Изобретение относится к контрольно- измерительной технике, применяемой в общем машиностроении, и может быть использовано для центровки роторов.
Цель изобретения - повышение точно сти и производительности центровки.
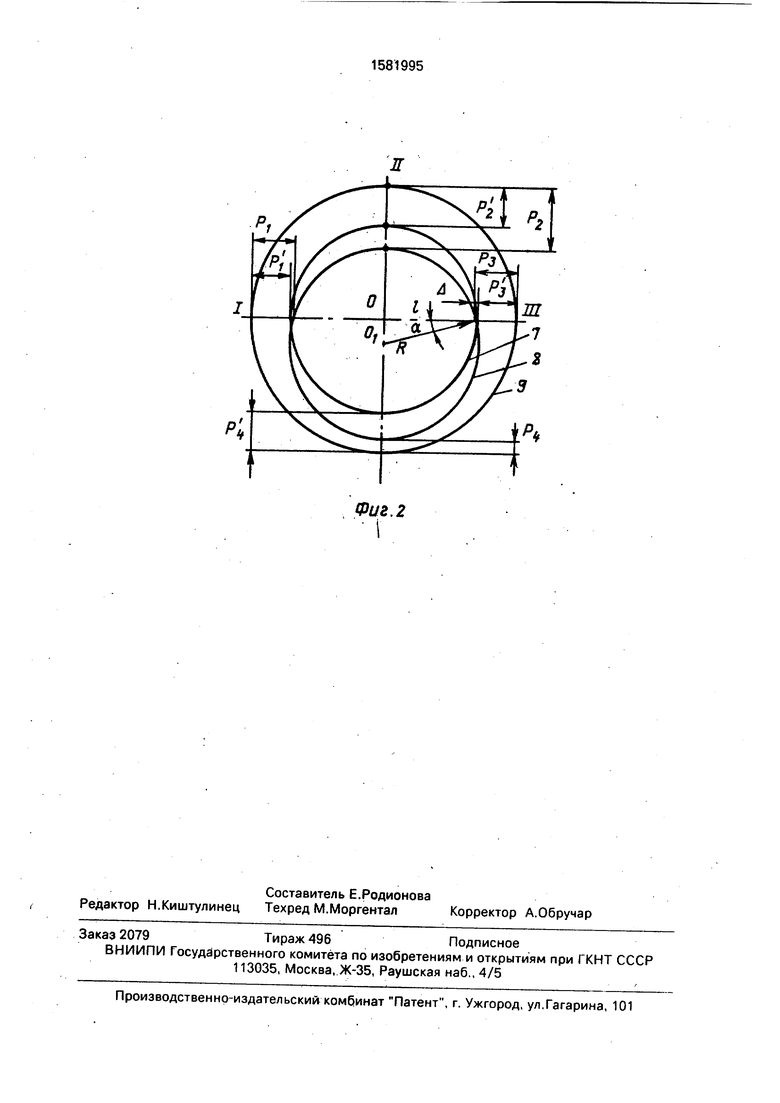
На фиг.1 показано расположение измерительных средств; на фиг.2 - расчетная схема погрешности и порядок выполнения замеров.
Процесс центровки роторов заключается в следующем.
, На роторе 1 параллельно его оси закреплена измерительная плоскость 3, а на роторе 2 также параллельно оси закреплен кронштейн 4, оборудованный измерительными приборами 5 и 6. Доступными для
измерений являются 3 точки, две из которых лежат в горизонтальной плоскости, а одна в вертикальной.
Перед выполнением замеров индикато- рыбибустанавливают так, чтобы на плоскости, параллельной кронштейну 4, они имели одинаковые показания, а роторы фиксируют так, чтобы измерительные приборы и плоскость находились в точке I (фиг.2) и снимают показания. Затем синхронно поворачивая роторы, через 90° выставляют их в точки II и III.
По полученным замерам в точках I-III определяют угловое и радиальное смещение в горизонтальной плоскости и устраняют их. Определяют угловое смещение в вертикальной плоскости, которую вычислясл
00
ю ю сл
ют, как разность показаний приборов 5 и 6, деленную на расстояние между ними Z, и устраняют его.
Затем выполняют вторую серию замеров.
