Изобретение относится к машиностроению, а именно к способам центровки роторов по муфтам.
Целью изобретения является повышение точности измерения и производительности центровки роторов.
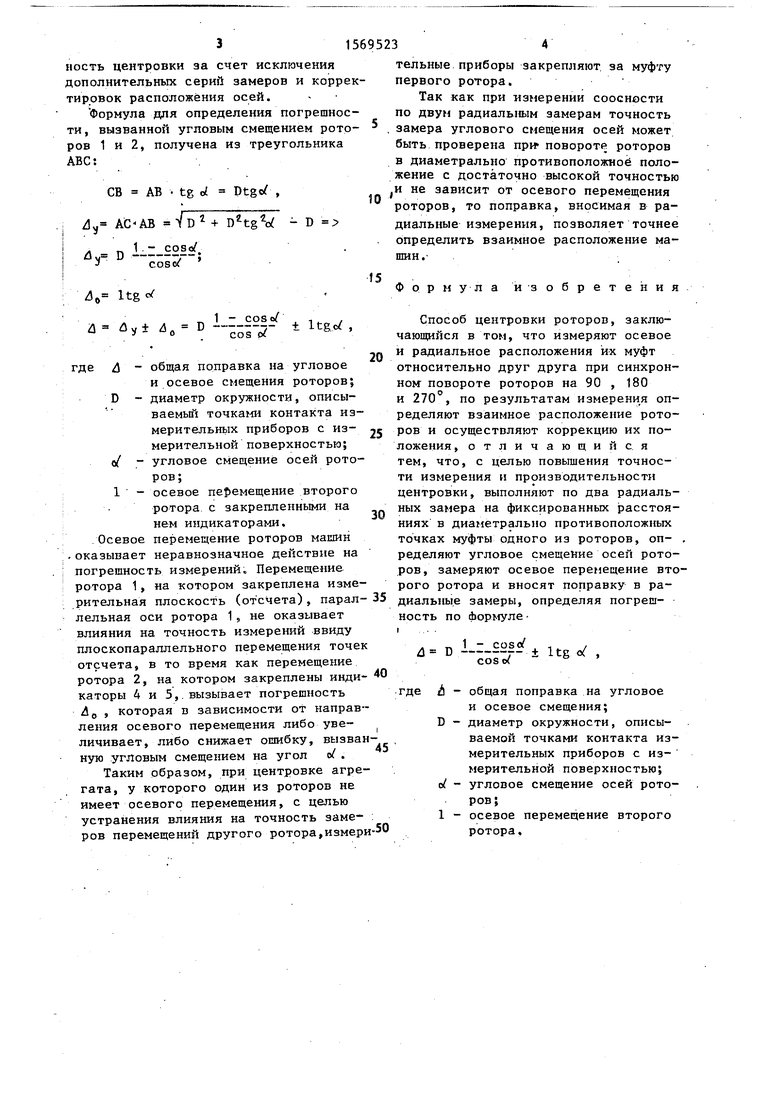
На фиг. 1 представлено положение плоскости замера радиального смещения роторов и ошибки от их углового Л у и осевого Л0 перемещений; на фиг. 2 - расположение средств измерения при центровке роторов.
Способ центровки осуществляют следующим образом.
На муфтах роторов 1 и 2 закрепляют измерительную поверхность 3 и измерительные приборы, например индикаторы 4 и 5, на базовом фиксированном расстоянии друг от друга для получения по два радиальных замера на муфте ротора 1 в двух диаметрально про- тивоположных ее точках А. Для замера осевого перемещения второго ротора 2 на нем закрепляют такой же индикатор 6.
Способ позволяет устранить ошибки, вносимые угловым и осевым смещениями роторов, что повышает производительел
О
со сп ю
(СО
ность центровки за счет исключения дополнительных серий замеров и корректировок расположения осей.
Формула для определения погрешности , вызванной угловым смещением роторовABC
1 и 2, получена из треугольника
СВ
АВ tg of Dtg«/
АС АВ 4D + - D
D
l I Ј2Јc/.
Itgrf
o
D
1 - cos«/
COS fit.
