1
(21) 4389857/30-12 (22} 090388 (46) 30.0590 Бюл. № 20
(71)Проектнс конструкторское бюро Управления местной промышленности Гродненского облисполкома
(72)С И Канунников
(53)676.8 05(0888)
(56)Авторское свидетельство СССР № 163065, кл В 31 В 19/26, 1964
(54)СПОСОБ ИЗГОТОВЛЕНИЯ ПАКЕТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
(57)Изобретение относится к производству бумажных изделий путем механической обработки заготовок и может быть использовано при изготовлении плоских пакетов Целью изобретения является упрощение процесса изготовления пакетов, упрощение конструкции и повышение надежности работы устройства Способ включает проклейку и загибку клапанов заготовки, которую производят в процессе вывода заготовки нз магазина посредством вакуумного захвата, которым осуществляют фиксацию заготовки по периметру ее поверхности, образующей внешнюю сторону пакета. Механизм для формования пакетов выполнен в виде шарнир- ны подпружиненных загибочных пластин, установленных на вакуумной подложке ав- тооператорл и взаимодействующих с кулачками и подпружиненными загибателями рамы Щели вакуумной подложки расположены по периметру ее рабочей плоскости. Подложка закреплена на автооператоре посредством шарнира и поры дугообразных пружин Клише клеевого механизма совершает возвратно-вращательное движение и установлено на валу, имеющем ось вращения, перпендикулярную оси вращения автооператора На рабочих шейках шариковых клеевых клапанов установлены эластичные втулки, выступающие за рабочие торцы клеевых клапанов. Вторая пара транспортных валиков имеет окружную скорость, большую чем валики первой пары, и выполнена из материала с низким коэффициентом трения скольжения. 2 с.п. и 3 з.п. ф-лы, 6 ил.
(Л

| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТ ДЛЯ УПАКОВКИ ФОТОБУЛ\АГИ | 1966 |
|
SU180958A1 |
| Загибочная машина для краев кожи | 1946 |
|
SU81859A1 |
| Машина для изготовления клееных пакетов из нарезанных заготовок бумаги | 1958 |
|
SU121336A1 |
| Автомат Бернштейна Г.Д. для изготовления заготовок бумажных масляных фильтров | 1956 |
|
SU1178624A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПАКЕТОВ | 1970 |
|
SU283822A1 |
| Способ изготовления переплетной крышки и устройство для его осуществления | 1990 |
|
SU1757915A1 |
| Машина для крытья обложками штукованных заготовок переплетных крышек | 1960 |
|
SU135075A1 |
| Приспособление для загибания траверз электронных ламп | 1936 |
|
SU51193A1 |
| Устройство для изготовления бортовых коробок | 1989 |
|
SU1726280A1 |
| УНИВЕРСАЛЬНАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ШТУКОВАННЫХ И Т.П. КНИЖНЫХ ПЕРЕПЛЕТОВ | 1948 |
|
SU80353A1 |
Изобретение относится к производству бумажных изделий путем механической обработки заготовок и может быть использовано при изготовлении плоских пакетов. Целью изобретения является упрощение процесса изготовления пакетов, упрощение конструкции и повышение надежности работы устройства. Способ включает проклейку и загибку клапанов заготовки, которую производят в процессе вывода заготовки из магазина посредством вакуумного захвата, которым осуществляют фиксацию заготовки по периметру ее поверхности, образующей внешнюю сторону пакета. Механизм для формования пакетов выполнен в виде шарнирных подпружиненных загибочных пластин, установленных на вакуумной подложке автооператора и взаимодействующих с кулачками и подпружиненными загибателями рамы. Щели вакуумной подложки расположены по периметру ее рабочей плоскости. Подложка закреплена на автооператоре посредством шарнира и пары дугообразных пружин. Клише клеевого механизма совершает возвратно-вращательное движение и установлено на валу, имеющем ось вращения, перпендикулярную оси вращения автооператора. На рабочих шейках шариковых клеевых клапанов установлены эластичные втулки, выступающие за рабочие торцы клеевых клапанов. Вторая пара транспортных валиков имеет окружную скорость, большую чем валики первой пары, и выполнена из материала с низким коэффициентом трения скольжения. 2 с.п. и 3 з.п. ф-лы, 6 ил.
