1
Известный станок-автомат модели 110 для продольно-фасонного точения содержит станину, суппорты радиального перемещения, шпиндельную бабку, перемещаемую кулачком распределительного вала через систему рычагов. В стойке, где расположены суп-порты, имеется люнет, поддерживающий пруток и воспринимающий усилия резания.
Распределительный вал с кулачками и системой рычагов выполняет все функции по осуществлению рабочего цикла автомата.. Подвижная шпиндельная -бабка осуществляет подачу прутка в зону обработки.
Вследствие отсутствия высокой то-чности (станок обеспечивает точность обработки по 3-4 КЛ.) на станках модели ПО, а та-кже экономической нецелесообразности экаплуатацим многоолерадионного универсального автомата на выполнения одной операции -применение станка модели ПО при серийном изготовлении деталей с повыщенными требованиями нерационально.
Цель изобретения - увеличить (Производительность и повысить качество обработки щтучных заготовок.
Это достигается том, что приемник заготовок из бункера расположен между бункером и щпинделем станка а толкатель приемника установлен соосно со щпинделем.
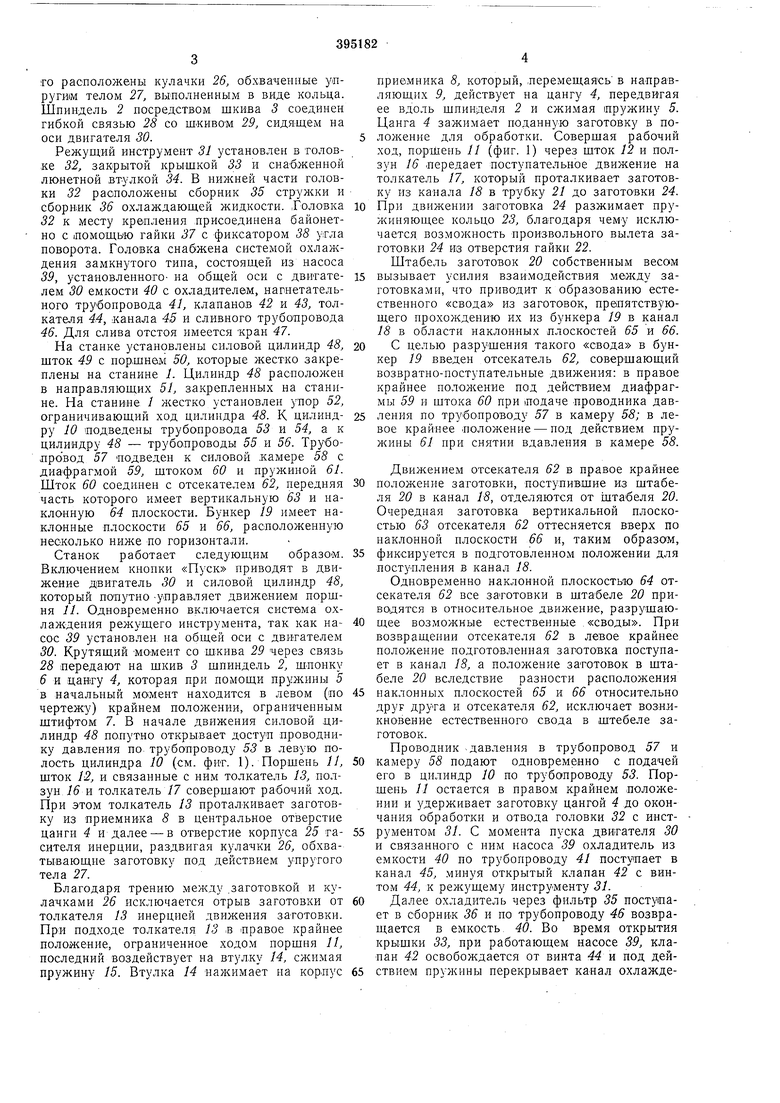
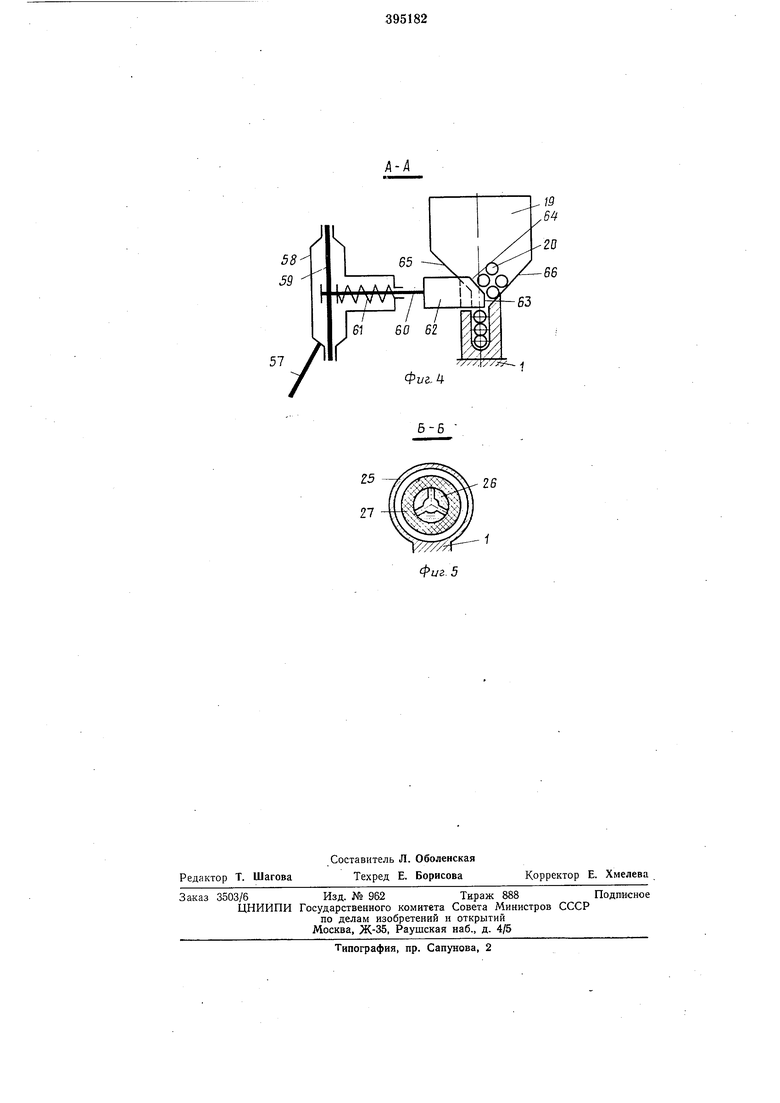
Кроме того, щпиндель шмеет устройство для гащения инерционных сил подаваемой заготовки, например фрикционное. На фиг. 1-3 изображен предлагаемый станок, в трех видах; на фиг. 4 - разрез по А-А на фиг. 1; на фиг. 5-разрез по Б-Б на фиг. 2.
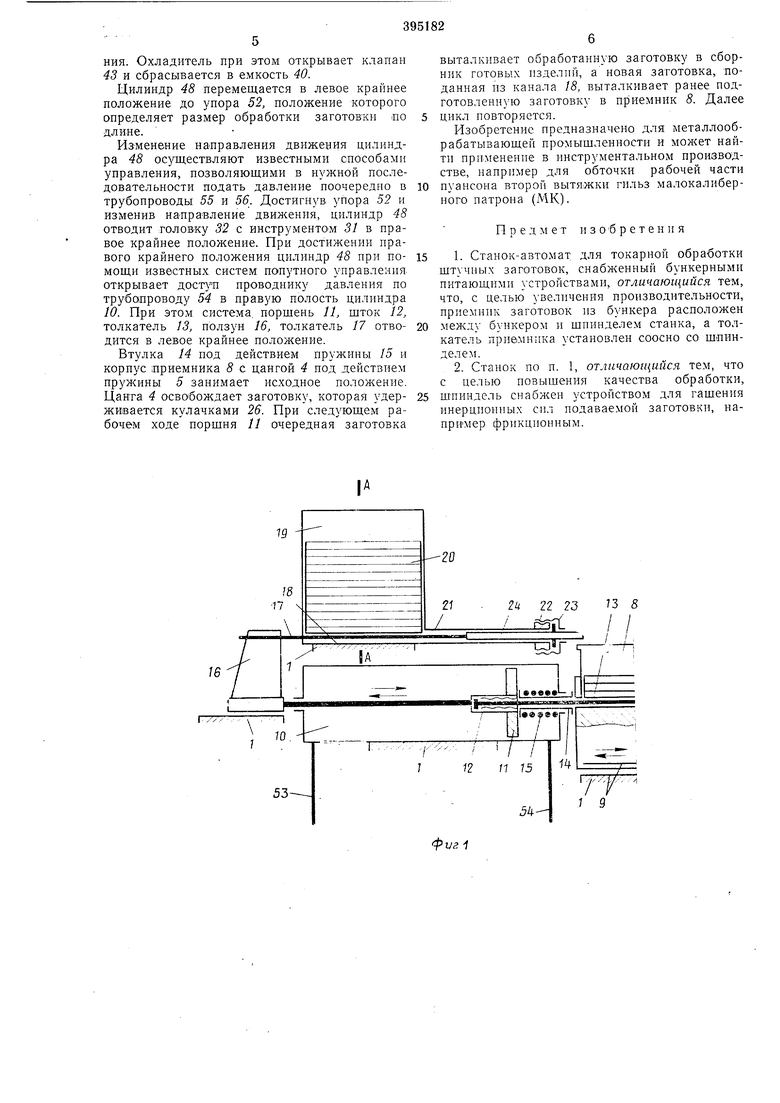
Станок состоит из станины / с установленным на. ней ш-пинде,1ем 2, на котором находится шкив 3. Внутри шпинделя 2 расположена цанга 4, подпружиненная прзжиной 5 и снабженная на правляющей щлонкой 6 и щтифтом 7 (см. фиг. 2). Рядом со шпинделем и соосно с HHiM расположены приемник заготовок 8, установленный в направляющих 9, силовой цилиндр, 10 с -поршнем // и полым штоком 12, внутри которого расположен толкатель 13.
