Изобретение относится к универсальным машинам для изготовления штукованных и т.п. книжных переплетов, с совокупным применением: поворотных устройств для соединения частей переплета, магазинов для сторонок бобин для корешка и отстава, пневматических самонакладов, клеевых аппаратов, устройств для отрезания корешков, отстава к загибания краев обложки.
Описываемая универсальная машина для изготовления штукованных и т.п. книжных переплетов имеет ту отличительную особенность по сравнению с уже известными, что, с целью предотвращения образования морщин на обложке вследствие ее удлинения после нанесения клея, последующее присоединение к ней сторонок производится с выдержкой времени, для чего устройство для соединения частей переплета выполнено в виде: взаимодействующего с самонакладом цилиндра с клапанами для подачи обложек на многогранный барабан, периодически поворачивающего многогранного барабана с присосами для установки на нем обложек и корешка, взаимной их склейки и передачи с выдержкой времени на горизонтальный цепной конвейер для соединения обложек и корешка со сторонками и отставом и цепного конвейера с четырьмя квадратными ползунами с присосами, движущимися по прямоугольному контуру с выстоем по углам.
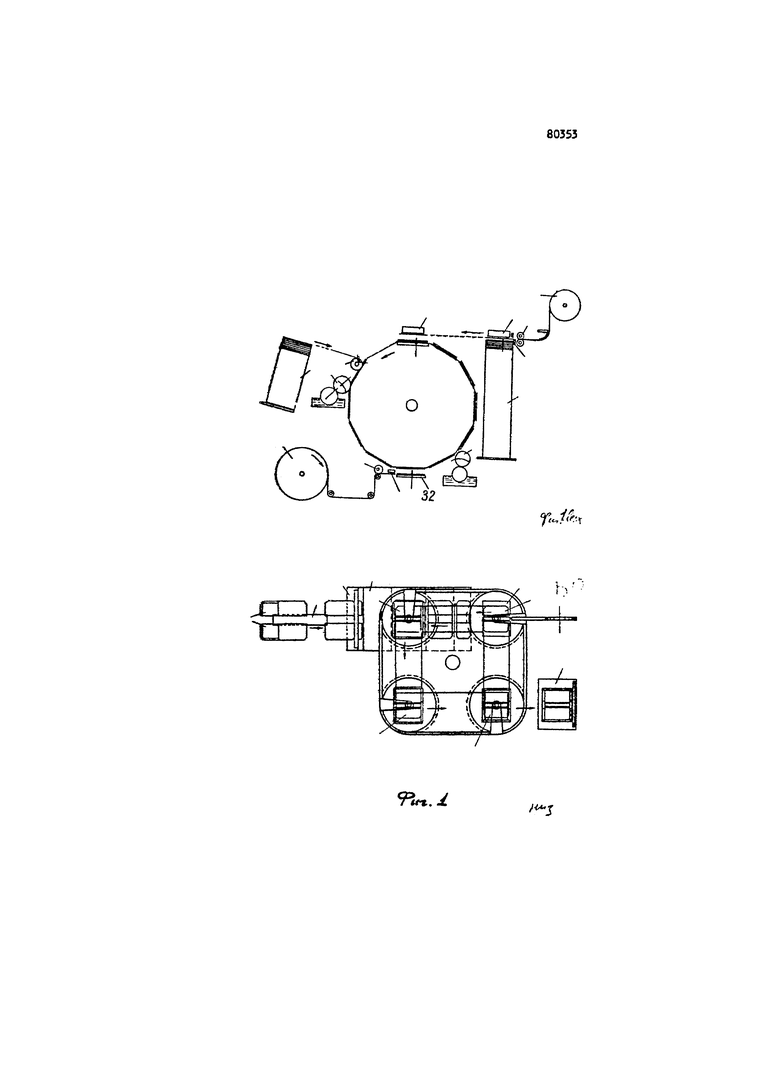