Изобретение относится к производству бумажных изделий путем механической обработки заготовок и может быть использовано при изготовлении плоских пакетов.
Целью изобретения является упрощение процесса изготовления пакетов, упрощение конструкции и повышение надежности работы устройства
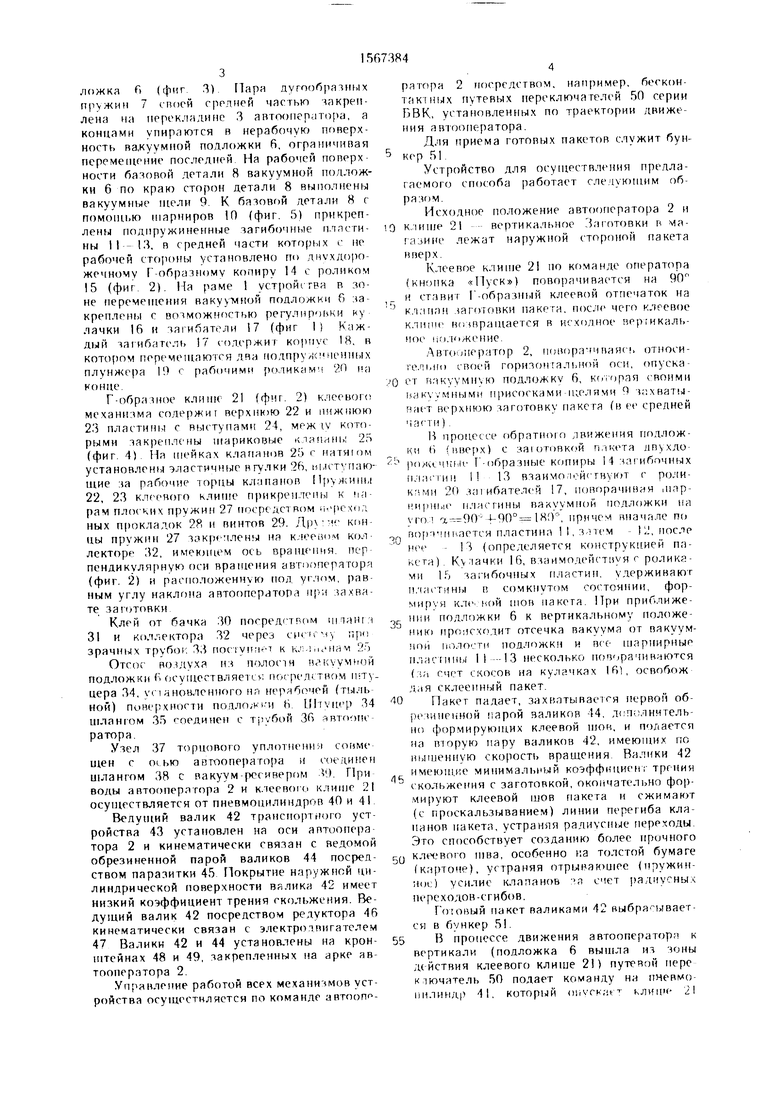
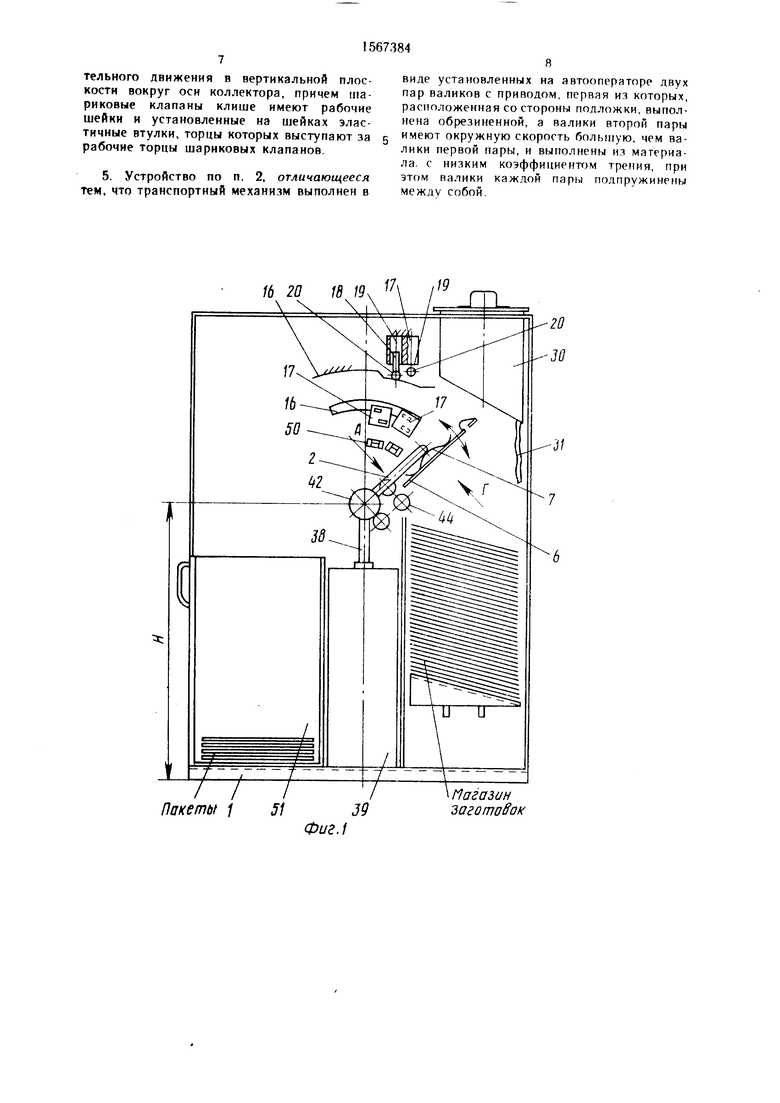
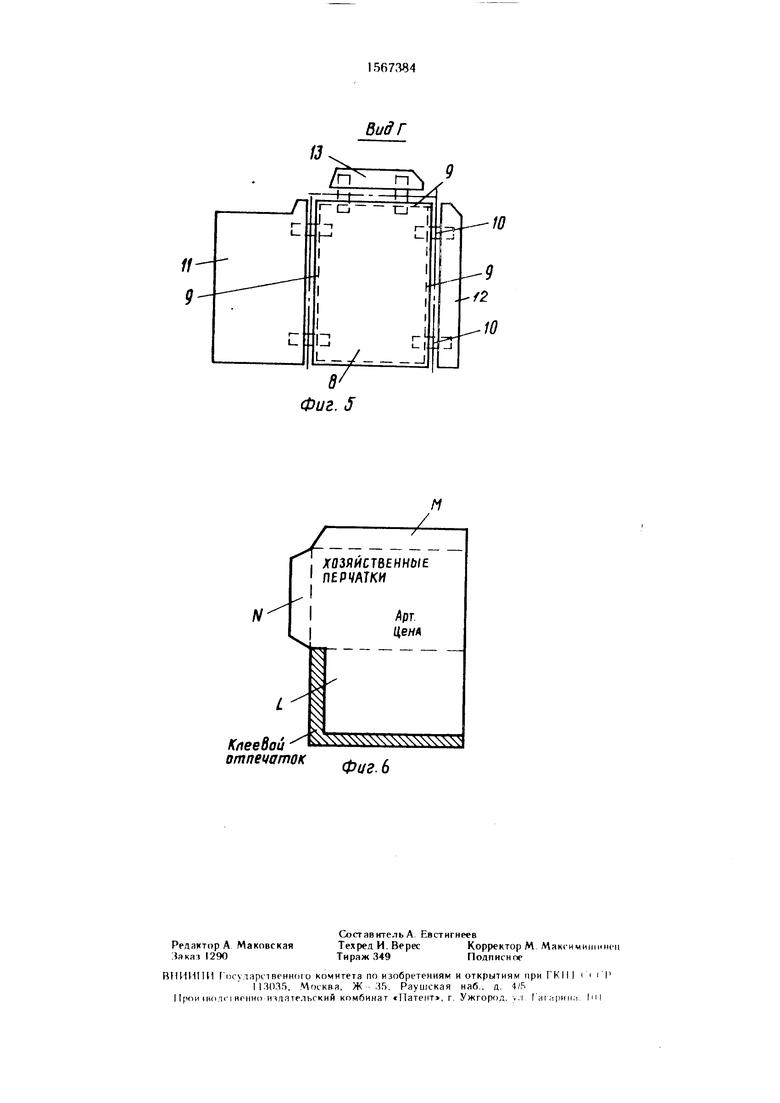
На фиг 1 схематически изображено устройство для осуществления способа; на фиг. 2 - вид А на фиг 1; на фиг 3 - разрез Б--Б на фиг 2. на фиг. 4 - разрез В- В на фиг. 2; на фиг 5 вид Г на фиг I; на фиг. 6 - заготовка пакета.
Способ изготовления пакетов заключается в проклейке и выводе заготовки из магазина посредством вакуумного захвата, в процессе которого осуществляют загибку клапанов заготовки при ее фиксации. Фиксацию заготовки осуществляют по периметру ее поверхности, образующей внешнюю сторону пакета, посредством вакуумного захвата.
Устройство содержит раму 1, на которой на расстоянии Н от уровня пола расположена горизонтальная ось вращения автооператора 2, имеющего П-образную трубчатую конструкцию. На перекладине 3 автооператора 2 посредством шарнира в виде двух Г-образных кронштейнов 4 и планки 5 установлена с возможностью проворота и вертикального перемещения вакуумная подел
оэ i
00 00 4ъ
ложка Г (фиг 3) Пара дугообразных пружин 7 своей средней частью закреплена на перекладине 3 автооператора, а концами упираются в нерабочую поверх- ность ва.