Изобретение относится к технологии машиностроения к упрочняющей вибрационной обработки больших плоскостей поверхностно-пластическим деформированием (ППД) на фрезерных, многопозиционных и многооперационных станках, а также на специальных установках.
Известен способ и реализующий его иглофрезерно-упрочняющий инструмент, содержащий корпус, иглофрезу из проволочного ворса и упрочняющую часть, при этом упрочняющая часть расположена на его периферии и выполнена с торцовой рабочей поверхностью в виде свернутой в кольцо деформирующей пружины с витками в форме эллипса, на торце корпуса выполнены индивидуальные радиальные пазы, в которых расположены витки деформирующей пружины, прижатые к торцу корпуса прижимной планкой посредством винтов [1].
Известный способ и инструмент отличаются ограниченными возможностями управления в создании упрочненных слоев и регулярного микрорельефа обрабатываемой поверхности, низким КПД, недостаточно большой глубиной упрочненного слоя и недостаточно высокой степенью упрочнения обрабатываемой поверхности. В известном способе не решена проблема осевого перемещения иглофрезы относительно упрочняющей части при регулировании усилия деформирования. Что касается получения такого дополнительного движения иглофрезы или упрочняемой части, то очевидные технические решения предполагают наличие сложных приводов для осуществления такого движения, что усложнит конструкцию инструмента. Это снижает качество нанесения микрорельефа на деталь и степень ее рельефности, увеличивает себестоимость изготовления и трудоемкость эксплуатации, понижает общую стойкость инструмента, производительность и качество обрабатываемой поверхности.
Задача изобретения - расширение технологических возможностей, упрощение конструкции инструмента, снижение себестоимости изготовления и трудоемкости эксплуатации, повышение стойкости инструмента, производительности и качества обрабатываемой поверхности, повышение КПД привода, глубины упрочненного слоя и высокой степени упрочнения обрабатываемой поверхности.
Поставленная задача решается предлагаемым способом виброупрочняющей обработки плоских заготовок поверхностным пластическим деформированием, включающим сообщение деформирующему инструменту вращательного движения и подачи относительно его продольной оси для создания натяга, а заготовке - продольной подачи и поперечной подачи, при этом используют деформирующий инструмент, содержащий корпус и деформирующие кольца, имеющие форму эллипса, диск с радиальными пазами и опорный стакан, на котором закреплен профильный кулачок, деформирующие кольца закреплены в радиальных пазах диска прижимными планками посредством винтов, корпус выполнен в виде торцового асинхронного двигателя и содержит подвижную вращающуюся часть - ротор с витым магнитопроводом, в пазах которого расположена короткозамкнутая вторичная обмотка и неподвижную часть - статор с витым магнитопроводом, в пазах которого расположена первичная обмотка, при этом диск закреплен на роторе, опорный стакан запрессован в центральную часть статора, а упомянутый профильный кулачок воздействует на деформирующие кольца для создания их вибрации в радиальном направлении при вращении ротора.
Сущность предлагаемого способа виброупрочняющей обработки поясняется чертежами.
