Изобретение относится к металлообработке и может найти применение для закрепления заготовок.
Цель изобретения - сокращение времени на переналадку посредством осуществления ее автоматизации.
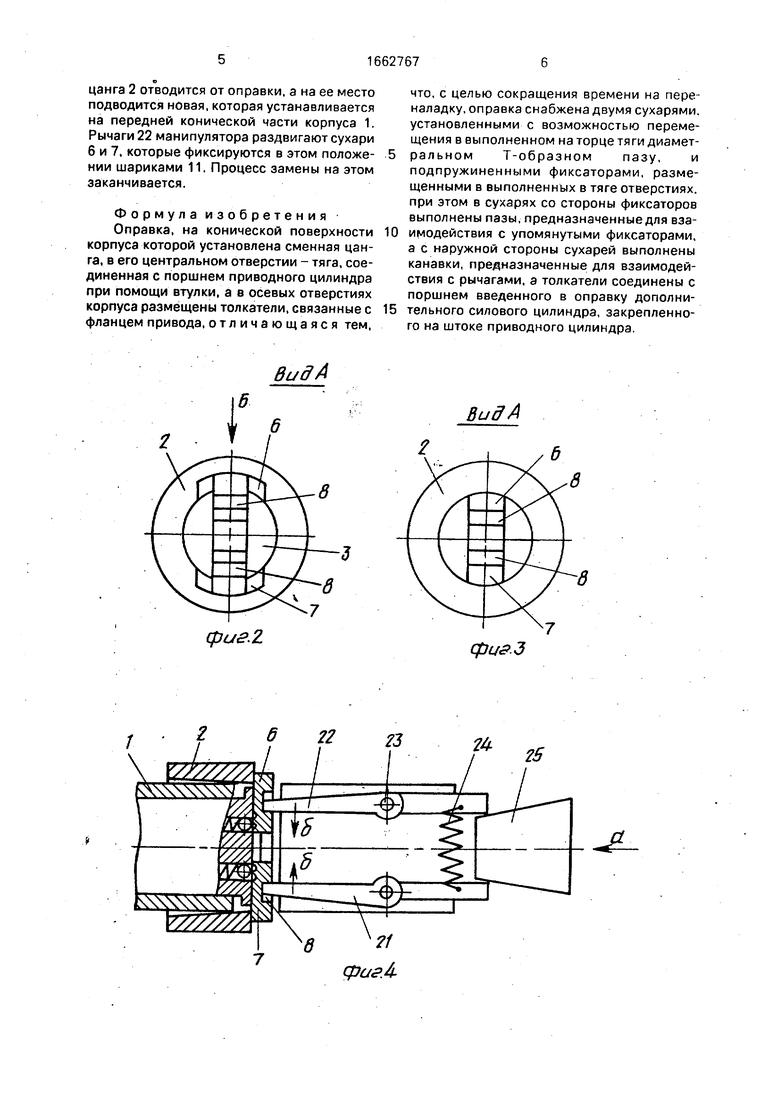
На фиг. 1 изображена цанговая оправка, общий вид в разрезе; на фиг. 2 - вид А на фиг. 1, при выдвинутых планках; на фиг. 3 - то же, при сдвинутых к оси оправки планках; на фиг. 4 - взаимодействие автоматического манипулятора с оправкой при замене цанги; на фиг. 5 - привод оправки; на фиг. 6 - вид Б на фиг. 2.
Цанговая оправка содержит корпус 1, на передней конической части которого размещена сменная цанга 2. В центральном отверстии корпуса 1 размещены тяга 3 и шток 4, соединенные резьбовой втулкой 5. На переднем торце тяги 3 выполнен поперечный Т-образный паз, в котором установлены с возможностью перемещения два сухаря 6 и 7 с канавками 8. С противоположной стороны сухарей 6 и 7 выполнены отверстия 9 и 10, предназначенные для взаимодействия с фиксирующими шариками 11, установленными в отверстиях тяги 3 и поджимаемыми пружинами 12. Шток 4 связан с поршнем 13 приводного гидроцилиндра 14 (фиг. 5). На штоке 4 жестко закреплен дополнительный гидроцилиндр 15. втулка 16 которого соединена с одной стороны с поршнем 17, а с другой стороны - с фланцем 18. Между поршнем 17 и крышкой гидроцилиндра 15 установлена пружина 19. Во фланце 18 и резьбовой втулке 5 выполнены отверстия, в которых установлены сту- пенчатые толкатели 20, ступень 21 большого диаметра которых обращена к цанге 2.
Специальный автоматический манипулятор, предназначенный для смены цанг 2 (фиг. 4), содержит поворотные рычаги 22, установленные на осях 23 и соединенные между собой пружиной 24. Конический ползун 25 предназначен для взаимодействия с концами рычагов 22. Позицией 26 обозначена закрепляемая на оправке заготовка.