куумной подложки 6, ограничивая перемещение последней На рабочей поверх ногти базовой детали 8 вакуумной подложки 6 по краю сторон детали 8 выполнены вакуумные щели 9 К базовой детали 8 с помощью шарниров 10 (фиг. 5) прикреплены подпружиненные загибочные гпасги- ны II 1,4, в средней части которых с не рабочей стороны установлено по днухдоро- жечному Г образному копиру 14 с роликом 15 (фиг 2) На раме 1 устройства в зоне перемещения вакуумной подложки 6 ta креплены с возможностью регулировки ку лачки 16 и за ибатеди 17 (фиг 1} Каждый загибатель 17 (одержи г корпхс 18, в котором перемещаются дча иодпру/к пенных плунжера г рабочим ротикам1- П па конце
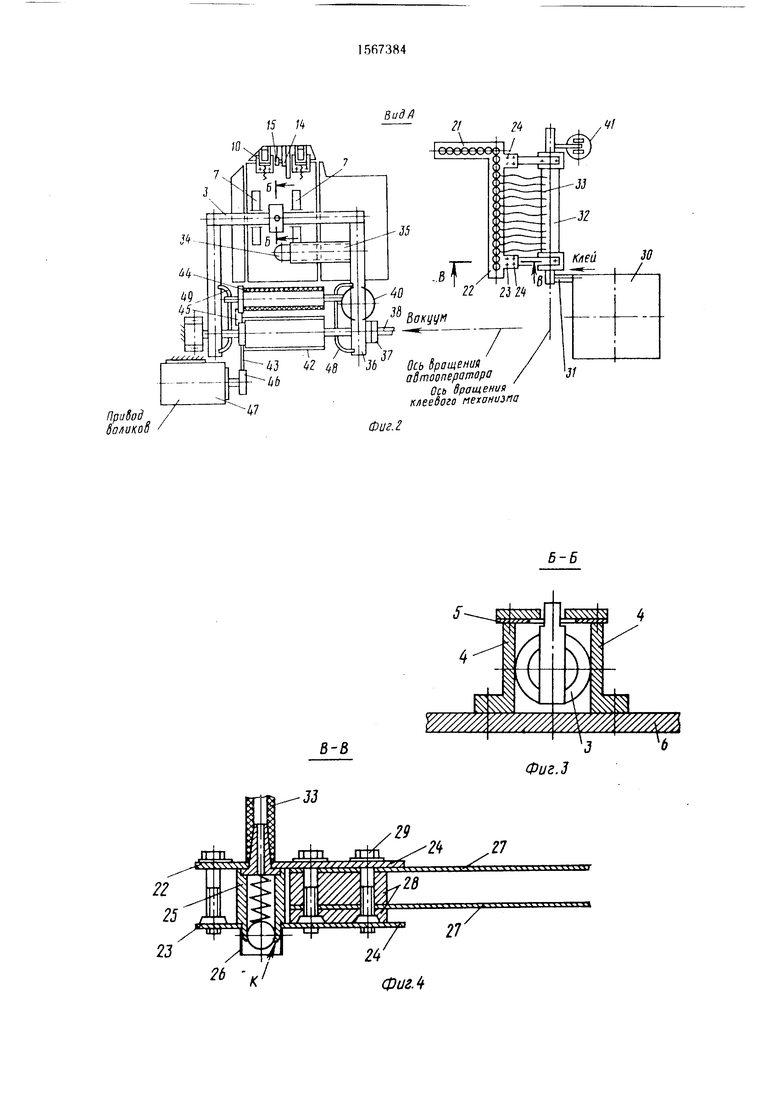
Г-образное клинк 21 (фиг 2) клеевом1 механизма содержит верхнюю 22 и нижнюю 23 пластины с выступами 24, меж iv которыми закреплены шариковые к тачаны 2г (фиг 4) На шейках клапанов 2Т г натяюм установлены эластичные втулки 2Ь, ныст ччаю- щие ia рабочие торцы клапанов Пружины 22, 23 клееного клише прикреплены к чл рам плоских пружин 27 посредством .,. ных прокладок R и винтов 29. кпн цы пружин 27 закреплены на к кол лекторе 32, имекмцем ось вращения пер пендикулярную оси вращения авпмпера горя (фиг. 2) и расположенную под углом, рав ным углу наклона автооператора при те заютовкн
Клен от бачка 30 посредством пилим 31 и коллектора 32 qepej .ч про
ЗрЗЧНЫХ грубо ЗЛ ПОС УПЧ -1 К KJ Ьи-НпМ L )
Отсос воiдух из полос 14 подложки Г, осуществляет ел, nor редствоч цера 34, у 1ановленного нп нерабочей (тыль ной) поверхности поило,ь 1-й h 34 шлангом 35 соединен с Tj v6ofi 36 йвюопе ратора
Узел 37 торцового уплотнени) сонме щен с осью автоопера гора и соединен шлангом 38 с вакуум ресивером V) При воды автооперл гора 2 и клеевою клише 21 осуществляется от пневмоцнлиндров 40 и 41