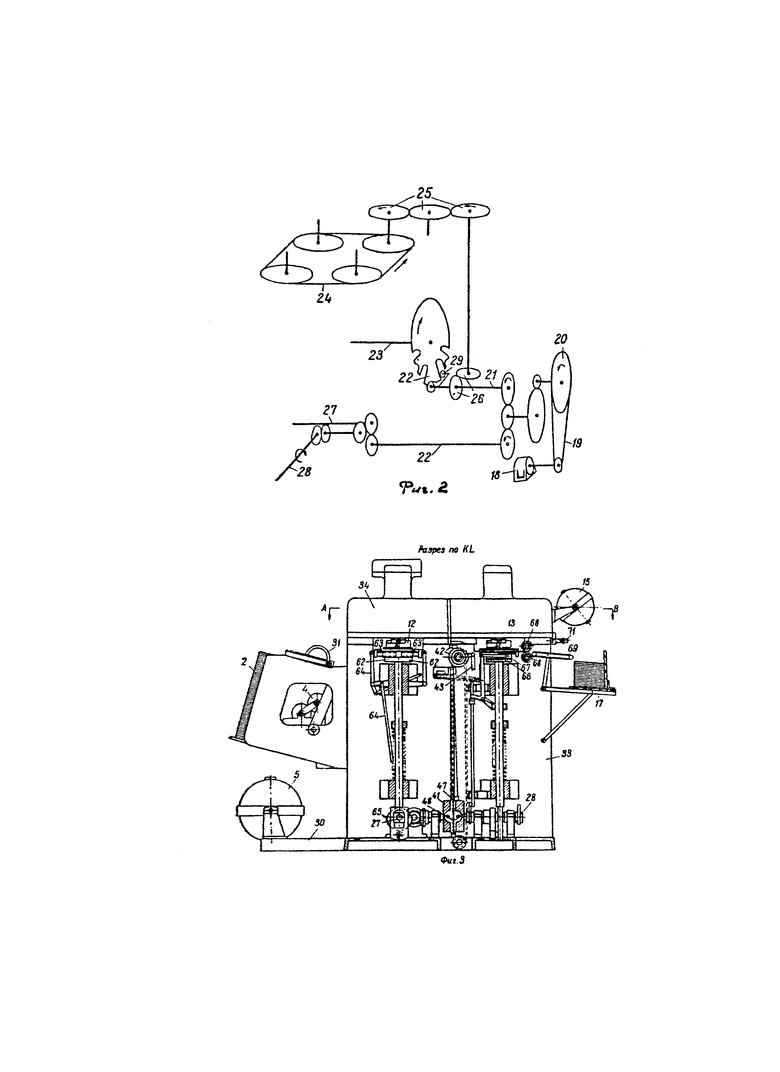
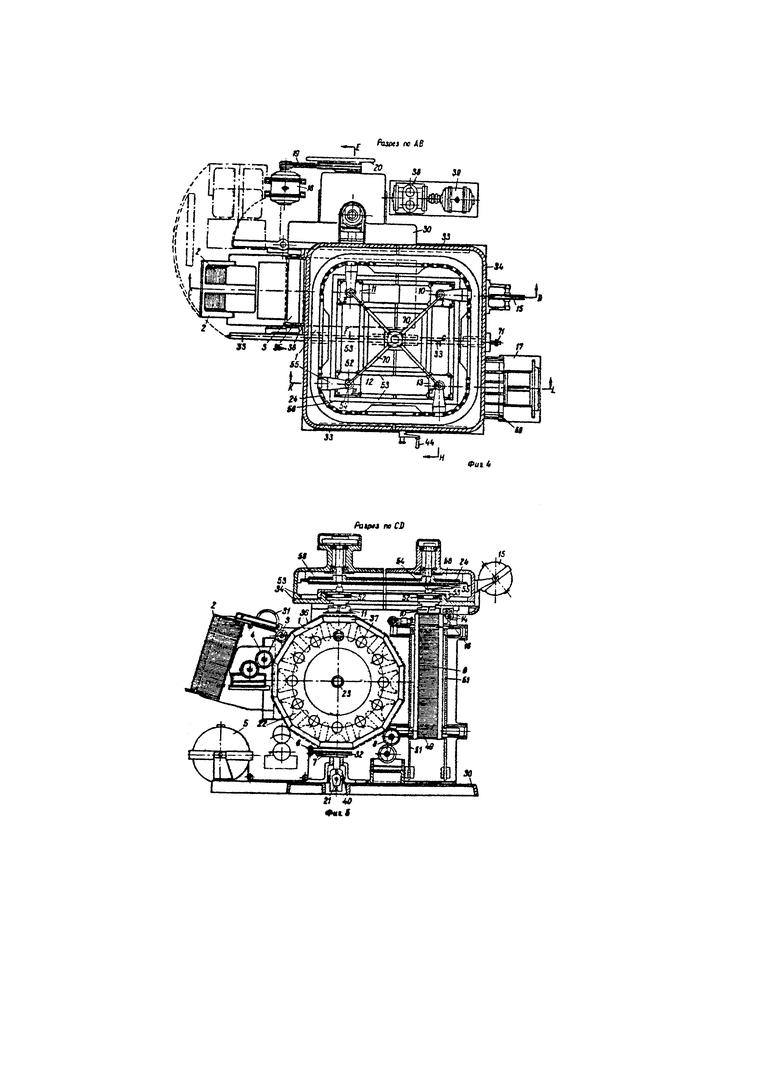
На чертеже (фиг. 1 и 1а) изображена в двух проекциях схема машины фиг. 2 - схема привода механизмов машины, фиг. 3 - вид на машину сбоку, фиг. 4 - вид ее сверху в частичном разрезе по линии АВ, фиг. 3, фиг. 5 - вертикальный ее разрез по линии CD - фиг. 4, фиг. 6 - вертикальный ее разрез по линии EFGH фиг. 4, а фиг. 7 - перспективную схему конструктивного устройства магазинов для сторонок.
Машина, в основном, предназначена для изготовления так называемых "штукованных книжных переплетов стандарта №5", однако, при замене магазина и самонакладка для отдельных обложек на соответствующее устройство для подачи цельнотканевых или цельнобумажных обложек, на машине возможно также изготовлять так называемые цельнотканевые или цельнобумажные переплеты стандартов №7 и №4.
Машина сначала производит штуковку или соединение двух предварительно заготовленных обложек с корешком, отрезаемым из бобины. После нанесения на них клея производится приклейка к ним двух предварительно заготовленных картонных сторонок и отрезаемого из бобин отстава и далее загибка краев обложки.
