проведение.
В качестве прототипа заявляемого способа изготовления гибких трубопроводов выбран способ, реализуемый в изобретении по патенту РФ №2310119.
В качестве прототипа заявляемого устройства для осуществления заявляемого способа изготовления гибкого трубопровода выбрано описанное выше изобретению «Устройство для изготовления гибкого трубопровода, оправка и сварочный узел» по патенту РФ №2310119.
Заявляемый способ изготовления гибких трубопроводов включает спиральную навивку ленты с перекрытием кромок ее соседних витков на консольно установленную на опоре сменную оправку необходимого диаметра, выбранную из комплекта оправок, предварительно собранных и настроенных под заданные типоразмеры трубопровода.
Оправки выполняют с двумя основаниями, которые размещают на осевой стяжке. Между основаниями оправки устанавливают несколько валов в отверстия (гнезда) обоих оснований. Отверстия в обоих основаниях располагают равномерно по окружностям одинакового диаметра. Концы валов на обоих основаниях поворачивают относительно друг друга в разные стороны, каждое основание на радиальный угол «а/2» относительно вертикальной плоскости, проходящей через ось оправки, и закрепляют на осевой стяжке в этом положении крепежными элементами. При этом концы валов на основании, ближайшем к опоре, поворачивают по часовой стрелке (если смотреть на опору), а концы валов на основании, удаленном от опоры, поворачивают против часовой стрелки. В опоре выполняют вертикальный паз, форма которого ответна форме выступа осевой стяжки съемной оправки. В этом пазу в опоре фиксируют и закрепляют осевую стяжку съемной оправки. Верхний вал оправки выполняют приводным. При указанном выше повороте концов валов приводной вал остается в горизонтальной плоскости. С приводом вращения приводной вал соединяют через две полумуфты. Ось ролика средства прижима ленты устанавливают параллельно оси приводного вала так, чтобы между роликом и приводным валом не было зазора. При изготовлении длинных трубопроводов устанавливают дополнительное, аналогичное основному, средство прижима или на оси ролика средства прижима размещают дополнительный ролик.
Ленту для изготовления гибкого трубопровода полностью изготавливают из материала, способного к созданию неразъемного соединения. Возможен вариант, когда на ленту, по меньшей мере, на один ее край, нанесен слой материала, способного к созданию неразъемного соединения, например, путем теплового воздействия сварочным аппаратом.
Ленту с помощью средства для ее подачи подают по касательной на верхнюю образующую поверхности приводного вала, где и производят сварочным аппаратом и роликом средства прижима соединение соседних витков ленты с образованием трубопровода. При этом объединяют в сварочный узел как в единое целое средство подачи ленты, средство для установки сварочного аппарата, сварочный аппарат и средство прижима. Сварочный узел размещают на консоли опоры. При переходе на изготовление другого типоразмера трубопровода снимают прежнюю оправку, осевую стяжку новой оправки соответствующего типоразмера вставляют в паз опоры, оправку поднимают до состыковки полумуфты приводного вала с полумуфтой вала привода. Затем закрепляют осевую стяжку оправки в пазу опоры. После этого перемещают сварочный узел в положение, при котором средство подачи ленты обеспечивает возможность ее подачи на приводной вал по касательной к его поверхности, а ось ролика средства прижима при этом параллельна оси приводного вала и между роликом и приводным валом нет зазора.
Заявляемый способ изготовления гибких воздуховодов отличается от прототипа следующим. Сварочный узел устанавливают и закрепляют на консоли опоры в положении, при котором вертикальная ось, вокруг которой поворачивают сварочный узел, проходит одновременно через середину ролика средства прижима, середину оси установленного в горизонтальной плоскости приводного вала и через ось стяжки оправки. При этом средство подачи ленты в сварочном узле устанавливают так, чтобы лента при изготовлении трубопровода подавалась по касательной на приводной вал оправки и середина перекрытия ее соседних витков попадала на середину верхней образующей приводного вала оправки. Кроме того, для обеспечения постоянного положения вертикальной оси сварочного узла на консоли опоры все сменные оправки разных типоразмеров выполняют с размерами, обеспечивающими при их установке в пазу опоры постоянное расстояние от опоры до середины оси приводного вала каждой оправки.
В результате при переходе на изготовление трубопровода другого диаметра настройку сварочного узла в новом положении осуществляют всего двумя операциями - сварочный узел поворачивают вокруг вертикальной оси, обеспечивая при этом параллельность оси ролика средства прижима и оси приводного вала, установленного в горизонтальной плоскости. Кроме того, в случае необходимости перемещают сварочный узел по вертикали так, чтобы между цилиндрическими поверхностями ролика средства прижима и приводного вала не было зазора.