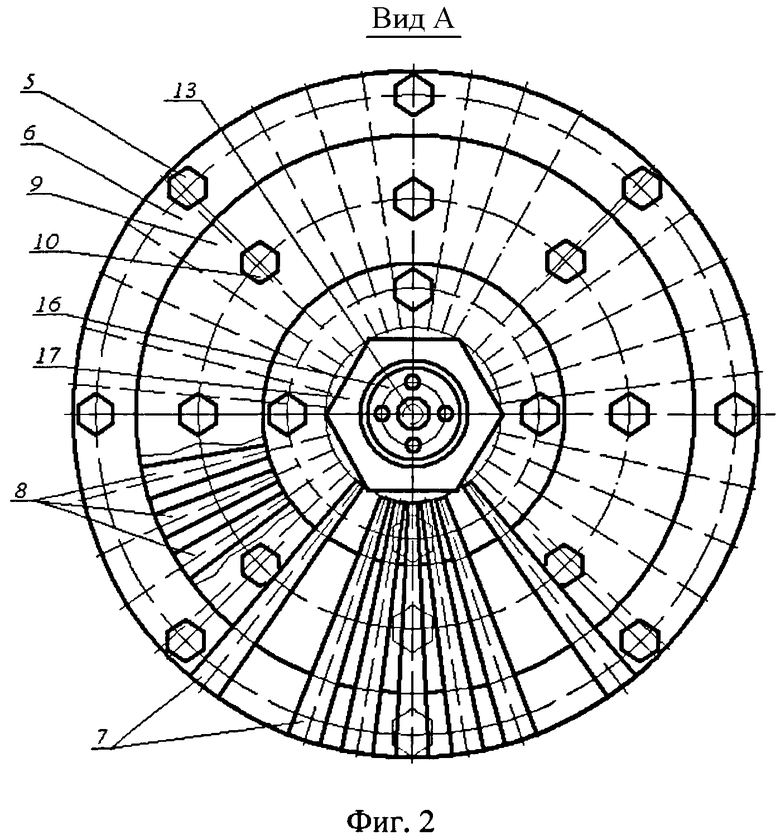
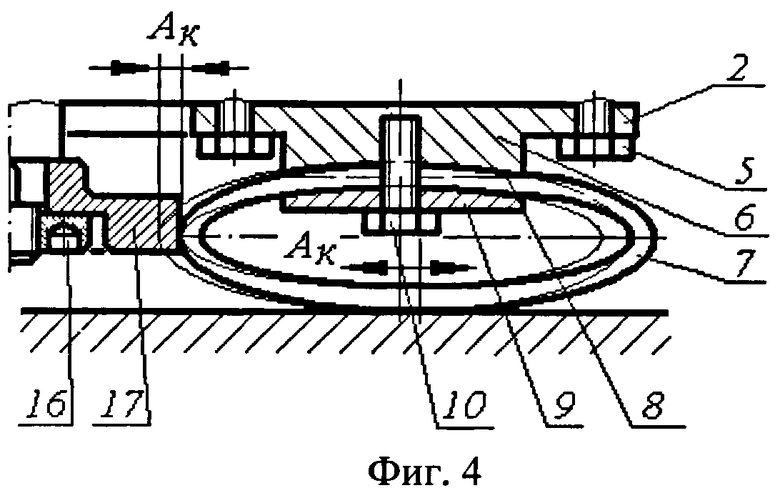
На фиг.1 представлена схема плоского вибрационного упрочнения разработанным виброупрочняющим инструментом, частичный продольный разрез, деформирующие кольца контактируют с впадинами кулачка и приближены к центру инструмента; на фиг.2 - вид по А, снизу, на фиг.1; на фиг.3 - инструмент для виброупрочнения плоских поверхностей, продольный разрез, диск с рабочими деформирующими элементами и кулачком условно сняты и не показаны; на фиг.4 - деформирующее кольцо контактирует с выступом кулачка и максимум удалено от центра инструмента.
Предлагаемый способ предназначен для виброупрочняющей обработки плоскостей поверхностным пластическим деформированием (ППД) и включает сообщение деформирующему инструменту 1 вращательного движения VИ и продольной подачи SH для создания натяга относительно собственной продольной оси, а плоской заготовке - продольной подачи SПР и поперечной подачи SПОП.
Виброупрочняющий инструмент, реализующий предлагаемый способ, относится к многоэлементным деформирующим инструментам для вибрационного ППД плоских поверхностей металлических деталей машин и содержит две части: корпус 1, в котором расположен привод вращения деформирующих элементов, и устройство 2 крепления деформирующих элементов.
Корпус 1 разработанного виброинструмента состоит из неподвижной части - статора 3 и подвижной части - ротора 4. К торцу ротора 4 жестко с помощью винтов 5 крепится диск 6 с упрочняющей частью, выполненной в виде деформирующих колец 7 в форме эллипса. Деформирующие элементы могут быть выполнены как в виде эллипсовидных отдельных колец 7 (см. фиг.1, 2), так и в виде эллипсовидных витков пружины, свернутой в кольцо (не показана) [1].
