1
(21)-4328890/31-12
(22)17.11.87
(46) 30.05.90. Бюп. Р 20
(71)Ивановский текстильный институт им.М.В.Фрунзе
(72)Ю.Г.Фомин, И.А.Киселев, А.Г.Свиридов и С.В.Белов (53) 677.057.13 ()
(56) Бельцов В.М. Технологическое оборудование отделочных фабрик текстильной промышленности. Л.: Мггино- строение, 1974, с.257-258.
(54) СПОСОБ УСАЛКИ ТКАНИ
(57) Изобретение относится к текстильной промышленности, может быть использовано в отделочных производствах на тканеусадочных маиинах различного назначения и позволяет повысить качество ткани. Способ состоит в том, что ткань увлажняют и пропаривают сначала с лицевой стороны, а затем - г изнаночной. Процесс усадки происходит при влажности ткани 10-12%, под воздействием температуры 120-130°С и давлении не свыше 0,6 кН/пог.см. Ткань получает равномерную по толщине усадку величиной 8-10%, при этом устраняются дефекты на ткани (муар). 1 ил.
р
(/)
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МЕХАНИЧЕСКОЙ УСАДКИ ТЕКСТИЛЬНОГО МАТЕРИАЛА | 2011 |
|
RU2493304C2 |
| СПОСОБ УСАДКИ ТКАНИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2090681C1 |
| Способ отделки движущихся брезентовых тканей | 1982 |
|
SU1090774A1 |
| Способ отделки движущейся брезентовой ткани | 1982 |
|
SU1170023A1 |
| МАТЕРИАЛ МНОГОСЛОЙНЫЙ ОГНЕСТОЙКИЙ АНТИСТАТИЧЕСКИЙ ТЕХНИЧЕСКОГО НАЗНАЧЕНИЯ | 2023 |
|
RU2810017C1 |
| Способ несминаевой отделки тек-СТильНОгО пОлОТНА | 1979 |
|
SU806796A1 |
| СПОСОБ ЗАКЛЮЧИТЕЛЬНОЙ ОБРАБОТКИ ВОРСОВЫХ ТКАНЕЙ | 1992 |
|
RU2021399C1 |
| Способ жидкостной отделки текстильного материала | 1981 |
|
SU996565A1 |
| Устройство для изготовления дублированного текстильного материала | 1985 |
|
SU1294889A1 |
| МНОГОСЛОЙНЫЙ ТЕХНИЧЕСКИЙ МАТЕРИАЛ ДЛЯ ИЗГОТОВЛЕНИЯ ТЕНТОВЫХ КОНСТРУКЦИЙ | 2022 |
|
RU2812519C1 |
Изобретение относится к текстильной промышленности и может быть использовано в отделочных производствах на тканеусадочных машинах различного назначения и позволяет повысить качество ткани. Способ состоит в том, что ткань увлажняют и пропаривают сначала с лицевой стороны, а затем - с изнаночной. Процесс укладки происходит при влажности ткани 10-12%, под воздействием температуры 120-130°С и давлении не свыше 0,6 кН/пог.см. Ткань получает равномерную по толщине усадку величиной 8-10%, при этом устраняются дефекты на ткани (муар). 1 ил.
Изобретение относится к текстильной промышленности и может быть использовано в отделочных производствах на тканеусадочных машинах различного назначения.
Целью изобретения является повышение качества ткани.
Способ усадки состоит в том, что ткань увлажняют с лицевой стороны, затем пропаривают путем проведения лицевой стороной ткани по обогреваемой цилиндрической поверхности, охватываемой по дуге ветвью резинового ремня под нагрузкой, затем увлажняют изнаночную сторону ткани и при про- паривании ее изнаночной стороной проводят по дополнительной цилиндрической поверхности, охватываемой по дуге другой ветвью резинового ремня
под нагрузкой, при этом величина нагрузки ли ремень составляет не более 0,6 кН/пог.см.
Положительный эффект при данном способе усадки достигается за СЧРТ цикличности процесса, проводимого в условиях пониженной нагрузки поперечной деформации, проводимого в условиях пониженной нагрузки поперечной деформации резинового ремня.
При наличии двух дуг контакта усаживающих валов с резиновым рзмнем их тяговая способность возрастает, устраняется эффект проскальзывания ткани относительно ремня и появление на ней складок (муара).
Проведение усадки в два цикла с лицевой и изнаночной сторон гкани
СЛ
ет
Ч
О5 СО 00
обеспечивает ее равномерность по толщине полотна и надежную фиксацию.