Заявляемое устройство для осуществления заявляемого способа изготовления гибких трубопроводов имеет в своем составе опору, на которой за осевую стяжку консольно закреплена сменная оправка необходимого диаметра, выбранная из комплекта оправок, предварительно собранных и настроенных под заданные типоразмеры трубопровода. Оправка состоит из двух соединенных осевой стяжкой оснований, выполненных с возможностью поворота относительно друг друга и фиксации в заданном положении. Между основаниями оправки установлены несколько валов таким образом, что их противоположные концы размещены в отверстиях (гнездах) обоих оснований, расположенных равномерно по окружностям одинакового диаметра. Верхний (приводной) вал соединен через две полумуфты с приводом вращения. Концы всех валов смещены относительно друг друга на радиальный угол «а». До этого смещения валы оправки были параллельны друг другу. На консоли опоры установлен сварочный узел, в котором объединены в единое целое средство подачи ленты, средство для установки сварочного аппарата, сварочный аппарат и средство прижима соединяемых кромок соседних витков ленты. Сам сварочный узел установлен и закреплен в положении, при котором ось ролика средства прижима параллельна оси приводного вала, а между поверхностями этого ролика и приводного вала нет зазора. От устройства-прототипа заявляемое устройство для изготовления гибких трубопроводов отличается тем, что приводной вал оправки установлен в горизонтальной плоскости. Для этого основания оправки с размещенными в них концами