Деформирующие кольца 7 закреплены в радиальных пазах 8, которые выполнены на торце диска 6, прижимной планкой 9 посредством винтов 10. Для возможности и удобства монтажа и сборки планка 9 изготовлена в виде нескольких кольцевых секторов.
Подвижная вращающаяся часть корпуса - ротор 4 входит в состав торцового асинхронного электродвигателя (ТАД), который содержит помимо ротора неподвижную часть корпуса - статор 3 с витым магнитопроводом 11, в пазах которого расположена первичная обмотка. При этом ротор 4 имеет витой магнитопровод 12, в пазах которого расположена короткозамкнутая вторичная обмотка [2-4].
В центральной части статора 3 запрессован опорный стакан 13, на котором на упорных подшипниках 14 подвешен ротор 4, закрепленный гайкой 15 с учетом воздушного зазора Δ между магнитопроводами 11 и 12.
После подключения обмотки 11 статора 3 к сети, в результате воздействия вращающегося магнитного поля на проводники короткозамкнутой обмотки 12 ротора 4, последний приводится во вращение со скоростью VИ. Возникающие при этом силы осевого притяжения магнитопроводов 11 и 12 воспринимаются упорным подшипником 19. Благодаря тому, что упорный подшипник 19 установлен снаружи магнитопроводов 11 и 12, следовательно, диаметр его дорожки качения достаточно большой, повышается устойчивость ротора 4 против выворачивающего действия сил, требующихся для эффективного виброупрочнения инструментом. Такая конструкция ТАД привода вращения инструмента позволяет уменьшить осевой размер всего инструмента 1, не превышающий суммарной толщины магнитопроводов 11 и 12, и делает инструмент компактным.
Опорный стакан 13 образует наружный кольцевой выступ для фиксированного соединения виброупрочняющего инструмента, например, с инструментальной бабкой (не показанной) фрезерного станка, на котором ведется обработка давлением плоских поверхностей изделий. Неподвижное крепление инструмента производится винтами (не показаны), которые закручиваются в резьбовые гнезда 18.
Резьбовое окончание стакана 13 позволяет на нем закрепить с помощью гайки 16 профильный кулачок 17, воздействующий на деформирующие кольца 7, вызывая их вибрацию с амплитудой АК в радиальном направлении при вращении ротора 4.
Деформирующими элементами - кольцами производится поверхностное пластическое деформирование и упрочнение обрабатываемой поверхности. В качестве упругого металлического элемента - кольца применяется проволока из стали круглого, полукруглого, прямоугольного, эллипсного и др. формы сечения.
Рабочий деформирующий элемент, изготовленный из упругой металлической проволоки (ГОСТ 9389-75) обладает высокой разрывной прочностью. В качестве материала проволоки используют сталь 65Г, 50ХФА, 60С2А, 65С2ВА по ГОСТ 14595-79.
Многоэлементная деформирующая часть рабочей поверхности инструмента в виде упругих эллиптических колец способствует свободному проникновению смазочно-охлаждающей жидкости (СОЖ) в зону обработки, если это требуется по технологическому процессу и позволяет интенсифицировать процесс обработки. Равномерное действие упругих сил металлической проволоки, свернутой в кольца, повышает точность и производительность обработки.
В процессе обработки деформирующие кольца соприкасаются с обрабатываемой поверхностью с определенным усилием Р. Одновременно с этим деформирующие кольца 7 соприкасаются со стороны центра с кулачком 17, имеющим впадины и выступы, которые вызывают перемещение в радиальном направлении рабочей части деформирующего кольца, т.е. их вибрацию с амплитудой АК в радиальном направлении. При набегании кольца на выступ неподвижного кулачка контактирующая с заготовкой часть кольца перемещается радиально от центра инструмента к его периферии, при контакте кольца с впадиной кулачка контактирующая с заготовкой часть кольца перемещается радиально от периферии инструмента к его центру за счет своей упругости возвращается в исходное состояние (см. фиг.4).