На фиг. 1 изображена в вертикальном разрезе и плане схема машины, состоящей: из штуковочного многогранного периодически вращающегося барабана 1 с подъемными гранями; спаренного магазина 2 для стоп обложек; не изображенного на схеме пневматического самонакладка для передачи верхних листов обложек в клапана цилиндра 3, передающего обложки к присосам граней барабана; клеевого аппарата 4 для нанесения клея на обложки; бобины 5 для корешка, периодически подаваемого валиками 6 в ножевое устройство 7 для его отрезки и подвода подъемной плитой 32 к присосам грани барабана; клеевого аппарата 8 для нанесения клея на корешок; горизонтального цепного конвейера с четырьмя квадратными ползунами 10, 11, 12, 13, движущимися по закнутому квадратному контуру с выстоем по углам спаренного магазина 9 для двух стоп сторонок, возвратно перемещающегося в вертикальном направлении и передающего верхние сторонки к присосам ползунов; бобины 15 с отставом, периодически подаваемым валиками 14 к ножам 16 для его отрезания; неизображенных на схеме винтовых загибателей, валиков и прижимных плит для загибки краев обложки и неизображенного на схеме выводного устройства для вывода готовых переплетов на приемный стол 17. Приклеивание сторонок с отставом к обложкам с корешком происходит в момент выстоя ползунов в положении П ползуна, путем приподнимания находящейся под ползуном верхней грани барабана 1.