валов повернуты в разные стороны, каждое на радиальный угол «а/2» относительно вертикальной плоскости, проходящей через ось оправки, и закреплены на осевой стяжке в этом положении крепежными элементами. При этом концы валов на основании, ближайшем к опоре, повернуты по часовой стрелке (если смотреть на опору), а концы валов на основании, удаленном от опоры, повернуты против часовой стрелки. В результате приводной вал остался в горизонтальной плоскости, а его середина осталась на вертикали, проходящей через ось оправки. Радиальный угол «а» зависит от диаметра оправки и шага навивки ленты. Он может быть определен для конкретного типоразмера оправки расчетом или экспериментально.
Также заявляемое устройство для изготовления гибких трубопроводов отличается от устройства-прототипа тем, что сварочный узел размещен на консоли устройства с возможностью поворота вокруг вертикальной оси, проходящей через середину ролика средства прижима, середину приводного вала и ось оправки. Средство подачи ленты сварочного узла установлено в положение, при котором оно обеспечивает в процессе навивки ее подачу по касательной на поверхность приводного вала так, что середина перекрытия ее соседних витков попадает на середину верхней образующей приводного вала. При этом ось ролика средства прижима установлена параллельно оси приводного вала, а между поверхностями ролика и приводного вала нет зазора.
При изготовлении армированных трубопроводов в сварочный узел заявляемого устройства для изготовления гибких трубопроводов может быть дополнительно включено средство подачи армирующего элемента, обеспечивающее его подачу в зону перекрытия соседних витков ленты.