± Ugrf,
где 4 - общая поправка на угловое и осевое смещения роторов; D - диаметр окружности, описываемый точками контакта измерительных приборов с измерительной поверхностью; о - угловое смещение осей роторов;
1 - осевое перемещение второго ротора с закрепленными на нем индикаторами. Осевое перемещение роторов машин .оказывает неравнозначное действие на погрешность измерений. Перемещение ротора 1, на котором закреплена изме20
25
Способ центровки роторов, заключающийся в том, что измеряют осевое и радиальное расположения их муфт относительно друг друга при синхрон
ном повороте роторов на 90
180
30
и 270 , по результатам измерения оп ределяют взаимное расположение рото ров и осуществляют коррекцию их положения, отличающийся тем, что, с целью повышения точности измерения и производительности центровки, выполняют по два радиаль ных замера на фиксированных расстоя ниях в диаметрально противоположных точках муфты одного из роторов, определяют угловое смещение осей рото ров, замеряют осевое перемещение вт рого ротора и вносят поправку в рарительная плоскость (отсчета), парал- 35 диальные замеры, определяя погреш
5
0
тельные приборы закрепляют за муфту первого ротора.
Так как при измерении соосности по двум радиальным замерам точность замера углового смещения осей может быть проверена при поворот роторов в диаметрально противоположное положение с достаточно высокой точностью ,и не зависит от осевого перемещения роторов, то поправка, вносимая в радиальные измерения, позволяет точнее определить взаимное расположение машин.
Формула изобретения
Способ центровки роторов, заключающийся в том, что измеряют осевое и радиальное расположения их муфт относительно друг друга при синхронном повороте роторов на 90
180
и 270 , по результатам измерения определяют взаимное расположение роторов и осуществляют коррекцию их положения, отличающийся тем, что, с целью повышения точности измерения и производительности центровки, выполняют по два радиальных замера на фиксированных расстояниях в диаметрально противоположных точках муфты одного из роторов, оп . ределяют угловое смещение осей роторов, замеряют осевое перемещение второго ротора и вносят поправку в радиальные замеры, определяя погреш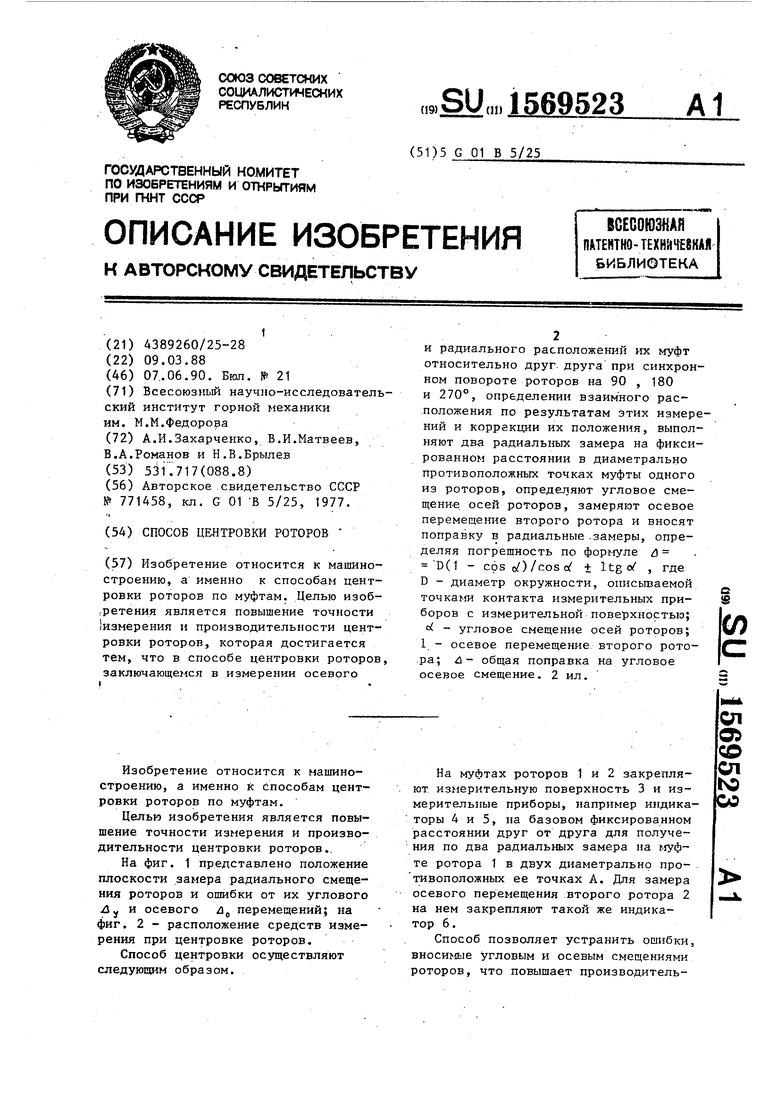
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ центровки роторов | 1988 |
|
SU1581995A1 |
| Способ центровки роторов | 1977 |
|
SU771458A1 |
| Способ центровки роторов | 1991 |
|
SU1775035A3 |
| СПОСОБ ЦЕНТРИРОВАНИЯ ВАЛОВ МАШИН | 2006 |
|
RU2316725C1 |