Нa фиг. 2 изображена схема привода механизмов машины. Электродвигатель 18 посредством ременной передачи 19 вращает маховик 20, вал которого соединен шестеренчатой передачей с приводным валом 21 и главным валом 22 под штуковочным барабаном. Приводной вал 21 посредством кривошипа 29 периодически поворачивает мальтийский крест 22, закрепленный на валу 23 штуковочного барабана 1. Цепной горизонтальный конвейер 24 приводится в движение от вала 21 посредством цилиндрических шестерен 25 и конических 26.
Вал 27 для привода в движение подъемной плиты для прессования переплетов в положении Ш ползунов конвейера и вал 28 - для привода в движение подъемной плиты для прессования переплетов в положении IУ ползунов, соединены с главным валом 22 посредством шестеренчатой передачи.
Конструктивное устройство машины изображено на фиг. 3, 4, 5, 6 и 7.
Станина машины состоит из нижней плиты 30, трех стенок 33, между которыми монтирован штуковочный барабан 1 и верхней коробчатой плиты 34, в которой монтирован горизонтальный цепной конвейер 24.
Предварительно отпечатанные обложки, нарезанные по формату и с отсеченными двумя уголками, закладываются в магазины самонаклада 2, причем расстояние между магазинами устанавливается соответственно заданной ширине корешка будущего переплета. Для удобства заполнения магазинов, последний монтирован поворотно на вертикальной оси 72.
С помощью присосов 31 пара верхних обложек отделяется от стопы и переносится к клапанам накладывающего цилиндра 3. При очередном повороте штуковочного барабана 1 цилиндр 3, обкатывается обоими шестернями 35 по рейкам 36 на гранях барабана 1. Захваченная клапанами цилиндра 3 очередная пара обложек накладывается на одну из граней 37 штуковочного барабана 1, где эти обложки удерживаются присасывающими отверстиями. Для моздания вакуума применен насос 38 с электродвигателем 39. При следующем повороте штуковочного барабана эта пара обложек накатывается клеем при помощи клееного аппарата 4. Когда грань с этими обложками придет в нижнее горизонтальное положение, к ним снизу приклеивается кусок корешка, поступающий с бобины 5, при помощи периодически подающих роликов 6 и отрезанный по заданному размеру ножами 7. После того, как плита 32, приводимая в движение от кулачка 40 главного вала 22, прижмет корешок к грани барабана, он также присасывается к последней при помощи вакуума. При последующем новом повороте штуковочного барабана, происходит накатывание клеем корешка валиком клеевого аппарата 8. Наконец, после еще нескольких поворотов штуковочного барабана, грань его 37 с штукованной обложкой с корешком оказывается в верхнем горизонтальном положении клеем вверх, под ползуном II цепного конвейера, находящимся по положении П.
Для того, чтобы клеевые валы 4 и 8 и цилиндр 3 могли бы обкатываться по периметру 12-ти гранного барабана без скольжения, оси их могут параллельно перемещаться относительно оси барабана, а по краям они снабжены шестернями, обкатывающимися по рейкам 36 барабана.
С момента накатывания обложек клеем до момента наклеивания штукованной обложки на сторонки и отстав штуковочный барабан поворачивается на 300°, что соответствует по времени 10 циклам работы машины. Приняв время одного цикла 2 сек., время впитывания клея в бумагу обложек будет равным 20 сек., что соответствует оптимальному времени впитывания для окисленного крахмала. Время впитывания клея, накатанного на корешок, при тех же условиях равно 10 сек., что вполне достаточно, так как опасности морщения корешка из-за его деформации при его намокании и не существует.
Картонные сторонки закладываются в два магазина 9, расстояние между которыми устанавливается соответственно ширине корешка. Для передачи сторонок из магазинов к присосам ползунов в момент их выстоя в положении 1 оба магазина с картоном периодически поднимаются и опускаются под действием уравновешивающего груза 41 и храпового механизма 42, приводимого в движение, тягой 43 от кулачка главного вала При поднимании магазина пара верхних картонных сторонок прижимается к нижней плоскости ползуна 10 и присасывается к ней для возврата груза 41 в верхнее начальное положение предназначена рукоятка 44, приводящая в движение барабан 45. На барабан наматывается гибкая тяга 46, прикрепленная к грузу, который свободно перемещается вверх относительно приводной цепи 47, с которой он взаимодействует посредством собачек 48. Для обеспечения быстрой загрузки магазинов новой партией сторонок полки 49, для сторонок выполнены сменными с целью вдвигания их в гнезда 50 четырех бесконечных цепей 51.