Вращение со скоростью VИ и возвратно-поступательное перемещение инструмента относительно обрабатываемой заготовки в продольном SПР и поперечном SПОП направлениях, а также радиальные вибрации с амплитудой АК деформирующих колец приводят к интенсивному обкатыванию и упрочнению поверхности.
Работа по предлагаемому способу осуществляется следующим образом.
Инструмент 1 подводят к заготовке и прижимают деформирующие элементы кольца 7 к обрабатываемой поверхности с необходимым для нанесения микрорельефа усилием Р, пользуясь осевой подачей SН. Затем инструменту или заготовке (на фиг.1 - заготовке 2) сообщают относительное прямолинейное продольное перемещение SПР, а инструменту 1 - вращательное движение VИ. При этом вращающийся ротор 4 с помощью деформирующих колец производит сглаживание и упрочнение микрорельефа плоской поверхности заготовки.
Деформирующие кольца под действием кулачка подвергнуты еще одному движению - радиальному возвратно-поступательному движению с амплитудой АК. Такие дополнительные движения деформирующих колец обеспечивают дополнительное смятие и выглаживание микронеровностей на линиях траектории перемещения деформирующих элементов, образуют на них дополнительные выступы и впадины, т.е. усложняют и упрочняют микрорельеф на поверхности заготовки.
Предлагаемый способ позволяет увеличить степень рельефности без усложнения конструкции инструмента.
Скорость вращения инструмента VИ задают в зависимости от требуемой производительности, конструктивных особенностей заготовки и оборудования. Обычно скорость составляет 30…200 м/мин. Заготовке сообщают продольную подачу SПР не более 0,1…3,0 мм на один оборот инструмента. Оптимальную подачу SПР° определяют по формуле:
SПР°=kSЭ,
где k - число деформирующих элементов; SЭ - подача на один деформирующий элемент, принимается, например, для колец из проволоки диаметром 3…5 мм не более - 0,1…0,5 мм на один оборот инструмента.
Пример. Обрабатывалась виброупрочнением плоская поверхность корпуса длиной - 1242 мм и шириной 170 мм, шероховатость Ra=0,4 мкм; материал - сталь 18ХГТ ГОСТ 4543-74, твердость НВ 207…228. Предварительная обработка черновое и чистовое фрезерование и финишная обработка виброупрочнением проводилась на модернизированном вертикально-фрезерном станке мод. 6М13П. Модернизация заключалась в установлении специального устройства с данным инструментом. Диаметр виброупрочняющего инструмента - 110 мм. Частота вращения инструмента - VИ=259 м/мин (4,32 м/с), nИ=750 об/мин, продольную подачу на один оборот инструмента принимали SПР°=30·0,3=0,9 мм, где k=30 - количество колец в инструменте, кольца в виде эллипса с осями 36×12 мм из проволоки диаметром 3 мм. Деформирующие эллипсоидальные кольца были изготовлены из сплава марки 38ХМЮА и после азотирования имели твердость 60…64 HRC. Затем их поверхность была отполирована до Ra=0,04…0,08 мкм. Кулачок 17 имел 6 выступов и сообщал деформирующим кольцам вибрации частотой 75 Гц и амплитудой 1,5 мм.
Минутную продольную подачу стола с заготовкой принимали SПР=0,9·750=675 мм/мин. Усилие виброупрочнения составляло около ≈700 Н, глубина наклепанного слоя находилась в пределах 0,15…0,20 мм; величина, на которую изменился размер после упрочнения, - 0,01…0,02 мм; смазывающе-охлаждающей жидкостью при упрочнении служил сульфофрезол (5%-ная эмульсия).