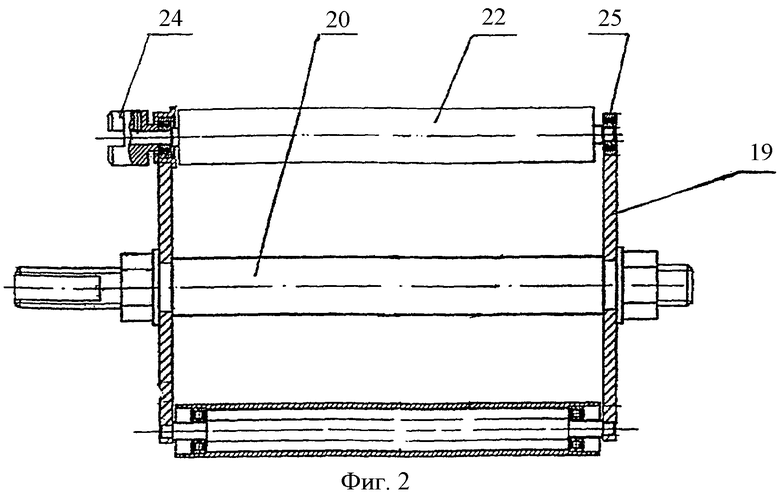
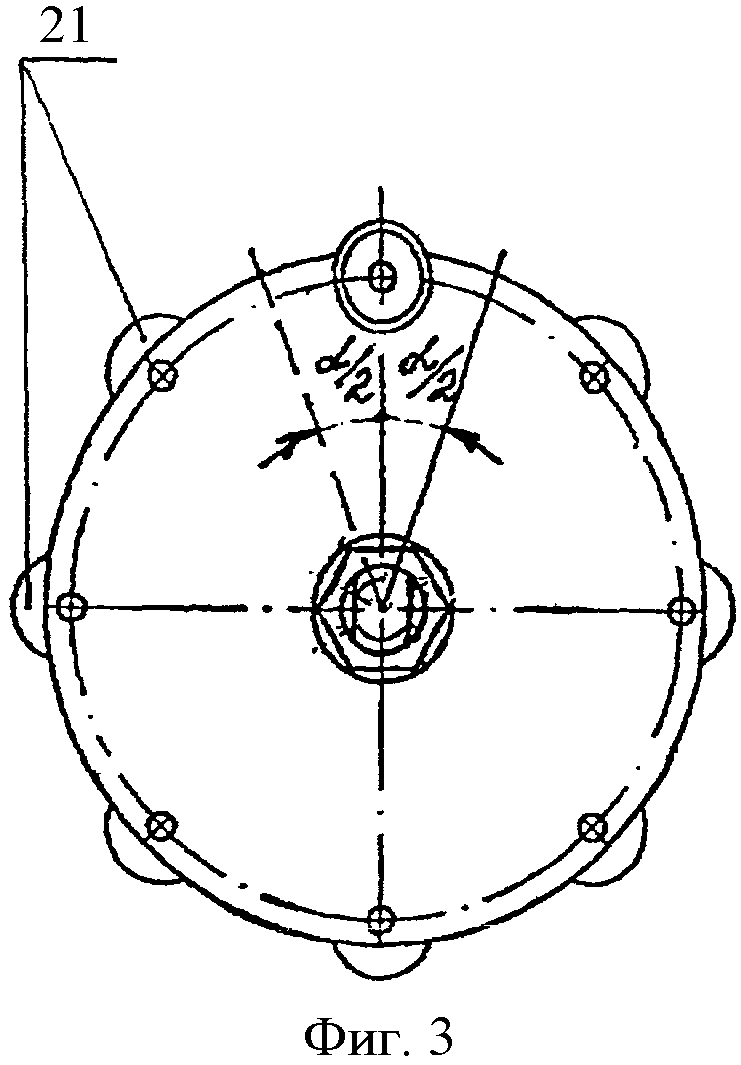
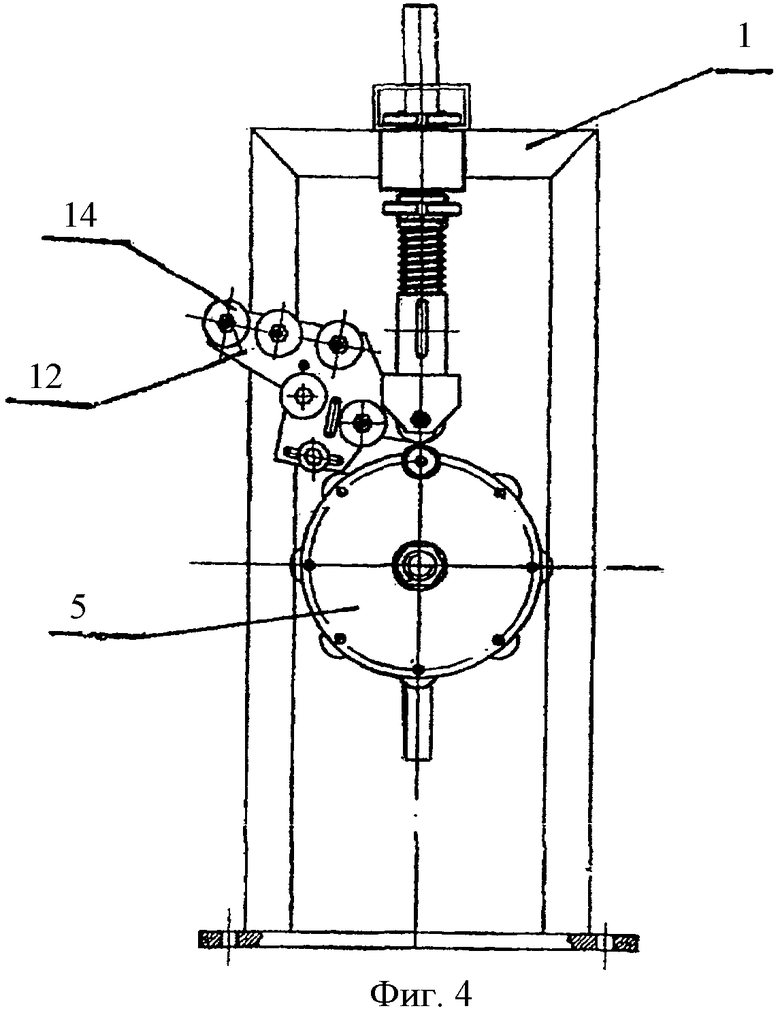
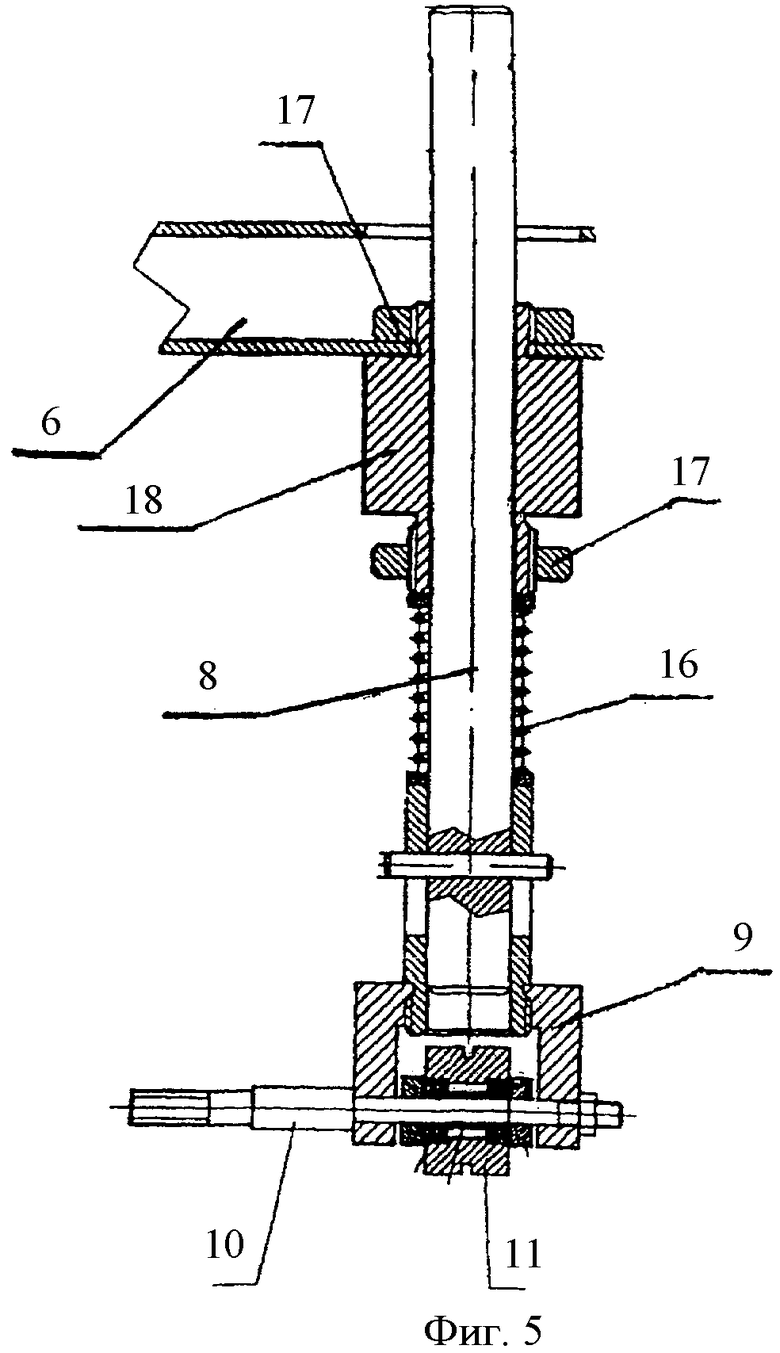
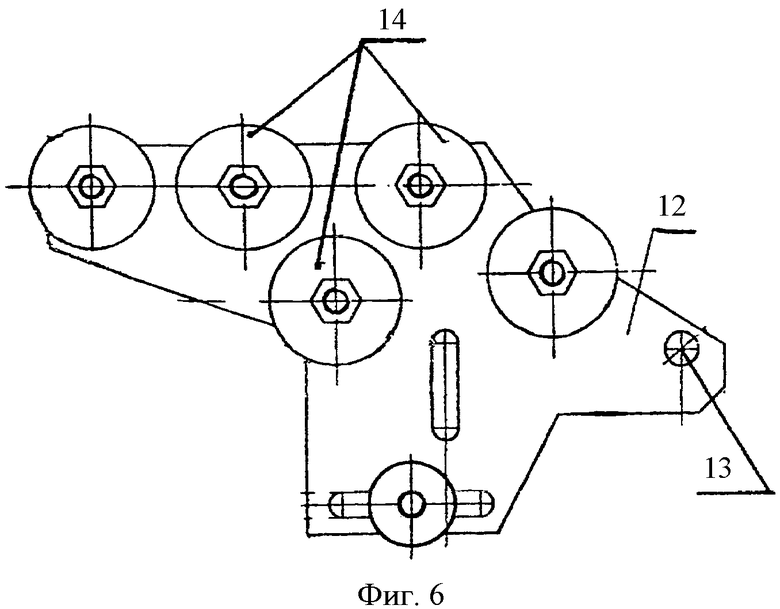
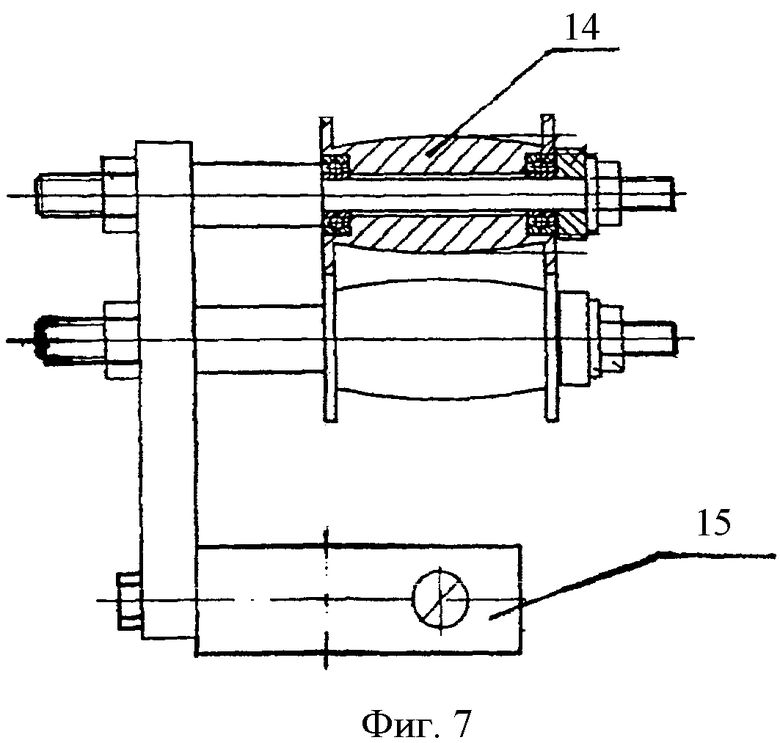
Один из вариантов реализации заявляемого устройства для изготовления гибких трубопроводов иллюстрируется чертежами, где на фиг.1 представлен общий вид устройства в сборке, на фиг.2 - общий вид оправки до настройки, на фиг.3 - то же, вид с торца, на фиг.4 - общий вид сварочного узла, на фиг.5 - средство прижима в разрезе, на фиг.6 - часть сварочного узла, на фиг.7 - то же, вид сбоку.
Устройство для изготовления гибких трубопроводов включает в себя опору 1 с основанием 2, на котором закреплен привод 3. В опоре выполнен вертикальный паз 4 для фиксации в нем и крепления осевой стяжки съемной оправки 5. На консоли 6 закреплен сварочный узел 7. Входящее в него средство прижима перекрытия соседних витков ленты 9 расположено на оси 8. В частном случае реализации устройства средство 9 выполнено в виде вилки, перемещаемой вдоль оси 8. В вилку вставлена ось 10, на которой установлен с возможностью вращения ролик 11. Средство прижима также содержит размещенные на оси 8 пружину 16 и гайку 17, предназначенные для регулирования усилия прижима ролика 11.
