Изобретение относится к поверхостному упрочнению деталей машин и ожет быть использовано в различных траслях машиностроения
Цель изобретения - расширение техологических возможностей за счет величения диаметров обрабатываемых
iffалей.
На фиг. 1 изображено устройство, общий -вид с местным разрезом; на Иг о 2 - вид А на фиг. 1; на фиг. 3 - чзрез Б-Б на фиг. 1.
Устройство для упрочнения длинноерных цилиндрических деталей содерит полый ротор 1 со шкивом 2, установленный на подшипниковой опоре 3, который приводится во вращение от электродвигателя с помощью клиноре- менной передачи 4, и установленные с возможностью перемещения в радиальных отверстиях 5 три груза 6„ Грузы 6 взаимодействуют посредством тяг 7, оканчивающихся роликами 8, через подпружиненные упругими элементами 9 кулачки 10, снабженные деформирующими элементами 11, с упрочняемой деталью 12. Кулачки 10 закреплены в полом роторе 1 с помощью осей 130 Рама 14, на которой закрепляются подшипниковая опора 3 и привод вращения полого ротора 1, устанавливается на салазках 15 токарно-винторезкого станка (не показан)„ Упрочняемая деталь 12 устанавливается на станке в патроне и центре или з центрах в зависимости от ее конфигурации и размер ов„
Устройство работает следующим образом о
Для упрочнения длинномерной детали (отношение ее длины к диаметру больше 5) пластическим деформированием включают главное движение шпинделя станка и электродвигатель привода вращения полого ротора 1. В радиальных отверстиях 5, выполненных под углом 120°, грузы 6 за счет центробежных сил W ц движутся от центра ро
iy А к его периферии и с помощью тяг санчивающихся роликами 8, пово- рачивсчот кулачки 10 вокруг осей 13,
расположенных также под углом 120°, по часовой стрелке, при этом плечо 1 силы инерции грузов (W) остается постоянным,, Деформирующие элементы 11, рыполненные, например, из твер0 цого сплава, которыми снабжены кулачки 10, движутся к центру упрочняемой детали 12, за счет чего и создается усилие (Р) в зонах контакта, расположенных под углом 120°„ Тосле этого
5 включают продольную подачу суппорта станка и осуществляют упрочнение по всей длине детали 12„
Обеспечение постоянного гчлия Р в зонах контакта деформирующих эле0 ментов 11 с упрочняемой деталью 12 при переходе от одного типоразмера к другому (d .) осуществляется следующим образом Для того, чтобы сохранить неизменными усилия прижатия Р (стабилизировать) при изменении d. необходимо обеспечить пропорциональ0
ное изменение величины плеча 1. деформирующих элементов 11 и радиуса центра тяжести г- грузов 60 Т0е0 при уменьшении диаметра упрочняемой детали d. кулачки 10 проворачиваются вокруг осей 13 по часовой стрелке, в результате чего 1 и г f. увеличиваются о При увеличении d. кулачки 10 с проворачиваются против часовой стрелки, в результате этого 1. иг. уменьшаются Для осуществления такого изменения 1- иг. кулачки 10 профилируются таким образом, что обеспечивается выполнение условия 1./г const
Возврат кулачков 10 в исходное положение после упрочнения детали 12 и выключения привода осуществляется с помощью упругого элемента 9, например пружины растяжения.
Предложенное устройство позволяет значительно расширить диапазон ди- аметр в и длин упрочняемых деталей и
0
5
точность обработки за счет исключени изгибающих моментов сил, так как деформирующие элементы расположены в одной плоскости.Так,опыты показали,что упрочнение образцов из стали 45 при помощи предлагаемого устройства позволило увеличить соотношение длины упрочняемого образца к его диаметру в 6-9 раз, а также уменьшить нецилин дричность (отклонение от цилиндрич- ности) в 1,5-1,7 раза в сравнении с комбинированным упрочнением.
