В практике станкостроения широко известны автоматы для шлифования сквозных цилиндрических отверстий подшипниковых колец. Эти автоматы состоят из зажимного патрона шпинделя бабки изделия с шевматическим приводом, качаюшейся шлифовальной бабки и автооператора типа «мехаиические руки для загрузки бабки изделия заготовками из магазина.
В предлагаемом автомате, с целью повышения его производительности и точности работы, бабка изделия выполнена как электрошпиндель и для управления пневматическими приводами ее зажимного патрона, автооператора загрузочного магазина и д.ругих органов станка использован обш.ий дисковый воздухораспределитель.
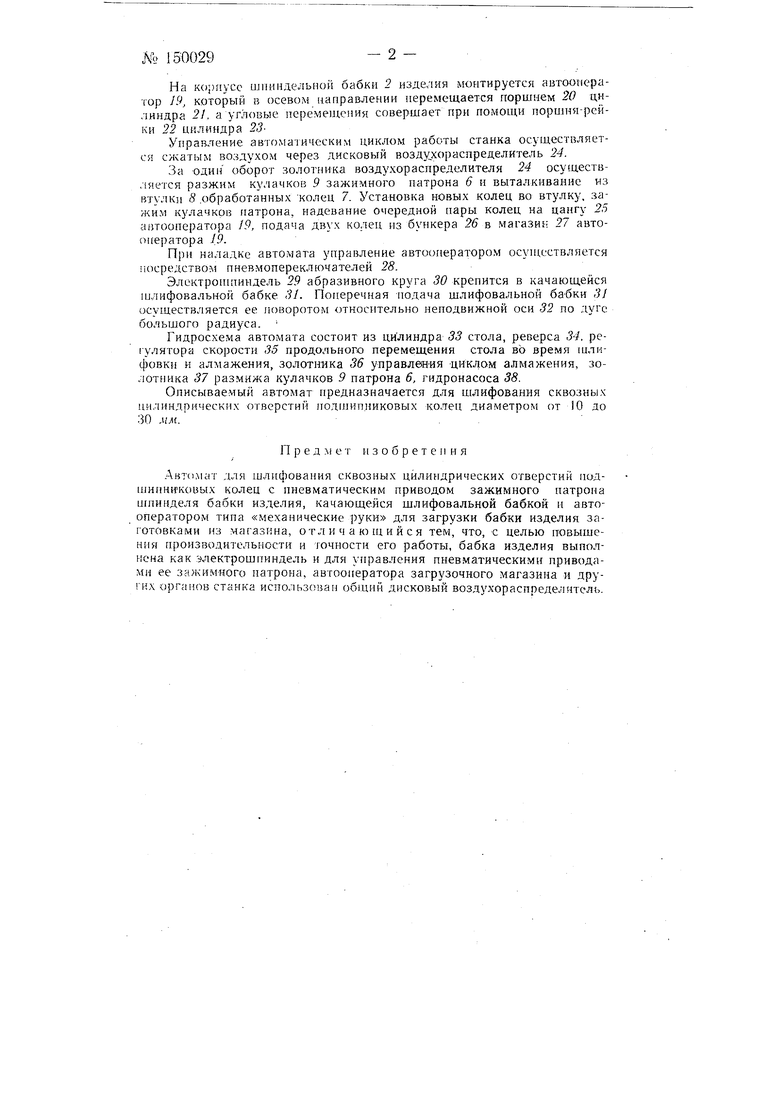
На чертеже изображена схема описываемого автомата.
По направляющим станины движется стол 1 с бабкой 2 изделия. Бабка изделия выполнена как электрошпиндель и представляет собою чугунный корпус, внутри которого вмонтирован статор 3 электродвигателя. На шпинделе 4 монтируется ротор 5 и зажимной патрон 6.
Изделия 7 (подшипниковые кольца) зажимаются во втулке 8 кулачками Я шарнирно соединенными с крестовиной W, закрепленной на полуштоке }}. Внутри полуштока 11 проходит калибровый шток 12. Пружина 175, упираясь во фланцы М и /5, обеспечивает зажим колец во втулке 1.
Цилиндр 16 отжима -кулачков 9 расположен на одной оси со шпинделем 4 изделия и крепится к корпусу бабки 2. Внутри цилиндра 16 расположен невращающийся поршень 77. Цилиндр перемещается в осевом цаправлении и, обеспечивая разжим кулачков патрона, не передает усилие разжима на шпиндельные подшипники J8.
М 150029- 2 На корпусе ил1иидельмой бабки 2 изде;1ия монтируется автооиератор 19, который в осевом направлении перемещается поршнем 20 цнлнндра 2/. а угловые перемещения совершает при помощи поршня-рейки 22 цилиндра 23Управление автоматическим циклом работы станка осуществляется cжaты i воздухом через дисковый воздухораспределитель 24.
За один оборот золотника воздухораспределителя 24 осуществляется разжим кулачков 9 зажимного патрона 6 и выталкивание из втулки 5 обработанных колец 7. Установка новых колец во втулку, зажим кулачков патрона, надевание очередной нары колец на цангу 25 автооператора /Р, подача двух колец нз бункера 26 в магазин 27 автооператора /9.
При наладке автомата управление автоонератором осун,ествляется посредством пневмопереключателей 28.
Элсктроптиндель 29 абразивного круга 30 крепится в качающейся шлифовальной бабке 31. Поперечная подача шлифовальной 3i осушествляется ее поворотом относительно неподвижной оси 32 по дуге большого радиуса.
Гидросхема автомата состоит из цилиндра 33 стола, реверса 34. регулятора скорости 35 продольного перемещения стола во время шлифовки и алмажения, золотника S6 управления -циклом алмажения, золотника 57 размижа кулачков 9 патрона б, гидронасоса 38.
Описываемый автомат нредназначается для шлифования сквозных цилиндрических отверстий подишпниковых колец диаметром от 10 до 30 -кл...
Пред м е т и з о б р е т е н и я
Автомат для шлифования сквозных цилиндрических отверстий подшипниковых колец с пневматическим приводом зажимного патрона шпинделя бабки изделия, качающейся шлифовальной бабкой н автооператором типа «механические руки для загрузки бабки изделия заготовками из магазина, отличающийся тем, что, с целью повышения производительности и точности его работы, бабка изделия выполнена как электрошпиндель и для управления пневматическими приводами ее зажимного патрона, автооператора загрузочного магазина и других органов станка использован общий дисковый воздухораспределитель.
3S