Требуемая шероховатость и точность поверхности была достигнута через Тм=2,46 мин (против  мин по базовому варианту при традиционном шлифовании с помощью шлифовальной головки, с последующим полированием абразивной лентой ЛВТ 2200x55 Э4, 5-8-10 ГОСТ 12439-79 на плоскошлифовальном станке на АО "Ливгидромаш"). Контроль проводился скобой индикаторной с индикатором ИЧ 10 Б кл. 1 ГОСТ 577-68. Отклонение от плоскостности составило не более 0,075 мм, что допустимо по ТУ.
мин по базовому варианту при традиционном шлифовании с помощью шлифовальной головки, с последующим полированием абразивной лентой ЛВТ 2200x55 Э4, 5-8-10 ГОСТ 12439-79 на плоскошлифовальном станке на АО "Ливгидромаш"). Контроль проводился скобой индикаторной с индикатором ИЧ 10 Б кл. 1 ГОСТ 577-68. Отклонение от плоскостности составило не более 0,075 мм, что допустимо по ТУ.
Виброупрочнение по предлагаемому способу разработанным инструментом позволяет расширить технологические возможности, упростить конструкцию инструмента, снизить себестоимость изготовления и трудоемкость эксплуатации, обеспечить чистовое поверхностное упрочнение, позволяющее повысить общую стойкость инструмента и качество обрабатываемой поверхности, а также повысить глубину упрочненного слоя и добиться высокой степени упрочнения обрабатываемой поверхности, увеличить производительность благодаря наложению вибраций на деформирующие элементы, повысить КПД привода, который непосредственно вмонтирован в конструкцию инструмента, сократить количество используемого оборудования, интенсифицировать процесс и улучшить шероховатость поверхности на 1-2 класса.
Источники информации
1. Патент RU 2312752, В24В 39/00, В23С 5/06. Иглофрезерно-упрочняющий инструмент. Степанов Ю.С., Киричек А.В., Тарапанов А.С. и др. Заявка №2006111840/02, 10.04.2006; 20.12.2007. Бюл. №35 - прототип.
2. Загрядцкий В.И., Кобяков Е.Т., Степанов Ю.С. Торцовые асинхронные электродвигатели и электромеханические агрегаты. Под общей ред. докт. технич. наук, проф. Ю.С.Степанова - М.: Машиностроение-1, 2003 - С.6-15, рис.1.4-1.5.
3. Патент RU 2058655 С1, 6 H02K 5/16, 17/00. Торцовая электрическая асинхронная машина / Загрядцкий В.И., Кобяков Е.Т. 1996. Бюл. №11.
4. Патент RU 2140700 C1, 6 H02K 5/173, 5/16, 17/16. Торцовая электрическая асинхронная машина / Загрядцкий В.И., Кобяков Е.Т., Сидоров Е.П. 1999. Бюл. №30.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВИБРОУПРОЧНЯЮЩИЙ ИНСТРУМЕНТ | 2009 |
|
RU2429963C2 |
| СПОСОБ ВИБРОНАКАТЫВАНИЯ ПЛОСКОСТЕЙ | 2009 |
|
RU2428298C2 |
| ИНСТРУМЕНТ ДЛЯ ВИБРОНАКАТЫВАНИЯ ПЛОСКОСТЕЙ | 2009 |
|
RU2425745C2 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2009 |
|
RU2430826C2 |
| СПОСОБ ОБКАТЫВАНИЯ ПРУЖИННЫМИ КОЛЬЦАМИ | 2009 |
|
RU2433901C2 |
| СПОСОБ ОБКАТЫВАНИЯ ЭЛЕКТРОГОЛОВКОЙ | 2009 |
|
RU2420390C2 |
| УПРОЧНЯЮЩАЯ ЭЛЕКТРОГОЛОВКА | 2009 |
|
RU2420389C2 |
| СПОСОБ ВИБРООБКАТЫВАНИЯ | 2009 |