На оси 10 установлено основание 12, ось 10 размещена в отверстии 13 основания 12. На основании 12 размещено средство подачи ленты в виде нескольких роликов 14. При необходимости там же может быть размещено средство подачи армирующего элемента (на чертежах не показано), установленного с возможностью подачи армирующего элемента по касательной к поверхности приводного вала в зону перекрытия соседних витков ленты. Кроме того, там же размещено средство для установки сварочного аппарата (на чертежах не показано). В частном случае упомянутое средство выполнено в виде гнезда 15.
Сварочный узел 7 как единое целое размещен на консоли 6 с возможностью его перемещения по высоте и поворота в горизонтальной плоскости вокруг вертикальной оси, проходящей через середину ролика средства прижима, середину оси приводного вала 22 и ось оправки 5. При этом ось 8 закреплена на консоли с помощью крепежных элементов 17 и 18. Сам сварочный узел зафиксирован на этой оси в положении, при котором средство подачи ленты обеспечивает во время навивки подачу ленты по касательной на поверхность приводного вала так, что середина перекрытия ее соседних витков попадает на середину верхней образующей приводного вала, а ось 10 ролика 11 средства прижима параллельна оси приводного вала. При этом между поверхностями ролика и приводного вала нет зазора. В случае необходимости сварочный узел может быть удален из устройства путем снятия оси 8 с консоли 6.
При изготовлении длинных трубопроводов может быть установлено на консоли опоры дополнительное, аналогичное основному, средство прижима 23 или на оси ролика средства прижима размещен дополнительный ролик.