Ведущий валик 42 транспортного устройства 43 установлен на оси автоопера тора 2 и кинематически связан с ведомой обрезиненной парой валиков 44 посредством паразитки 45 Покрытие наружной цилиндрической поверхности валика 42 имеет низкий коэффициент трения скольжения. Ведущий валик 42 посредством редуктора 46 кинематически связан с электрощита гелем 47 Валики 42 и 44 установлены на кронштейнах 48 и 49, закрепленных на арке автооператора 2
Управление работой всех механизмов устройства осуществляется по команде автооп ратора 2 посредством, например, бескон- ьчкпшх путевых переключателей 50 серии БВК, установленных по траектории движения авюоператора
Для приема готовых пакетов служит бун- кер 51
Устройство для осуществления предлагаемого способа работает обра ЗОМ
Исходное положение автооператора 2 и Q к imije 21 вертикальное Заготовки в ма- га.зине лежат наружной стороной пакета вверх
Клеевое клише 21 по команде оператора (кнопка ) поворачивается на 90° и стпви Г-обратный клеевой отпечаток на } к п.тан «агоювки пакета, после чего клеевое клише но шращается в исходное вергикаль- мое положение
jiiepn гор 2, поворачиваясь от носи- пыльно своей горизонтальной оси,
О ОГ М. ПОДЛОЖКУ 6, КГлОрЛЯ СВОИМИ
никл. мными присосками щелями зг.хваты- рает верхнюю чагоговку пакета (и ее средней час 1 и)
В процессе обратною движения подложки 6 (вверх) с заттовкой п жета - рожлчшн- I образные копиры 14 а1ибочных n.iacinii II 13 взаимо гйс гв ют с роли- К 1ми 20 iai ибателс й 17, новорачивия щлр- нирнЬ е пластины вакуумной подложки на го -1-90° 