Одновременно с этим ролики 14 подают с бобины 15, расположенными между магазинами 9, конец бумажной ленты отстава на необходимую длину. Лента отрезается ножами 16 и отрезок отстава также присасывается к ползуну 10, между картонными сторонками.
Цепной горизонтальный конвейер 24 снабжен четырьмя прямоугольными ползунами 10, 11, 12 и 13, движущимися без поворота по четырехугольному контуру, для чего они по углам снабжены роликами 52, обкатывающимися по направляющим 53 в виде прямоугольников, расположенных с их внешней и внутренней стороны.
Для перемещения же ползунов по прямоугольному контуру с выстоем по углам ползуны снабжены расположенными в их центре цапфами 54, шарнирно соединенными с непрерывно движущейся ведущей цепью 24 кронштейнами 55, длина плеч которых равна радиусу звездочек 56 цепи, расположенным по вершинам прямоугольного направляющего контура.
Далее ползун перемещается из положения I в положение II фиг.
В этом положении сторонки и отстав оказываются точно расположенными над штукованной обложкой, промазанной сверху клеем и находящейся на верхней грани 37 штуковочного барабана. В момент выстоя ползуна и барабана его грань 37, на которой находится промазанная клеем обложка с корешком, поднимается и обложка с корешком приклеиваются к картонным сторонкам и отставу, удерживаемым вакуумом на нижней плоскости ползуна. Для осуществления подъема грани 87 барабана монтированы на серьгах 57, шарнирно соединенных с рычагом 58 с роликом 59, взаимодействующим с клиньями 68, перемещающимися в вертикальном направлении от кулачков 61 и 21.
При следующем цикле ползун со склеенным комплектом крышки перемещается на положения II в положение III. При этом на ходу, неподвижными направляющими производится отгибание свисающих краев обложки вдоль длинных сторон крышки, кверху.
Во время выстоя ползуна с крышкой в положении III, к ним снизу принимается пресс 62 и производится окончательная загибка краев обложек и корешка на внутреннюю сторону картона и отстава посредством валиков 63, подымающихся относительно краев сторонок и движущихся над ними настречу друг другу от рычажного механизма 64, приводимого в движение от кулачков 65 вала 27.
При третьем цикле ползун с крышкой перемещается из положения III в положение IV, причем на ходу происходит отгибание кверху краев обложек вдоль коротких сторон крышки. В положении IV пресс 66 аналогичной конструкции вновь зажимает крышку, после чего происходит окончательная загибка краев обложки. В момент окончания загибки прекращается действие вакуума, вследствие чего крышка отделяется от ползуна, опускается вместе с плитой 66 пресса и выталкивается толкачами 67 в валики 68, которые еще раз каландрируют готовую крышку и выбрасывают ее на ленточный транспортер 69, а с него на стол 17. Ползун же из положения IV вновь перемещается в исходное положение 1, где он присасывает новый комплект картонных сторонок и отстава.
Во время движения ползунов вакуум к их присосам подается от насоса 38 посредством телескопически соединенных труо 70. Для обеспечения возможности натяжения цепи конвейера 24 его коробчатая плита выполнена из двух частей, раздвигаемых винтом 71.