Съемная оправка 5 собирается как единое целое. Ее два основания 19 выполнены с возможностью поворота относительно друг друга и соединены между собой осевой стяжкой 20. Между основаниями оправки размещены несколько валов 21 таким образом, что их противоположные концы установлены в отверстиях 25 оснований, а сами валы расположены равномерно по окружностям одинакового диаметра. Верхний вал 22 оправки соединен полумуфтой 24 с ответной полумуфтой вала привода вращения 3 и является приводным, выполняет функцию рабочего вала, на котором с использованием сварочного аппарата и ролика средства прижима производят неразъемное соединение соседних витков ленты. Основания оправки с размещенными в них концами валов повернуты в разные стороны, каждое на радиальный угол «а/2» относительно вертикальной плоскости, проходящей через ось оправки, и закреплены на осевой стяжке в этом положении крепежными элементами. При этом концы валов на основании, ближайшем к опоре, повернуты по часовой стрелке (если смотреть на опору), а концы валов на основании, удаленном от опоры, повернуты против часовой стрелки. В результате приводной вал остался в горизонтальной плоскости, а середина его оси осталась на вертикали, проходящей через ось оправки. Радиальный угол «а» зависит от диаметра оправки и шага навивки ленты. Он может быть определен для конкретного типоразмера оправки расчетом или экспериментально.
Конструкция оправки 5 позволяет настраивать ее на заданный типоразмер трубопровода предварительно, в том числе вне устройства для изготовления гибких трубопроводов. Возможна предварительная сборка необходимого комплекта оправок, каждая из которых соответствует заданному типоразмеру трубопровода. Оправки разных типоразмеров выполняют с размерами, обеспечивающими после их установки в пазу опоры постоянное расстояние от середины оси приводного вала каждой оправки до опоры.
Таким образом, в заявляемом устройстве независимо от типоразмера оправки 5 ее приводной вал 22 всегда находится в горизонтальной плоскости, а вертикальная ось, относительно которой сварочный узел имеет возможность поворота, всегда находится на постоянном расстоянии от опоры. Все это позволяет значительно упростить настройку сварочного узла в необходимое рабочее положение, в том числе и его перенастройку при переходе на изготовление трубопровода другого диаметра, уменьшить затраты времени на их проведение и, соответственно, сократить простой в работе устройства.
Заявленный способ реализуется в заявляемом устройстве следующим образом.
Устанавливают и закрепляют в пазу опоры осевую стяжку оправки выбранного типоразмера в рабочее положение, при котором полумуфта приводного вала состыкуется с полумуфтой вала привода вращения.
Затем устанавливают сварочный узел на консоли опоры в положение, при котором вертикальная ось, вокруг которой сварочный узел имеет возможность его поворота, проходит одновременно через середину ролика средства прижима, середину оси приводного вала и ось оправки, а между роликом и приводным валом нет зазора. В этом положении закрепляют сварочный узел на консоли. После этого поворачивают сварочный узел вокруг вертикальной оси и фиксируют его в положении, при котором ось ролика средства прижима параллельна оси приводного вала. Затем средство подачи ленты сварочного узла устанавливают так, чтобы при спиральной навивке ленты середина перекрытия ее соседних витков попадала по касательной на середину верхней образующей приводного вала.
После этого включают привод и на вращающийся приводной вал оправки касательно к его поверхности подают ленту. Лента может быть целиком изготовлена из материала, способного к созданию неразъемного соединения. Например, из термопластичного материала. Также могут использовать ленту, у которой, по меньшей мере, на один край нанесен слой материала, способного к созданию неразъемного соединения.
Для соединения накладываемых друг на друга краев ленты между ними подают из сварочного аппарата горячий воздух, которым разогревают ленту. При прохождении разогретых краев ленты под роликом средства прижима происходит их соединение. Для соединения накладываемых друг на друга краев ленты с учетом свойств используемого материала, способного к созданию неразъемного соединения, могут использоваться и другие средства. Например, сварка высокочастотной головкой, склеивание и т.п.
Расположенные под углом к оси оправки ее валы при навивке ленты на оправку создают осевую силу, сдвигающую образовавшийся после соединения витков ленты трубопровод в сторону свободного основания оправки.
При изготовлении длинных трубопроводов устанавливают на консоли опоры дополнительное, аналогичное основному, средство прижима или на оси ролика средства прижима размещают дополнительный ролик.
При переходе на изготовление нового типоразмера гибкого трубопровода освобождают осевую стяжку оправки от крепежных элементов, закрепивших осевую стяжку оправки в пазу опоры, и снимают оправку с опоры в собранном и настроенном состоянии.
Затем берут заранее собранную и настроенную оправку требуемого типоразмера, вставляют ее осевую стяжку в паз опоры и поднимают оправку до состыковки полумуфты приводного вала с полумуфтой вала привода. После этого поворачивают сварочный узел вокруг его оси и фиксируют в положении, при котором ось ролика средства прижима станет параллельна оси приводного вала. После этого устройство готово к изготовлению трубопровода другого типоразмера.