|
RU2421321C2 |
| ЭЛЕКТРИЧЕСКАЯ ВИБРОГОЛОВКА ДЛЯ ОБКАТЫВАНИЯ | 2009 |
|
RU2421320C2 |
| КОМБИНИРОВАННЫЙ ИГЛОФРЕЗЕРНО-УПРОЧНЯЮЩИЙ ИНСТРУМЕНТ | 2010 |
|
RU2438850C2 |

Изобретение относится к технологии машиностроения, а именно к упрочняющей вибрационной обработке плоских заготовок поверхностным пластическим деформированием. Сообщают деформирующему инструменту вращательное движение и движение подачи относительно его продольной оси. Сообщают заготовке движение продольной подачи и поперечной подачи. Используют деформирующий инструмент, содержащий корпус, деформирующие кольца, имеющие форму эллипса, диск с радиальными пазами и опорный стакан, на котором закреплен профильный кулачок. Деформирующие кольца закреплены в радиальных пазах диска прижимными планками посредством винтов. Корпус выполнен в виде торцового асинхронного двигателя и содержит подвижную вращающуюся часть - ротор и неподвижную часть - статор. Диск закреплен на роторе. Опорный стакан запрессован в центральную часть статора. Профильный кулачок воздействует на деформирующие кольца для создания их вибрации в радиальном направлении при вращении ротора. В результате расширяются технологические возможности, повышается качество обработанной поверхности, а также увеличивается производительность. 4 ил.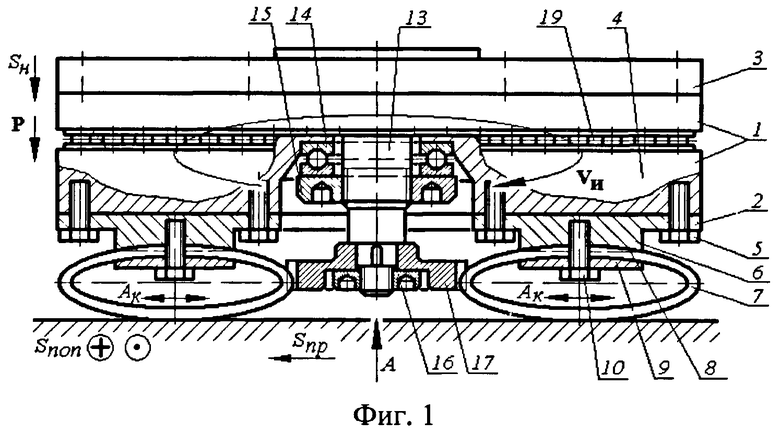
Способ виброупрочняющей обработки плоских заготовок поверхностным пластическим деформированием, включающий сообщение деформирующему инструменту вращательного движения и подачи относительно его продольной оси для создания натяга, а заготовке - продольной подачи и поперечной подачи, отличающийся тем, что используют деформирующий инструмент, содержащий корпус, деформирующие кольца, имеющие форму эллипса, диск с радиальными пазами и опорный стакан, на котором закреплен профильный кулачок, деформирующие кольца закреплены в радиальных пазах диска прижимными планками посредством винтов, корпус выполнен в виде торцового асинхронного двигателя и содержит подвижную вращающуюся часть - ротор с витым магнитопроводом, в пазах которого расположена короткозамкнутая вторичная обмотка, и неподвижную часть - статор с витым магнитопроводом, в пазах которого расположена первичная обмотка, при этом диск закреплен на роторе, опорный стакан запрессован в центральную часть статора, а упомянутый профильный кулачок воздействует на деформирующие кольца для создания их вибрации в радиальном направлении при вращении ротора.
| ИГЛОФРЕЗЕРНО-УПРОЧНЯЮЩИЙ ИНСТРУМЕНТ | 2006 |
|
RU2312752C1 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1991 |
|
RU2006361C1 |
| Способ иглофрезерной обработки | 1988 |
|
SU1576251A1 |
| КОМБИНИРОВАННЫЙ ИГЛОШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2004 |
|
RU2252133C1 |
| Способ определения атретических изменений в ооцитах из полостных фолликулов яичников крупного рогатого скота | 1986 |
|
SU1386189A1 |