Цанговая оправка работает следующим образом.
После установки закрепляемой заготовки 26 на оправку в штоковую полость приводного цилиндра 14 подают под давлением рабочую жидкость. Поршень 13 смещается влево (фиг. 5), перемещая шток 4 и тягу 3. Сухари 6 и 7 своими выступами из Т-образного паза концами нажимают на торец цанги 2, надвигая ее на конус корпуса 1. Наружный размер цанги 2 при этом увеличивается и заготовка 26 закрепляется.
Для снятия заготовки 26 рабочую жидкость подают в поршневую полость гидроцилинд- ра 14, поршень 13 со штоком 4 перемещает резьбовую втулку 5 вправо. Вместе с ней
движутся толкатели 20, которые сдвигают цангу 2 по конической части корпуса 1 вправо. В результате заготовка 26 освобождается. Гидроцилиндр 15 в этом случае в работе не принимает учатия. Так как он жестко за0 креплен на штоке 4, то функционированию оправки при закреплении - раскреплении заготовки не препятствует.
Смену цанги 2 производят следующим образом.
5 Манипулятор (фиг. 4) подводят к оправке так, что концы поворотных рычагов 22 заходят в канавки 8 сухарей 6 и 7. Конический ползун 25 подают по стрелке а, концы рычагов 22 сходятся по стрелкам Ь, в резуль0 тате сухари 6 и 7 сближаются. Если при закреплении заготовки 26 сухари 6 и 7 выступают из Т-образного паза тяги 3 (флг. 2), контактируя с торцом цанги 2, то при замене цанги 2 они занимают положение, изобра5 женное на фиг. 3. В этом положении они фиксируются шариками 11, западающими в отверстия 9.
Манипулятор отводят, к оправке подают свободное гнездо магазина сменных
0 цанг 2. В поршневую полость дополнительного гидроцилиндра 15 подают давление, поршень 17, преодолевая усилие пружины 19, перемещается вправо. При этом движутся втулка 16, фланец 18 с толкателями 20.
5 Цанга 2 с оправки передвигается в гнездо магазина. Давление отводят от гидроцилиндра 15 и пружина 19 возвращает поршень 17, а вместе с ним втулку 16 и толкатели 20, в исходное положение. Величина хода тол0 кателей 20 при этом ограничивается их ступенями 21, которые упираются в торец резьбовой втулки 5.
Новую сменную цангу 2 подают из магазина на оправку. Затем манипулятор сно5 ва подходит к опр-авке, под действием пружины 24 (конический ползун 25 отводится вправо) концы рычагов 22 смещаются от оси оправки, раздвигая сухари 6 и 7. В новом положении они фиксируются шариками
0 11, западающими под действием пружин 12 в отверстия 10.
Возможен другой вариант процесса замены. В этом случае манипулятор совмещают с гнездом магазина сменных цанг. Концы
5 рычагов 22 заходят в канавки 8 сухарей б и 7, сдвигают их к оси оправки, где они фиксируются шариками 11. Затем гидроци- лмндр 15 выдвигает толкатели 20, перемещая цангу 2 с корпуса 1 оправк,и в свободное гнездо магазина. Заменяемая
цанга 2 отводится от оправки, а на ее место подводится новая, которая устанавливается на передней конической части корпуса 1. Рычаги 22 манипулятора раздвигают сухари 6 и 7, которые фиксируются в этом положении шариками 11. Процесс замены на этом заканчивается.