Формула изобретения
Устройство для упрочнения длинно- мерные цилиндрических деталей, содержащее основание, корпус с тремя радиальными отверстиями, в которых расположены узлы перемещения деформирующих элементов, установленных на осях в корпусе и расположенных в од0
5
0
ной плоскости через 120° один DVHO- сительно другого, привод о т л и чающееся тем, что, с целью расширения технологических возможностей за счет увеличения диаметров обрабатываемых деталей, узел перемощения деформирующего элемента выполнен в виде подпружиненного профильного рычага, на одном конце которого расположена ось деформирующего элемента, груза, установленного с возможностью взаимодействия с профильным рычагом посредством ролика и тяги, связанной с упомянутым грузом, при этом оси радиальных отверстий смещены относительно осей деформирующих элементов и одна относительно другой на 120&, при этом корпус выполнен в виде ротора со ыкивом и подшипниковой опоры, причем последняя размещена между корпусом и основанием.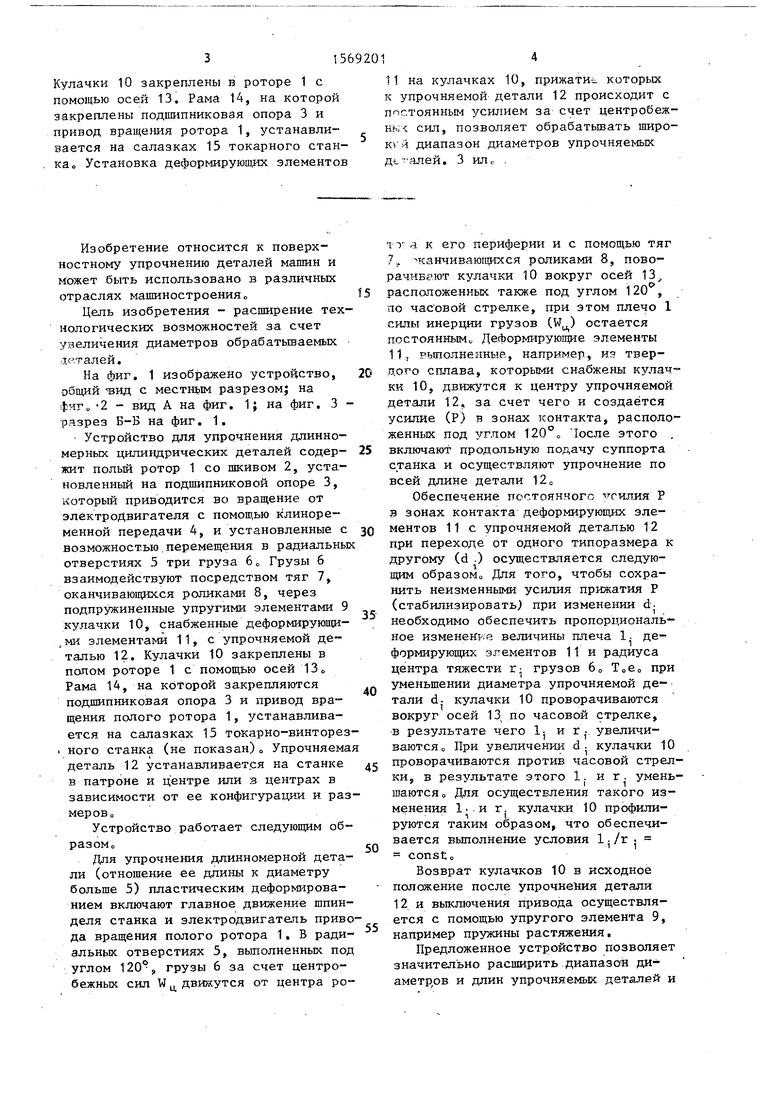
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для одновременного нанесения покрытий на внешние поверхности по крайней мере двух изделий | 1990 |
|
SU1724439A1 |
| Устройство для копирной расточки фасонных отверстий | 1981 |
|
SU965621A2 |
| СПОСОБ ВИБРОУПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2009 |
|
RU2429962C2 |
| ИНСТРУМЕНТ ДЛЯ ВИБРОНАКАТЫВАНИЯ ПЛОСКОСТЕЙ | 2009 |
|
RU2425745C2 |
| Устройство для упрочнения деталей | 1986 |
|
SU1362610A1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО УПРОЧНЕНИЯ ВИНТОВ | 2008 |
|
RU2383427C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО УПРОЧНЕНИЯ ВИНТОВ | 2008 |
|
RU2383424C1 |
| СПОСОБ ВИБРОНАКАТЫВАНИЯ ПЛОСКОСТЕЙ | 2009 |
|
RU2428298C2 |
| ИНСТРУМЕНТ ДЛЯ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 1991 |
|
RU2008177C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО УПРОЧНЕНИЯ ВАЛОВ | 2008 |
|
RU2366562C1 |

Изобретение относится к поверхностному упрочнению деталей машин и может быть использовано в различных отраслях машиностроения. Цель изобретения - расширение технологических возможностей. В трех радиальных отверстиях 5 ротора 1 размещены грузы 6, которые взаимодействуют посредством тяг 7, роликов 8, подпружиненных кулачков 10, деформирующих элементов 11 с упрочняемой деталью 12. Кулачки 10 закреплены в роторе 1 с помощью осей 13. Рама 14, на которой закреплены подшипниковая опора 3 и привод вращения ротора 1, устанавливается на салазках 15 токарного станка. Установка деформирующих элементов 11 на кулачках 10, прижатие которых к упрочняемой детали 12 происходит с постоянным усилием за счет центробежных сил, позволяет обрабатывать широкий диапазон диаметров упрочняемых деталей. 3 ил.
ЬиЪА
1k
5 6
Ьмкммвв
/1ГК
Фиг.1
12
/
г
Фиг.З
| Шнейдер Ю0Г | |||
| Инструмент для чистовой обработки металлов давлением | |||
| - Л.: Машиностроение, 1971, с0 67-69, рис 22. |
