4 Изобретение относится к способам загрузки и размещения заготовок на ,поду вращающихся печей и может быть использовано в металлургической и дру гих отраслях промышленности.
Цель изобретения - уменьшение самопроизвольного смещения заготовок на поду и повышение коэффициента использования пода печи.
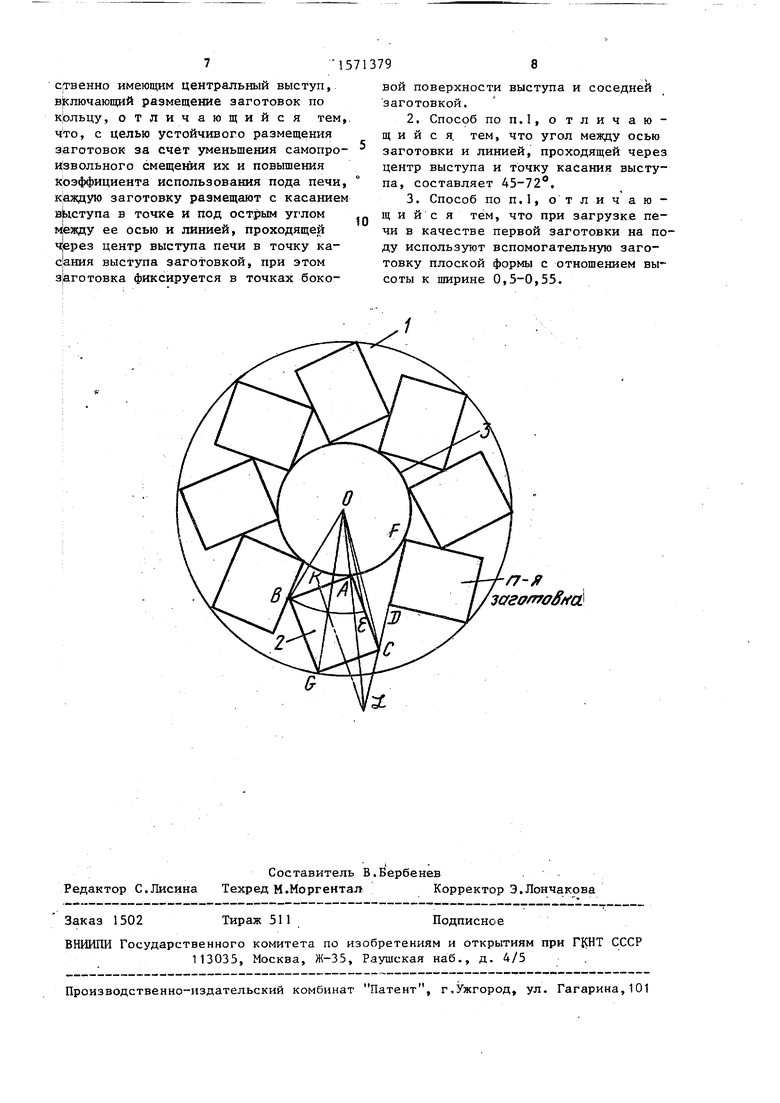
Сущность изобретения заключается в том, что при симметричном расположении заготовок на поду печи, имеющем круглый центральный выступ, каждую заготовку располагают под острым углом между ее осью и линией, проходящей через центр выступа и ближайшую к нему точку заготовки, при этом заготовка соприкасается в точках с боковой поверхностью выступа и соседней заготовкой. Острый угол составляет 45-72°. При загрузке пустой печи или при наличии разрыва между партиями заготовок в качестве первой на поду заготовки используют вспомогательную заготовку формы с отношением высоты к ширине, равным 0,5-0,55. Ширина вспомогательной заготовки должна составлять 0,95-1,05 диаметра нагреваемых заготовок. Расположение оси KL заготовки (фиг.1) под острым углом ЈKLO к линии LO, проходящей через центр 0 выступа и ближайшую к нему точку А заготовки, позволяет уменьшить самопроизвольное смещение заготовок на поду при его движении, так как один из углов заготовки (т.А)
ел j
оз i
со
Из треугольников CDO и DBO, с уч ето DO ВО, получаем
sin(90° + ol1 + If) sin ./OCD
СО
ВО
Гво
Z.OCD arcsinl - cos (ct + lf)j.
ГЕ
Отсюда 0 90° - - q ч
arcsin
ВО CO
COS (pi
убирается в центральный выступ пода, который препятствует перекатыванию заготовки в его сторону, а другой
угол (т.В) упирается в соседнюю зато- -.-...-..- ...:.-.... ../.... .z. или товку, препятствующую перекатыванию заготовки в противоположную сторону. При этом коэффициент использования площади пода, т.е. отношение площади активного пода к общей площади пода, максимальный при расположении заготовок, т.о., что угол /.KLO составляет 4 i-72°. Этот результат может быть полцен следующим образом.