На выходе цилиндра /6 -толкатель 13 обхвачен втулкой 14, подпружиненной пружиной 15. Второй конец штока 12 соеди-нен с ползуном 16, в котором установлен толкатель 17, входящий в канал 18 бункера 19 со штабелем заготовок 20. Бункер снабжен трубкой 21, свободный конец которой имеет гайку 22 с прулсинящим кольцом 23, обжимающим заготовку 24.
На выходе из шпинделя 2 установлен корпус 25 фрикционного устройства для гашения
инерции движения заготовки, внутри которого расположены кулачки 26, обхваченные упругим телом 27, выполненным в виде кольца. Шпиндель 2 посредством шкива 5 соединен гибкой связью 28 со ш«ивом 29, сидящем на оси двигателя 30.
Режущий инструмент 31 установлен в головке 32, закрытой крышкой 33 и снабженной люнетной втулкой 34. В нижней части головки 32 располол ены сборник 35 струл ки и сборник 36 охлаждающей жидкости. Головка 32 к месту крепления присоединена байонетно с ломощьЮ гайки 37 с фиксатором 38 угла поворота. Головка снабжена системой охлаждения замкнутого типа, состоящей из насоса 39, установленного- на общей оси с двигателем 30 емкости 40 с охладителем, нагнетательного трубопровода 41, клапанов 42 и 43, толкателя 44, канала 45 и сливного трубопровода 46. Для слива отстоя имеется кран 47.
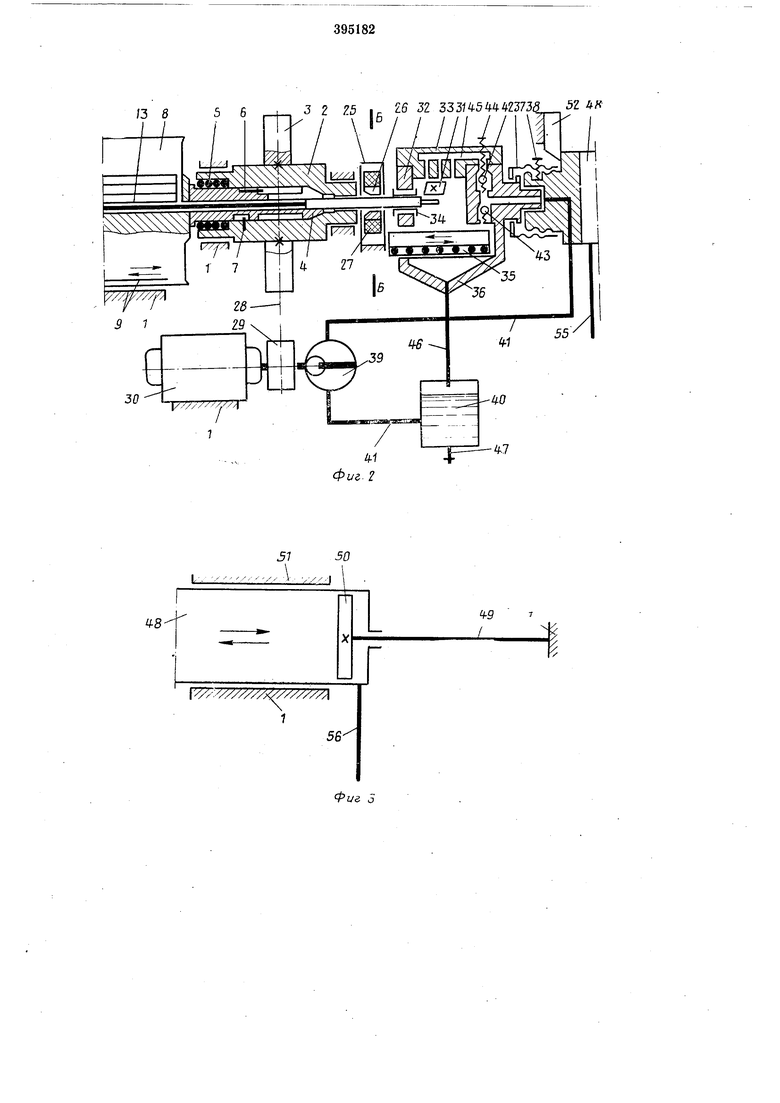
На станке установлены силовой цилиндр 48, шток 49 с поршнем 50, которые жестко закреплены на станине 1. Цилиндр 48 расположен в направляющих 51, закрепленных на станине. На станине 1 жестко установлен упор 52, ограничивающий ход цилиндра 48. К цилиндру 10 подведены трубопровода 53 и 54, а к цилиндру 48 - трубопроводы 55 и 56. Труболровод 57 подведен к силовой камере 58 с диафрагмой 59, штоком 60 и пружиной 61. Шток 60 соединен с отсекателем 62, передняя часть которого имеет вертикальную 63 и наклонную 64 плоскости. Бункер 19 имеет наклонные плоскости 65 и 66, расположенную несколько ниже по горизонтали.
Станок работает следующим образом. Включением кнопки «Пуск приводят в движение двигатель 30 и силовой цилиндр 48, который попутно -управляет движением поршня 11. Одновременно включается система охлаждения режущего инструмента, так как насое 39 установлен на общей оси с двигателем 30. Крутящий момент со шкива 29 через связь 28 передают на шкив 3 шпиндель 2, шпонку 6 и 4, которая при помощи пружины 