Как показано выше, заявляемый способ изготовления гибких трубопроводов и устройство для его осуществления позволяют значительно упростить операции настройки сварочного узла в рабочее положение, в том числе и его перенастройку при переходе на изготовление трубопровода другого типоразмера, сократить до минимума затраты времени на их проведение и, соответственно, сократить простои в работе устройства, а следовательно, повысить производительность и снизить себестоимость изготовления гибких трубопроводов.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГИБКОГО ТРУБОПРОВОДА, ОПРАВКА И СВАРОЧНЫЙ УЗЕЛ | 2006 |
|
RU2310119C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГИБКОГО ТРУБОПРОВОДА | 2006 |
|
RU2321790C1 |
| РУКАВ, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2007654C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГИБКОГО ТРУБОПРОВОДА | 2007 |
|
RU2344330C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКИХ ТРУБОПРОВОДОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2294463C1 |
| ТРУБОПРОВОД И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2177099C1 |
| Автомат для навивки магнитопроводов | 1983 |
|
SU1191958A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГИБКОЙ МНОГОСЛОЙНОЙ ТРУБЫ | 2009 |
|
RU2430289C2 |
| ВСАСЫВАЮЩАЯ НАСАДКА | 2006 |
|
RU2317487C1 |
| СТОЛ ДЛЯ ТЕРМИЧЕСКОЙ РЕЗКИ ЛИСТОВОГО МАТЕРИАЛА | 2006 |
|
RU2325251C2 |
Изобретение относится к оборудованию для изготовления гибких трубопроводов. Способ включает спиральную навивку ленты с перекрытием кромок ее соседних витков на съемную сменную оправку выбранного типоразмера, скрепление соседних витков ленты с образованием трубопровода и съем его с оправки. Ленту подают по касательной на середину верхней образующей поверхности установленного в горизонтальной плоскости приводного вала. При переходе на другой типоразмер трубопровода снимают прежнюю оправку, осевую стяжку новой оправки вставляют в паз опоры, оправку поднимают до состыковки с валом привода и закрепляют осевую стяжку оправки в пазу опоры. Затем поворачивают сварочный узел вокруг вертикальной оси и фиксируют в положении, при котором ось прижимного ролика параллельна оси приводного вала, а между роликом и валом нет зазора. В устройстве к опоре прикреплена за осевую стяжку съемная оправка. Между основаниями оправки установлены несколько валов. Их концы размещены в отверстиях обоих оснований и смещены относительно друг друга на радиальный угол. Верхний (приводной) вал установлен горизонтально. На опоре установлен сварочный узел, объединяющий в единое целое средство подачи ленты, средство для установки сварочного аппарата, сварочный аппарат и средство прижима. Сварочный узел установлен с возможностью его перемещения по высоте, поворота в горизонтальной плоскости относительно вертикальной оси, проходящей через середину прижимного ролика, середину оси приводного вала и ось оправки, и фиксации в положении, при котором средство подачи ленты обеспечивает во время навивки ее подачу по касательной к поверхности приводного вала так, чтобы середина перекрытия соседних витков ленты попадала на середину приводного вала. Технический результат - упрощение и ускорение переналадки при переходе с изготовления одного диаметра трубопровода на другой. 2 н. и 2 з.п. ф, 7 ил.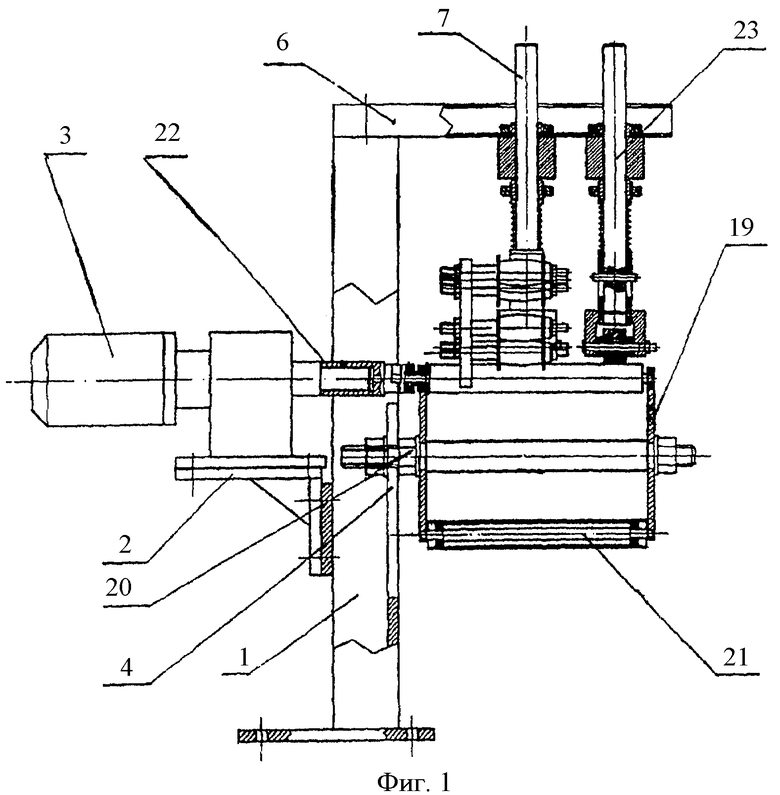
1. Способ изготовления гибких трубопроводов, включающий спиральную навивку ленты с перекрытием кромок ее соседних витков на консольно установленную на опоре сменную оправку необходимого диаметра, выбранную из комплекта оправок, предварительно собранных и настроенных под заданные типоразмеры трубопровода, скрепление сварочным узлом соседних витков ленты с образованием трубопровода и съем его с оправки, состоящей из набора валов, верхний из которых является приводным, причем концы валов оправки равномерно размещены по окружностям равного диаметра и смещены на радиальный угол относительно друг друга, а сварочный узел, как единое целое, объединяет средство подачи ленты, средство для установки сварочного аппарата, сварочный аппарат и средство прижима, отличающийся