Расчет недостающего четвертого замера производят по схеме (фиг,2), на которой указаны окружность 7, описываемая точкой измерения, когда оси центрируемых машин совпадают: окружность 8, описываемая точкой измерения, когда имеется радиальное смещение осей. Для окружности 7 размер Р4 будет
Р4Г- (Pi1 + Рз )-Р2 .
Для окружности 8, ввиду того, что замер производится выше центра окружности (не по диаметру), горизонтальные замеры отличаются от фактических на величину Д, которую необходимо вводить в виде поправки.
Недостающий размер Р4 при этом необходимо вычислять по формуле
Р4-(Р1 + Рз)Р2 -2А.
Значение Д определяют из выражения
, где I R cos a .
Угол а. 1 определяют из выражения
Р2 - Рз
а 1 arcsin.
R
Так как измерение Р выполнено с ошибкой, то угол занижен, а значение определяется неточно из выражения
Д R- R cosai .
Уточняют его по выражениям 2 - Рз + Д
а - arcsin
R
Д R- R cos a.
Внесение поправки Д позволяет исключить новую серию замеров.
Формула изобретения Способ центровки роторов, заключаю- щийея в том, что проводят две серии измерений взаимного расположения роторов при их синхронном повороте через. 90° и осуществляют коррекцию их положения, о т- личающийся тем, что, с целью повышения точности и производительности центровки, по результатам первой серии замеров устраняют угловое и радиальное смещение в горизонтальной плоскости и угловое смещение в вертикальной, по ре- 5 зультатам второй серии замеров вычисляют поправку Д на радиальное смещение в вертикальной плоскости по формуле
A R-Rcosa,
где R - радиус окружности, описываемый 0 точкой измерения;
а - угловое смещение этой точки, вычисляемое по формуле
Р2-Рз+Д1
5
0
а - arcsm
R
где Pz - радиальный замер в вертикальной плоскости;
Рз - радиальный замер в горизонтальной плоскости;
д R - R cosa 1 - приближенное значение поправки,
, Р2 - Рз
где а - arcsinприближенное
R
значение углового смещения точки измерения,
5 и с учетом поправки Д устраняют радиальное смещение в вертикальной плоскости.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ центровки роторов | 1991 |
|
SU1775035A3 |
| Способ центровки роторов | 1988 |
|
SU1569523A1 |
| Способ центровки роторов | 1977 |
|
SU771458A1 |
| Способ барометрического нивелирования | 1990 |
|
SU1825980A1 |
| Способ измерения несоосности роторов турбоагрегатов | 1980 |
|
SU998855A1 |
| Способ неконтактного подрыва и неконтактный датчик цели | 2021 |
|
RU2771003C1 |
| Устройство контроля работы бурового ключа | 1979 |
|
SU787624A1 |
| СПОСОБ ПРОЕКТИРОВАНИЯ ЦЕНТРОБЕЖНЫХ НАСОСОВ | 2013 |
|
RU2542160C1 |
| СПОСОБ КОНТРОЛЯ ФОРМЫ ПОРШНЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2403535C1 |
| Устройство для центровки роторов и цилиндров паровых турбин | 1952 |
|
SU99977A1 |
Изобретение относится к контрольно-измерительной технике, применяемой в общем машиностроении, и может быть использовано для центровки роторов. Цель изобретения - повышение точности и производительности центровки - достигается тем, что в способе центровки роторов, заключающемся в проведении двух серий измерений взаимного расположения роторов при их синхронном повороте через 90° и осуществлении коррекции их положения, угловое и радиальное смещение в горизонтальной плоскости и угловое в вертикальной плоскости устраняют в результате первой серии, а радиальное смещение в вертикальной плоскости устраняют в результате второй серии, учитывая поправку Δ=R-R COSΑ, где R = радиус окружности, описываемый точкой измерения, α - ее угловое смещение
α=ARCSIN[(P 2-P 3+Δ 1)/R], где P 2, P 3 - радиальные замеры в вертикальной и горизонтальной плоскостях
Δ 1 - приближенное значение поправки
Δ 1=R-R COSΑ 1, где α 1 - приближенное значение углового смещения точки измерения
α 1 = ARCSIN[(P 2-P 3)/R]. 2 ил.
Фиг. 2
| Способ измерения несоосности роторов двух сопрягаемых машин | 1973 |
|
SU493618A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