Формула изобретения Оправка, на конической поверхности корпуса которой установлена сменная цанга, в его центральном отверстии - тяга, соединенная с поршнем приводного цилиндра при помощи втулки, а в осевых отверстиях корпуса размещены толкатели, связанные с фланцем привода, отличающаяся тем,
что, с целью сокращения времени на переналадку, оправка снабжена двумя сухарями, установленными с возможностью перемещения в выполненном на торце тяги диаметральном Т-образном пазу, и подпружиненными фиксаторами, размещенными в выполненных в тяге отверстиях, при этом в сухарях со стороны фиксаторов выполнены пазы, предназначенные для взаимодействия с упомянутыми фиксаторами, а с наружной стороны сухарей выполнены канавки, предназначенные для взаимодействия с рычагами, а толкатели соединены с поршнем введенного в оправку дополнительного силового цилиндра, закрепленного на штоке приводного цилиндра.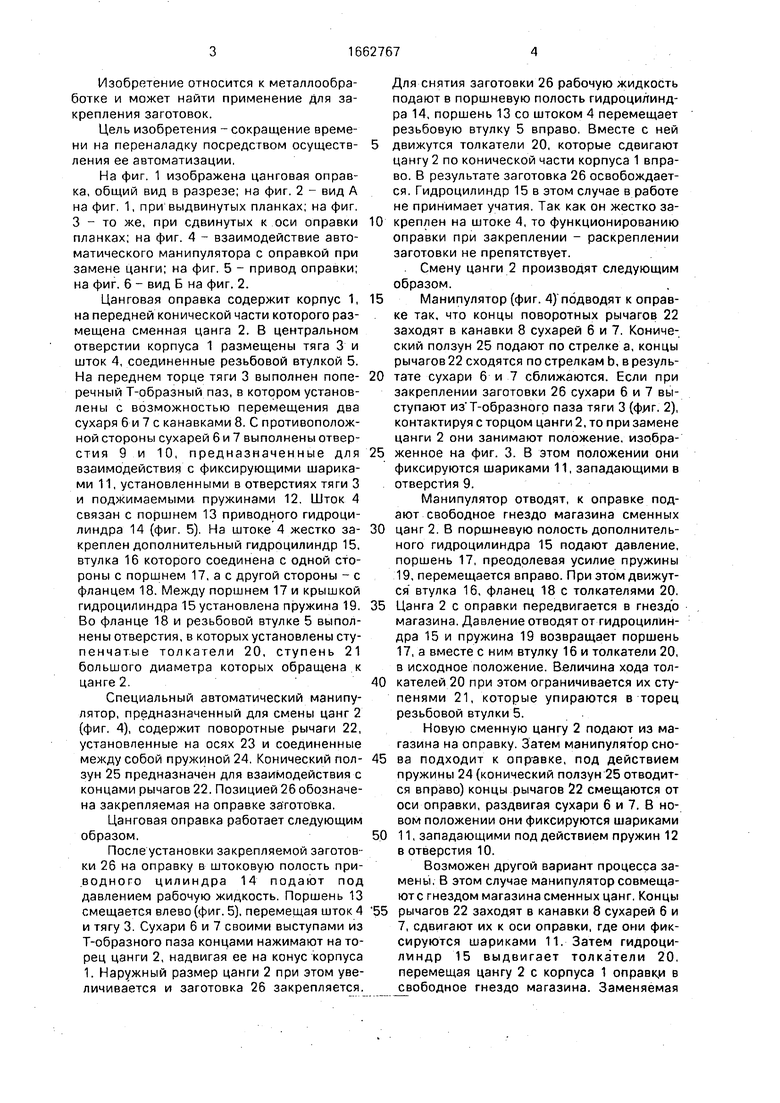
| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка | 1985 |
|
SU1301573A1 |
| Устройство для автоматической смены инструмента | 1983 |
|
SU1135593A1 |
| Кулачковая оправка | 1986 |
|
SU1404193A1 |
| Токарный патрон | 1987 |
|
SU1569090A1 |
| Стенд для испытания шпиндельной бабки | 1985 |
|
SU1266679A1 |
| ВСЕСОЮЗНАЯ | 1973 |
|
SU365195A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ ПЕРЕДАЧИ ИНСТРУМЕНТА | 1973 |
|
SU379359A1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| СТАНОК ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ДОРОЖЕК КАЧЕНИЯ КОЛЕЦ РОЛИКОПОДШИПНИКОВ | 1999 |
|
RU2189302C2 |
| Станок для обработки пазов | 1982 |
|
SU1066759A1 |
Изобретение относится к металлообработке и может найти применение для закрепления заготовок. Цель изобретения - сокращение времени на переналадку посредством осуществления ее автоматизации. Сменная цанга 2 размещена на конусе корпуса 1 и ее перемещение осуществляется тягой 3, в Т-образном пазу которой установлены два сухаря 6 и 7, на поверхности которых выполнены отверстия 9 и 10 с одной стороны и канавки 8 - с другой. В отверстиях тяги 3 установлены подпружиненные шарики 11. Втулка 16, связанная с приводом, установлена на поверхности тяги 3 и связана при помощи фланца 18 со ступенчатыми толкателями 20. После установки заготовки 26 тяга 3, перемещая цангу 2, закрепляет заготовку 26. При автоматической замене цанги 2 специальный манипулятор своими поворотными рычагами, входящими в канавки 8 сухарей 6 и 7, смещает их к оси оправки. От дополнительного гидроцилиндра толкатели 20 получают перемещение вправо, сдвигая цангу 2 в магазин. Новая цанга 2 подается на оправку, после чего сухари 6 и 7 раздвигаются и фиксируются шариками 11. 6 ил.
ВидА
фиг.2.
ВидА
фц&З
25
фиг. 6
21 г f
| Авторское свидетельство СССР № 1517254, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