тем, что сварочный узел устанавливают и закрепляют на консоли опоры в положении, при котором вертикальная ось, вокруг которой поворачивают сварочный узел, проходит одновременно через середину ролика средства прижима, середину установленного в горизонтальной плоскости приводного вала и через ось оправки, при этом средство подачи ленты в сварочном узле устанавливают так, чтобы лента при изготовлении трубопровода подавалась по касательной на приводной вал оправки и середина перекрытия ее соседних витков попадала на середину верхней образующей приводного вала оправки, затем сварочный узел поворачивают вокруг вертикальной оси, обеспечивая параллельность оси ролика средства прижима и оси приводного вала оправки, а также перемещают сварочный узел по вертикали так, чтобы между роликом средства прижима и приводным валом оправки не было зазора, кроме того, сменные оправки разных типоразмеров выполняют с размерами, обеспечивающими при их установке в пазу опоры, постоянное расстояние от опоры до середины приводного вала каждой оправки.
2. Устройство для изготовления гибких трубопроводов путем спиральной навивки ленты с перекрытием ее соседних витков, включающее опору, на которой за осевую стяжку консольно закреплена в заданном положении сменная оправка необходимого диаметра, выбранная из комплекта оправок, предварительно собранных и настроенных под заданные типоразмеры трубопровода, состоящая из двух соединенных осевой стяжкой оснований, выполненных с возможностью поворота относительно друг друга и фиксации в заданном положении, а между основаниями оправки установлены несколько валов таким образом, что их противоположные концы размещены в отверстиях (гнездах) обоих оснований, расположенных равномерно по окружностям одинакового диаметра, верхний (приводной) вал соединен с приводом вращения двумя полумуфтами, концы всех валов смещены относительно друг друга на радиальный угол, на консоли опоры установлен сварочный узел, в котором объединены в единое целое средство подачи ленты, средство для установки сварочного аппарата, сварочный аппарат и средство прижима, при этом сварочный узел установлен и закреплен в положении, при котором ось ролика средства прижима параллельна оси приводного вала, а между поверхностями ролика средства прижима и приводного вала нет зазора, отличающееся тем, что приводной вал оправки установлен в горизонтальной плоскости, а сварочный узел размещен на консоли устройства с возможностью его перемещения по высоте и поворота в горизонтальной плоскости относительно вертикальной оси, проходящей одновременно через середину ролика средства прижима, середину приводного вала и ось оправки, а также фиксации при этом сварочного узла в положении, при котором средство подачи ленты обеспечивает во время навивки ее подачу по касательной к верхней образующей поверхности приводного вала так, что середина перекрытия соседних витков ленты попадает на середину верхней образующей приводного вала.
3. Устройство для изготовления гибких трубопроводов по п.2, отличающееся тем, что сменные оправки разных типоразмеров выполнены с размерами, обеспечивающими при их установке в пазу опоры постоянное расстояние от опоры до середины приводного вала каждой оправки.
4. Устройство для изготовления гибких трубопроводов по п.2, отличающееся тем, что его сварочный узел оснащен средством подачи армирующего элемента, установленного с возможностью подачи армирующего элемента по касательной к верхней образующей поверхности приводного вала в зону перекрытия соседних витков ленты.
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКИХ ТРУБОПРОВОДОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2294463C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГИБКОГО ТРУБОПРОВОДА, ОПРАВКА И СВАРОЧНЫЙ УЗЕЛ | 2006 |
|
RU2310119C1 |
| Устройство для облегчения отпуска тормоза системы Матросова | 1939 |
|
SU57418A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГИБКОГО ТРУБОПРОВОДА | 2007 |
|
RU2344330C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГИБКОГО ТРУБОПРОВОДА | 2006 |
|
RU2321790C1 |
| US 3532580 А, 06.10.1970. | |||