| Способ измерения несоосности роторов турбоагрегатов | 1980 |
|
SU998855A1 |
| СПОСОБ БАЛАНСИРОВКИ СБОРНОГО РОТОРА | 2013 |
|
RU2554666C2 |
| СПОСОБ КОНТРОЛЯ РАЗМЕРОВ РАБОЧИХ ПОВЕРХНОСТЕЙ КОЛЕЦ ДВУХРЯДНЫХ РАДИАЛЬНО-УПОРНЫХ ШАРИКОПОДШИПНИКОВ | 1994 |
|
RU2085842C1 |
| Способ регулирования зазора между статором и ротором в закрытой электрической машине и устройство для измерения зазора | 1982 |
|
SU1115171A1 |
| СПОСОБ КОНТРОЛЯ ФОРМЫ ПОРШНЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2403535C1 |
| УСТРОЙСТВО ИЗМЕРЕНИЯ УГЛОВЫХ И ЛИНЕЙНЫХ КООРДИНАТ ОБЪЕКТА | 2013 |
|
RU2519512C1 |

Изобретение относится к машиностроению, а именно, к способам центровки роторов по муфтам. Целью изобретения является повышение точности измерения и производительности центровки роторов, которая достигается тем, что в способе центровки роторов, заключающемся в измерении осевого и радиального расположений их муфт относительно друг друга при синхронном повороте роторов на 90, 180 и 270°, определении взаимного расположения по результатам этих измерений и коррекции их положения, выполняют два радиальных замера на фиксированном расстоянии в диаметрально противоположных точках муфты одного из роторов, определяют угловое смещение осей ротов, замеряют осевое перемещение второго ротора и вносят поправку в радиальные замеры, определяя погрешность по формуле Δ=D(1-COSΑ)/COSΑ±LTGΑ, где D - диаметр окружности, описываемой точками контакта измерительных приборов с измерительной поверхностью
α - угловое смещение осей роторов
L - осевое перемещение второго ротора
Δ - общая поправка на угловое осевое смещение. 2 ил.
. 4
лельная оси ротора 1 «, не оказывает влияния на точность измерений ввиду плоскопараллельного перемещения точек отсчета, в то время как перемещение ротора 2, на котором закреплены инди каторы 4 и 5, вызывает погрешность &0 , которая в зависимости от направления осевого перемещения либо уве- ( личивает, либо снижает ошибку, вызванную угловым смещением на угол .
Таким образом, при центровке агрегата, у которого один из роторов не имеет осевого перемещения, с целью устранения влияния на точность заме.5
ров перемещений другого ротора,измери
ность по Формуле i
. 1 - и -
± Itg о
где и - общая поправка на угловое и осевое смещения;
D - диаметр окружности, описываемой точками контакта измерительных приборов с измерительной поверхностью;
о - угловое смещение осей роторов;
1 - осевое перемещение второго ротора.
/
}
Фиг.1
| Способ центровки роторов | 1977 |
|
SU771458A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
