Изобретение относится к машиностроению, в частности к методам изготовления инструмента, и может быть использовано в процессе обработки металлов протягиванием с помощью деформирующих элементов протяжки.
Известен способ изготовления деформирующего элемента протяжки (а.с. 1651444 А1; В23Д 43/02; В24В 39/00) (прототип), техническим результатом которого является снижение себестоимости изготовления протяжки за счет применения безвольфрамовых инструментальных сталей для протяжек, работающих со смазкой. На рабочие поверхности элемента, заборный, обратный конуса и цилиндрическую ленточку наносят регулярный микрорельеф из условия пересечения его канавками линий соединения заборного и обратного конусов с цилиндрической ленточкой. Затем наносят на них износостойкое покрытие толщиной меньше глубины канавок образованного регулярного микрорельефа. Это позволяет сохранять на поверхности инструмента смазку, что обеспечивает жидкостный режим трения.
Недостатками известного способа являются низкая прочность сцепления износостойкого покрытия с основой элемента, а также повышенный износ поверхностей элемента.
Техническим результатом заявляемого способа является обеспечение прочности сцепления износостойкого покрытия с основным материалом деформирующего элемента протяжки и повышение износостойкости рабочих поверхностей деформирующего элемента протяжки.
Этот результат достигается тем, что профиль регулярного микрорельефа предварительно перед нанесением износостойкого покрытия сглаживают по радиусу RC≥hC/0,31 хонингованием, где RC - радиус сглаживания, hC - глубина регулярного микрорельефа. При этом в сопряжении «протяжка-заготовка» в процессе протягивания применяют металлоплакирующую смазку, создающую на износостойком покрытии защитную сервовитную пленку из мягких антифрикционных металлов в виде меди, а основу деформирующего элемента выполняют из износостойкого циркониевого сплава в виде частично стабилизированного диоксида циркония (ЧСЦ) [2].
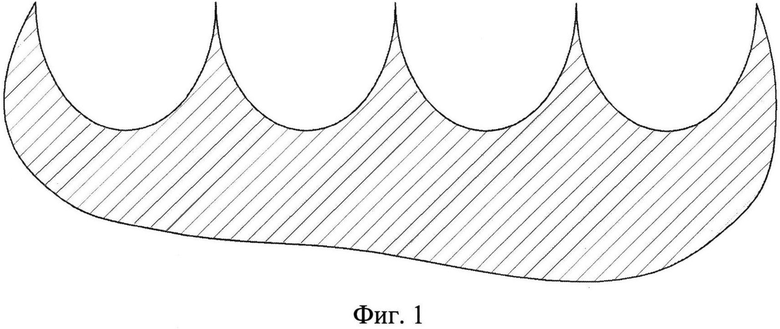
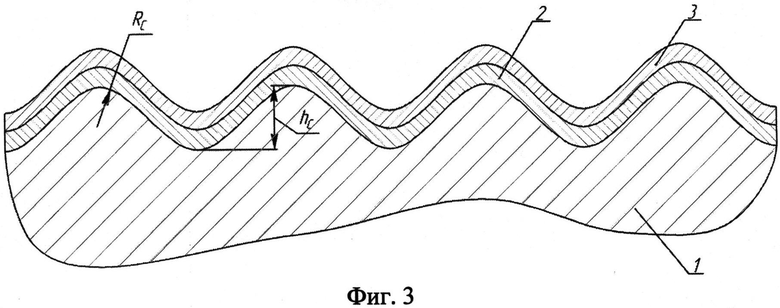
На фиг. 1 изображен исходный профиль регулярного микрорельефа деформирующего элемента протяжки. На фиг. 2 изображен профиль регулярного микрорельефа после сглаживания его выступов по радиусу RC≥hC/0,31 хонингованием. На фиг. 3 изображена упрочненная многослойная поверхность трения деформирующего элемента протяжки, где 1 - основа элемента из циркониевого сплава ЧСЦ; 2 - пленочное одно- или многослойное износостойкое и теплозащитное покрытие; 3 - сервовитная защитная противоизносная пленка из меди, образующаяся в результате применения металлоплакирующих смазочных сред при протягивании, толщина сервовитной пленки при этом составляет несколько микрометров.
Деформирующий элемент протяжки изготавливается следующим образом. Предварительно перед нанесением износостойкого покрытия на рабочих поверхностях элемента (заборном, обратном конусах и цилиндрической ленточке) осуществляют сглаживание острых выступов регулярного микрорельефа по радиусу RC≥hC/0,31 хонингованием (фиг. 1, 2), затем наносят износостойкое покрытие по известному способу (а.с. 1651444 А1), после чего в процессе протягивания применяют металлоплакирующую смазку, образующую на износостойком покрытии защитную сервовитную пленку из мягких антифрикционных металлов в виде меди, а основу элемента при этом выполняют из износостойкого циркониевого сплава (ЧСЦ).
Применение заявленного способа эффективно при протягивании заготовок из конструкционных и легированных сталей, цветных металлов и сплавов специального назначения.