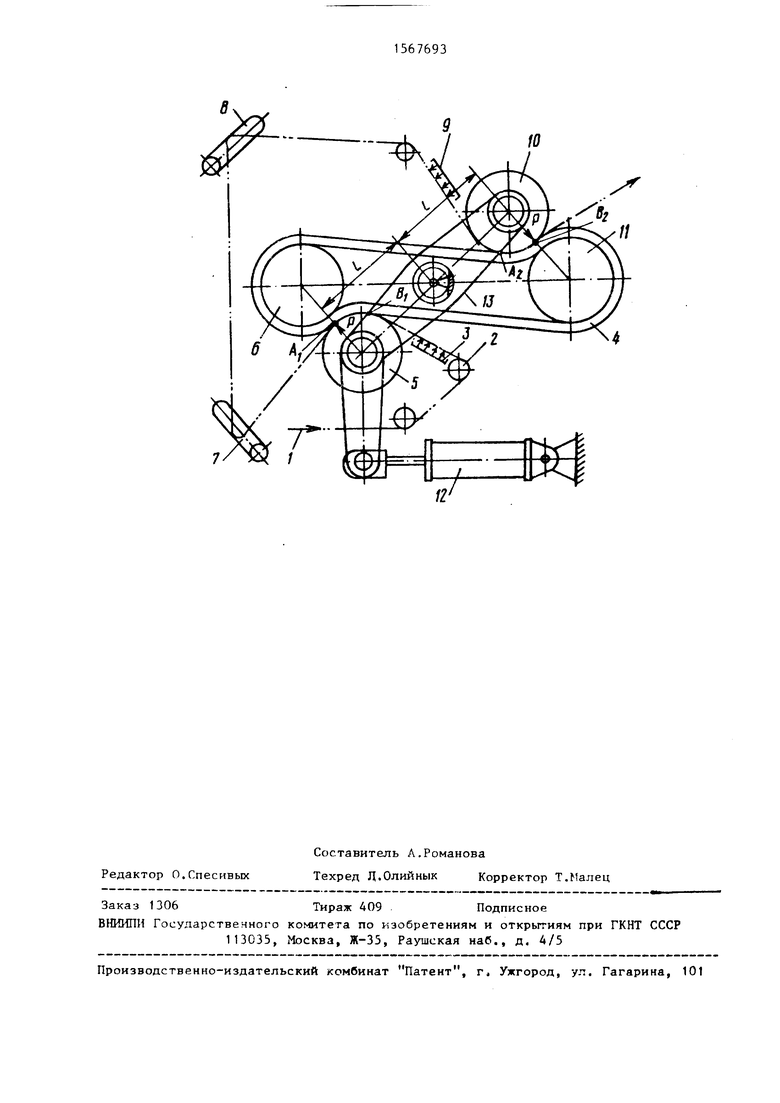
На чертеже представлена схема осуществления способа.
Пример. Обрабатываемая ткань 1 через заправочное и увлажнительное устройства 2 и 3 поступает на резиновый ремень 4 и контактирует с ним
по дуге А4В(, образуемой в результате jg вукицему классическому способу услдки ткани) до 0,6 кН/пог.см повышает срок его службы между двумя проточками в 1,3-1,5 раза при сохранении величины усадки ткани 8-10%, ходидеформации ремня в зоне контакта обогреваемого усаживающего 5 и натяжного 6 валов. При этом увлажняется и подвергается пропариванию лицевая сторона ткани. После первого цикла усад- j«j мость ремня увеличивается с 18 до
25-26 смен, ткань вырабатывается б дефектов (муара).
ки за счет ввода на растянутых и вывода на сжатых волокнах резинового ремня по дуге АдВ ткань переворачивается на перекосных роликах 7 и 8, увлажняется с изнаночной стороны в устройстве 9 и поступает снова на усаживающий ремень 4 для проведения второго цикла усадки по дуге , образуемой в зоне контакта усаживающего 10 и натяжного 11 валов. Воздей твию влаги и тепла пропаривания в этом случае подвержена изнаночная сторона ткани.
Нагрузка на резиновый ремень 4 от пневмоцилиндров 12 передается через равноплечие (длиной 1) рычаги 13, усаживающие валы 5,10 и не превышает 0,6 кИ/пог.см. Температура обогрева поверхности усаживающих валов 120-130°С. Таким образом, при наличии воздействия нагрузки и тепла на лицевую и изнаночную стороны ткан получает по толщине равномерную фиксированную усадку величиной 8-10%.
Отсутствие пробуксовки ремня относительно ткани при двух приводных усаживающих валах не создает условий для образования на ткани муара.
Практика эксплуатации резиновых ремней в тканеусадочных машинах показала, что снижение нагрузки на ремень с 1,2 кН/пог.см (по сущест
25-26 смен, ткань вырабатывается без дефектов (муара).
Формула изобретения
Способ усадки ткани, состоящий в том, что ткань увлажняют, а затем пропаривают путем проведения лицевой стороной ткани по обогреваемой цилиндрической поверхности, охватываемой по дуге ветвью резинового ремня под нагрузкой, отличающий- с я тем, что, с целью повышения качества ткани, при пропаривании ткани ее дополнительно проводят изнаночной стороной по дополнительной цилиндрической поверхности,охватываемой по дуге другой ветвью резинового ремня под нагрузкой, при этом увлажнение ткани проводят в две стадии, сначала с лицевой стороны, а затем перед дополнительным пропариванием - с изнаночной стороны, при этом величина нагрузки на ремень составляет не более 0,6 кН/пог.см.