5 в начальный момент находится в левом (по чертежу) крайнем положении, ограниченным штифтом 7. В начале движения силовой цилиндр 48 попутно открывает доступ проводнику давления по трубопроводу 53 в левую полость цилиндра 10 (см. фиг. 1). Поршень 11, шток 12, и связанные с ним толкатель 13, ползун /5 и толкатель /7 совершают рабочий ход. При этом толкатель 13 проталкивает заготовку из приемника 8 в центральное отверстие цанги 4 и далее - в отверстие корпуса 25 гасителя инерции, раздвигая кулачки 26, обхватывающие заготовку под действием упругого тела 27.
Благодаря трению между заготовкой и кулачками 26 исключается отрыв заготовки от толкателя 13 инерцией движения заготовки. При подходе толкателя 13 ,Е правое крайнее положение, ограниченное ходом поршня 11, последний воздействует на втулку 14, сжимая пружину 15. Втулка 14 нажимает на корпус
приемника 8, который, перемещаясь в направляющих 9, действует на цангу 4, передвигая ее вдоль шпинделя 2 и сжимая пружину 5. Цанга 4 зажимает поданную заготовку в положение для обработки. Совершая рабочий ход, поршень // (фиг. 1) через шток 12 и ползун 16 передает поступательное движение на толкатель 17, который проталкивает заготовку из канала 18 в трубку 21 до заготовки 24. При движении заготовка 24 разжимает пружиняющее кольцо 23, благодаря чему исключается возможность произвольного вылета заготовки 24 из отверстия гайки 22.
Штабель заготовок 20 собственным весом вызывает усилия взаимодействия между заготовками, что приводит к образованию естественного «свода из заготовок, препятствующего прохождению их из бункера 19 в канал 18 в области наклонных плоскостей 65 и 66.
С целью разрушения такого «свода в бункер 19 введен отсекатель 62, совершающий возвратно-поступательные движения: в правое крайнее положение под действием диафрагмы 59 и штока 60 при подаче проводника давления по трубопроводу 57 в камеру 58; в левое крайнее положение - под действием пружины 61 при снятии вдавления в камере 58.
Движением отсекателя 62 в правое крайнее положение заготовки, поступившие из штабеля 20 в канал 18, отделяются от штабеля 20. Очередная заготовка вертикальной плоскостью 63 отсекателя 62 оттесняется вверх по наклонной плоскости 66 и, таким образом, фиксируется в подготовленном положении для поступления в канал 18.