18ГГ, причем вначале по во)тчп ается пластина 1 I, змем 12, после (определяется конструкцией пакета) К 1ачки 16, взаимодействуя роликами 15 загибочных пластин, удерживают пластины в СОМКНУТОМ состоянии, фор- кле ьой нов пакета При приближении подложки 6 к вертикальному положению пронсхотит отсечка вакуума от вакуумной подойти подложки и все шарнирные пласшиы II -13 несколько поворачиваются ( i, i СЧРТ i косов на кулачках 16, освобож ;i,iH склеенный пакет
Пакет падает, захватывается первой об- (иминенной ьарой валиков 44, дп.мнительно формирующих клеевой тон, и полается на вторую пару валиков 42, имеющих по нышенную скорость вращения Валики 42 имеющее минимальный коэффнциен; трении скольжения с заготовкой, окончательно формируют клеевой шов пакета и сжимают (с проскальзыванием) линии перегиба клапанов пакета, устраняя радиусные переходы Это способствует созданию более прочного клеевого шва. особенно на толстой бумаге (кгфючр), устраняя отрывающее (пружинное) усилие клапанов смет переходов-сгибов.
Гсновый пакет валиками 42 выбранывает- ся в бункер 51
В процессе движения автооператор; к вертикали (подложка 6 вышла из зоны действия клеевого клише 21) путевой пере ктючатель 50 подает команду на пчевмо цилиндр 41, который oiivck.-it-т клише 2
0
5
0
Ь
0
5
на верхнюю заготовку пакета, нанося клееной отпечаток Параллельная работа ав- тооператора и клееного механизма повышает производительность устройства, сокращая такт выпуска пакета Клеевое клише 21 возвращается в исходное положение, поеме чего автооператор начинает новый никл