По данным многочисленных экспериментов по износостойкости поверхностей деталей, покрытых сервовитной пленкой, проведенных в лаборатории триботехники кафедры МТ-13 МГТУ им. Н.Э. Баумана, износостойкость их возрастает в 1,5-3 раза, а температура разогрева сопряжения «протяжка-заготовка» снижается на 25-30°C, что подтверждает повышение износостойкости деформирующих элементов протяжки, полученных заявленным способом, при этом увеличивая прочность сцепления износостойкого покрытия с циркониевой основой материала элемента.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕФОРМИРУЮЩЕГО ЭЛЕМЕНТА ПРОТЯЖКИ | 1987 |
|
SU1651444A1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОГО ВОЛОЧЕНИЯ СПЛОШНЫХ И ПОЛЫХ ПРОФИЛЕЙ. | 2013 |
|
RU2560475C2 |
| СПОСОБ ДОРНОВАНИЯ | 2011 |
|
RU2475348C1 |
| УСТРОЙСТВО ДЛЯ ПРОТЯГИВАНИЯ | 1988 |
|
RU2028884C1 |
| ДОРН СБОРНЫЙ | 2015 |
|
RU2594771C1 |
| СБОРНАЯ СЕКЦИОННАЯ ПРОТЯЖКА ДЛЯ ОБТОЧКИ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО КОЛЕНЧАТЫХ ВАЛОВ | 2008 |
|
RU2380201C2 |
| ПОДШИПНИК СКОЛЬЖЕНИЯ С РЕГУЛЯРНЫМ МИКРОРЕЛЬЕФОМ | 2011 |
|
RU2475653C1 |
| СПОСОБ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕ-ВЫГЛАЖИВАЮЩЕГО ПРОШИВАНИЯ ПРЕЦИЗИОННЫХ ОТВЕРСТИЙ В РАДИАЛЬНО-НЕРАВНОЖЕСТКИХ ЗАГОТОВКАХ | 1992 |
|
RU2043909C1 |
| Деформирующий элемент протяжек и матриц | 1988 |
|
SU1570885A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ С КАЛИБРОВАНИЕМ И УПРОЧНЕНИЕМ МЕТАЛЛИЧЕСКИХ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2484928C2 |
Изобретение относится к машиностроению, в частности к методам изготовления инструмента, и может быть использовано в процессе обработки металлов протягиванием с помощью деформирующих элементов протяжки. Способ изготовления деформирующего элемента протяжки включает нанесение на заборный конус, обратный конус и цилиндрическую ленточку деформирующего элемента регулярного микрорельефа из условия пересечения его канавками линий соединения заборного и обратного конусов с цилиндрической ленточкой с последующим нанесением на них износостойкого покрытия толщиной меньше глубины канавок образованного регулярного микрорельефа для удерживания на поверхности инструмента смазки. Предварительно перед нанесением износостойкого покрытия хонингованием сглаживают профиль регулярного микрорельефа по радиусу RC≥hC/0,31, где RC - радиус сглаживания, hC - глубина регулярного микрорельефа, при этом создают на износостойком покрытии деформирующего элемента протяжки защитную сервовитную пленку из мягких антифрикционных металлов. Основу деформирующего элемента протяжки выполняют из износостойкого циркониевого сплава. Обеспечивается прочность сцепления износостойкого покрытия с основным материалом из циркониевого сплава и повышение в 1,5-3 раза износостойкости рабочих поверхностей протяжки. 3 ил.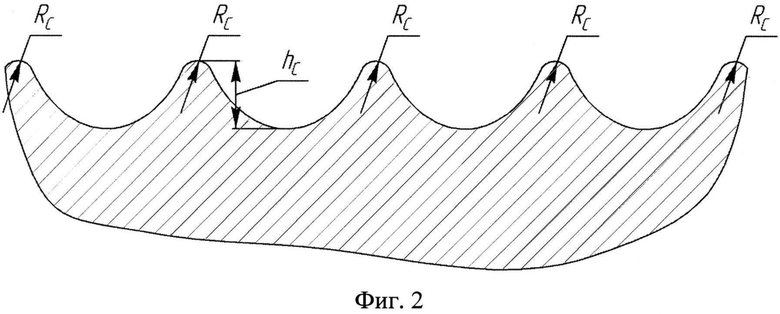
Способ изготовления деформирующего элемента протяжки, включающий нанесение на заборный конус, обратный конус и цилиндрическую ленточку деформирующего элемента регулярного микрорельефа из условия пересечения его канавками линий соединения заборного и обратного конусов с цилиндрической ленточкой с последующим нанесением на них износостойкого покрытия толщиной меньше глубины канавок образованного регулярного микрорельефа для удерживания на поверхности инструмента смазки, отличающийся тем, что предварительно перед нанесением износостойкого покрытия хонингованием сглаживают профиль регулярного микрорельефа по радиусу RC≥hC/0,31, где RC - радиус сглаживания, hC - глубина регулярного микрорельефа, при этом создают на износостойком покрытии деформирующего элемента протяжки защитную сервовитную пленку из мягких антифрикционных металлов в виде меди применением металлоплакирующей смазки, причем основу деформирующего элемента протяжки выполняют из износостойкого циркониевого сплава в виде частично стабилизированного диоксида циркония (ЧСЦ).
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕФОРМИРУЮЩЕГО ЭЛЕМЕНТА ПРОТЯЖКИ | 1987 |
|
SU1651444A1 |
| Способ изготовления протяжки | 1983 |
|
SU1196174A1 |
| Способ изготовления протяжки | 1978 |
|
SU749581A2 |
| Вестник РАН, 2012, том 82, N9, сс | |||
| Способ закалки паровозных и вагонных рессор | 1920 |
|
SU790A1 |
| EP 1820590 B1, 01.05.2013 | |||