Одновременно наклонной плоскостью 64 отсекателя 62 все заготовки в штабеле 20 приводятся в относительное движение, разрушающее возможные естественные .«своды. При возвращении отсекателя 62 в левое крайнее положение подготовленная заготовка поступает в канал 18, а положение заготовок в штабеле 20 вследствие разности расположения наклонных плоскостей 65 и 66 относительно друр друга и отсекателя 62, исключает возникновение естественного свода в штебеле заготовок.
Проводник давления в трубопровод 57 и камеру 58 подают одновременно с подачей его в цилиндр 10 по трубопроводу 53. Поршень 11 остается в правом крайнем положении и удерживает заготовку цангой 4 до окончания обработки и отвода головки 32 с инструментом 31. С момента пуска двигателя 30 и связанного с ним насоса 39 охладитель из е.мкости 40 по трубопроводу 41 поступает в канал 45, минуя открытый клапан 42 с винтом 44, к режушему инструменту 31.
Далее охладитель через фильтр 35 поступает в сборник 36 и по трубопроводу 46 возвращается в емкость 40. Во время открытия крышки 33, при работающем насосе 39, клапан 42 освобождается от винта 44 и под действие пружины перекрывает канал охлаждения. Охладитель при этом открывает клапан 43 и сбрасывается в емкость 40.
Цилиндр 48 перемещается в левое крайнее положение до упора 52, положение которого определяет размер обработки заготовки ло длине.
Изменение направления движения цилиндра 48 осуществляют известными способами управления, позволяющими в нужной последовательности подать давление поочередно в трубопроводы 55 и 56. Достигнув упора 52 и изменив направление движения, цилиндр 48 отводит голов-ку 32 с инструментом 31 в правое крайнее положение. При достижении правого крайнего положения цилиндр 48 при помощи известных систем попутного управления открывает достл п проводнику давления по трубопроводу 54 в правую полость цилиндра 10. При этом система, порщень 11, шток 12, толкатель 13, ползун 16, толкатель 17 отводится в левое крайнее положение.
Втулка 14 под действием пружины /5 и корпус приемника 8 с цангой 4 под действием пружины 5 занимает исходное положение. Цанта 4 освобождает заготовку, которая удержиеается кулачками 26. При следующем рабочем ходе поршня 11 очередная заготовка
выталкивает обработанную заготовку в сборник готовых изделий, а новая заготовка, поданная из канала 18, выталкивает ранее подготовленную заготовку в приемник 8. Далее цикл повторяется.
Изобретение предназначено для металлообрабатывающей промышленности и молсет найти применение в инструментальном производстве, например для обточки рабочей части пуансона второй вытяжки гильз малокалиберного патрона (МК).
Пред м е т изобретения
1.Станок-автомат для токарной обработки щт чмых заготовок, снабженный бункерными питающими устройствами, отличающийся тем, что, с целью увеличения производительности, приемник заготовок из бункера расположен между бункером и шпинделем станка, а толкатель приемника установлен соосно со шпинделем.
2.Станок по п. 1, отличающийся тем, что с целью повышения качества обработки, шпиндель снабжен устройством для гашения инерционных сил подаваемой заготовки, например фрикционным. Л 2 5 1. /3856 25 Л2 333 4544423735,52 4/f
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ СБОРКИ ТРУБЧАТЫХ СЕКЦИТ! ТЕПЛООБМЕННИКОВ | 1972 |
|
SU327985A1 |
| ЗАГРУЗОЧНО-РАЗГРУЗОЧНОЕ УСТРОЙСТВО | 1997 |
|
RU2138368C1 |
| ВСЕСОЮЗНА Pi г «rrJifUO ТГ"-??!!.?!'"'";'JC | 1973 |
|
SU369981A1 |
| Труборезный автомат | 1982 |
|
SU1055593A1 |
| Автоматический токарный станок | 1982 |
|
SU1026972A1 |
| Станок для обработки цилиндрическихиздЕлий | 1977 |
|
SU848109A1 |
| Устройство для подачи заготовок | 1977 |
|
SU677868A1 |
| Станок-автомат для обработки плоских поверхностей | 1988 |
|
SU1553393A1 |
| Токарный патрон | 1987 |
|
SU1569090A1 |
| Резьбонакатной автомат Кирьянова А.В. | 1988 |
|
SU1704893A1 |
5750
48t //- /////// //////A 1
I
49-г
ФшЛ