Для устранения погрешностей установки заготовок пакета и неравномерности их подачи в зону захвата вакуумной подложкой 6 подвеска вакуумной подложки (под- пружиненный шарнир) и клеевого клише 21 (две пары плоских пружин, обеспечивающих строго вертикальное перемещение шариковых клапанов 251 выполнены плавающими
Компенсировать перекос установки клеевого клише по отношению к заготовке позволяют и пластичные, втулки 26, выступающие ia рабочие- торцы К клапанов 25 Данные втулки строго дозируют посгупле клея на заютовку (независимо от консистенции клея) чго исключает выход клея из-под клапанов пакета и взаимную склейку пакетов межчл собой в бункере 51
подложка
клееное клише
1
603 } 74
120X28 Г)
90X255
25X255
25X120
детали с шагом
полцены быстросьемными Это иозподи г обес гкчигь более по загрузку обор тоняния уменьшить капитальные вложении, ишзть стоимость обсл жн вания и повысить возмож ность предприятий при внедрении новой штучной про.тлкпни
Пример Выполнен макет вакуумной под ложки и проведен эксперимент по ичгогов ленин; плоских бчмажных пакетов
Клемдекстрин по ГОСТ
(консистенции жичкой сметаны)
Размеры подложки, ммбазовая деталь
клапан
клапан М
клапан
По периметру базовой
50 мм выполнены вакуумные отверстия
03,0 мм на расстоянии 5 мм от края базовой детали
Клапаны на базовой детали закреплены посредством шарниров (начало Ябрик)
Рабочее давление в вакуумной системе
11000 Па (0,1 1 кгс/см2)
Из стандартных бумажных заготовок было изготовлено 25 бумажных пакетов Качество пакетов хорошее (отклонение края клапана от номинального расположения ± 3 мм)
Качество склейки хорошее (контролировалось по методике п. 4.6 ГОСТ 24370- 80).