| название | год | авторы | номер документа |
|---|---|---|---|
| КРЫШКОДЕЛАТЕЛЬНАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ШТУКОВАННЫХ КРЫШЕК ПЕРЕПЛЕТА | 1965 |
|
SU173198A1 |
| МАШИНА ДЛЯ ПРОИЗВОДСТВА КРЫШЕК ДЛЯ КНИЖНЫХ ПЕРЕПЛЕТОВ | 1933 |
|
SU35172A1 |
| КРЫШКОДЕЛАТЕЛЬНАЯ МАШИНА | 1940 |
|
SU60705A1 |
| Способ изготовления переплетной крышки и устройство для его осуществления | 1990 |
|
SU1757915A1 |
| Машина для изготовления книжных переплетов | 1946 |
|
SU69148A1 |
| Машина для изготовления штукованных заготовок переплетных крышек | 1959 |
|
SU122477A1 |
| Крышкоделательная машина | 1935 |
|
SU60692A1 |
| Наглядное учебное пособие по тригонометрии | 1950 |
|
SU92299A2 |
| Машина для крытья обложками штукованных заготовок переплетных крышек | 1960 |
|
SU135075A1 |
| СТАНОК ДЛЯ ШТУКОВКИ КРЫШЕК | 1940 |
|
SU60428A1 |

1. Универсальная машина для изготовления штукованных и т.п. книжных переплетов, с совокупным применением: поворотных устройств для соединения частей переплета, магазинов для сторонок, бобин для корешка и отстава, пневматических самонакладов, клеевых аппаратов, устройств для отрезания корешков, отстава и загибания краев обложки, отличающаяся тем, что устройство для соединения частей переплета выполнено в виде: взаимодействующего с самонакладом цилиндра с клапанами для подачи обложек на многогранный барабан, периодически поворачивающего многогранного барабана с присосами для установки на нем обложек и корешка, взаимной их склейки и передачи на горизонтальный цепной конвейер, цепного конвейера с четырьмя квадратными ползунами с присосами, движущимися по прямоугольному контуру с выстоем по углам, предназначенного для соединения обложек и корешка со сторонками и отставом.
2. Форма выполнения машины по п. 1, отличающаяся тем, что грани многогранного барабана, с целью их подъема и прижимания к ползунам конвейера при верхнем их положении, монтированы на шарнирно соединенных рычагах, взаимодействующих с возвратно перемещающимися в вертикальном направлении клиньями, приводимыми в движение от кулачков главного вала.
3. Форма выполнения машины по п. I, отличающаяся тем, что для параллельного перемещения ползунов по четырехугольному контуру, ползуны снабжены по углам роликами, обкатывающимися по направляющим в виде прямоугольников, расположенным с их внешней и наружной стороны.
4. Форма выполнения машины поп. 3, отличающаяся тем, что для перемещения ползунов по прямоугольному контуру с выстоем по углам, ползуны снабжены расположенными в их центре цапфами, шарнирно соединенными с непрерывно движущейся ведущей цепью кронштейнами, длина плеч которых равна радиусу звездочек цепи, расположенных по вершинам прямоугольного направляющего контура.
5. Форма выполнения машины по п. 1, отличающаяся тем, что для передачи сторонок из магазинов к присосам ползунов в момент их выстоя в вершине направляющих, магазины выполнены возвратно перемещающимися в вертикальном направлении под действием уравновешивающего груза и храпового механизма, приводимого в действие от кулачка главного вала.
6. Форма выполнения машины по п. 1 и 5, отличающаяся тем, что, с целью обеспечения быстрой загрузки магазинов новой партией сторонок, полки для сторонок выполнены сменными с целью их вдвигания в гнезда четырех бесконечных цепей, перемещающихся под действием уравновешивающего груза, подвижно монтированного посредством собачек на ведущей цепи и снабженного лебедкой для его подъема от руки.
7. Форма выполнения машины по п. 1, отличающаяся тем, что, с целью обкатывания без скольжения цилиндра самонаклада и клеевых валиков по граням барабана, последние снабжены зубчатыми рейками, взаимодействующими с шестернями на цилиндре и клеевых валиках.
8. В машине по п. 1, применение для загибки обложки и корешка на сторонки винтовых загибателей и валиков, подымающихся относительно краев сторонах и движущихся над ними навстречу друг другу от рычажного механизма, приводимого в движение от главного вала.