Точность геометрических размеров пакетов можно повысить (отклонение края клапана от номинального расположения -
5
10
15
0
30
,
50
55
не более -± 1 мм) путем расположения вакуумных шелен на расстоянии до 1.5 мм от края базовой детали и более точного изготовления шарнирных соединений.
Формула изобретения
1Способ изготовления пакетов, .заключающийся в выводе заготовки посредством вакуумного захвата, проклейке и загибке клапанов заготовки при ее фиксации. отличающийся тем, что, с целью упрощения процесса изготовления, загибку клапанов производят в процессе вывода заготовки, при этом фиксацию заготовки осуществляют посредством вакуумного захвата по периметру ее поверхности, образующей внешнюю сторону пакета
2Устройство для изготовления пакетов, содержащее раму, несущую магазин для заготовок, авпюператор с вакуумными элементами для захвата заготовок, установленный с возможностью возвратно-враща- гедыюго перемещения в вертикальной плоскости, транспортный механизм, механизм нанесения клея, имеющий Г-образное клише с системой шариковых клапанов, механизм формирования пакета с загибателямн и систему управления механишами, m гичающееся тем, что, с целью упрощения процесса нз- ютовленич пакета, упрощения конструкции и повышения надежности работы, механизм формирования пам;а i одержит мганонлен- посредством шарнира и пары дугообразных пружин на автоонераторе подложку, шарнирно установленные вдоль ее сторон подпружиненные загибочные пластины, имеющие в своей средней части Г обра тын копир с роликом, и смонтированные на раме с возможностью взаимо- дейсчзия с ними неподвижные кулачки, при этом зашбателн имеют по два подпружиненных пл нжера с рабочими роликами на конце, установленные с возможностью контактирования с Г-образнымн копирами, причем подложка имеет расположенные по периметру ее поверхности щели, соединенные с выкуумными элементами.
3Устройство по п 2, отличающееся тем, что автооператор имеет перекладину, а шарнир содержит планку и расположенные по обе стороны перекладины Г-обра 1ные кронштейны, соединенные посредством винтов с планкой и подложкой
16 20 1В 19 17 I19 -1
X Х / -I .L
/ /
//
5139
Фиг Л
виде установленных на автооператоре двух пар валиков с приводом, первая из которых, расположенная со стороны подложки, выполнена обрезиненной, а валики второй пары имеют окружную скорость большую, чем валики первой пары, и выполнены из материала, с низким коэффициентом тремия, при этом валики каждой пары подпружинены между собой.
Магазин заготовок
CO
I
Co
Cn
I
СЛ
/п
119
я/
Фиг. 5
ХОЗЯЙСТВЕННЫЕ 1 ПЕР VAT/CM
N
Knee Вой отпечаток
Фиг. 6
В ид Г
п
-9
/2 10
/
М
Apr Цен