Введем следующие обозначения (см. J5 Количество заготовок, которое можно фйг.1): Z.KLO Cf; /-ВОЕ об; L АОВ разместить на поду: -V; /. LCOD Q; АВ - d (диаметр заготовки); АЈ 1 (длина заготовки); АО г (ра- дЬус центрального выступа), причем 2Q , а т.С лежит на линии FD -условие, соответствующее предельному (Крайнему левому) положению n-й заго- т|эвки, при котором возможно ее удаление захватным устройством при загруз- 25 ке и выгрузке через одно окно. Из рассмотрения треугольника АВО получаем: В0е АВ + АОД - 2.АВ.АО 190° + Ср) или ВО d + г 2 + 2dr-sin (f и
360°- W -0 .
n ent(.) . Площад
ос
;ь активного пода: S
акт
пЫ. Из треуголь- BG1 + ВО2
ника BGO получаем: GO
2-BG- ВО f cos(180°-oi - tf) ВО2 +
+ I2 + 2 B(Mcos(rf + if).
Общая площадь пода 806и i1 GO .
Коэффициент использования площади по да: Р) - 5aKr/Sof u. После обезразмери
,| Гт f1
вания по формулам: г -г , 1 -т
30
d
siiW gj:5. Л.-7 или sino/ -.c.°.-i. расчетные формулы принимают вид:
АВ
ВО
ВО
™ sin (if-Of) Из треугольника АЕО: --: - -
или
sin(CjP -ct) sin(f
ВО
./ . , rsintf
Отсюда (Ц - оС arcsin(--- - ;,
, л xdcosCf N
Л (X + Ot f +arcstn( ) - arcsin (
.rsinif.
BO
).
2. 2. Из треугольника ACOtCO AC - 2 AC-cos (180°- tf) + .). sin(180°-4)
,n , /IsinW .
Oi + (f SrCSin(Јg) .
. .Isintf ч Отсюда Cj) arcs in () -
I
. rsintf ч + arcs in (.
Из треугольников CDO и DBO, с уч етом DO ВО, получаем
sin(90° + ol1 + If) sin ./OCD
СО
ВО
-.-...-..- ...:.-.... ../.... .z.
Гво
sinl - cos (ct + lf)j.
ГЕ
90° - - q ч
ВО CO
COS (pi
:.-.... ../....
Количество заготовок, разместить на поду:
360°- W -0 .
n ent(.) .
ос
Количество заготовок, которое можно разместить на поду:
ного пода: S
акт
пЫ. Из треуголь- BG1 + ВО2
ника BGO получаем: GO
2-BG- ВО f cos(180°-oi - tf) ВО2 +
+ I2 + 2 B(Mcos(rf + if).
Общая площадь пода 806и i1 GO .
Коэффициент использования площади пода: Р) - 5aKr/Sof u. После обезразмериКоличество заготовок, которое можно разместить на поду:
,| Гт f1
вания по формулам: г -г , 1 -т
d d
Bo -jr(i+ I + 2r sinq,
i. ,cos(f
Oi arcs in ( - ),
/ ,n /r sinCf
Oi Ц - arcs in ( ),
40
Oi oi + Ot
5
CO -Jl 4 + 2l r cos(f,
9 « - If - arcsin cos (/+(f)|;
/, Д sinW . ,c arcsin() - V- ,
0
n ent( GO
CO
2ff- V -0 Oi
0,
,.J
BO1
I ,
+ I1 + 2BO , 1 cos(rf+Cf)t
ft -1
I ir..GO
Расчет по формулам с помощью ЭВМ и обработка данных для наиболее характерных размеров заготовок ( 4, Ј г 61,5) дают зависимость для угла
t|, при котором л достигает максимапьиглт /л о TLJ он оитгст
ного значения:
Ч
глакс
(1 - 10,1371
+ 99,974)f(r) - (0 -3е),


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ укладки на под кольцевой печи цилиндрических непрерывно-литых заготовок | 2019 |
|
RU2706266C1 |
| Способ формообразования поверхностей зубьев цилиндрических колес | 1986 |
|
SU1454560A1 |
| Способ изготовления многослойной панели криволинейной формы с зигзагообразным гофрированным заполнителем | 1990 |
|
SU1830326A1 |
| Молотовой штамп | 1990 |
|
SU1808457A1 |
| Способ получения карбида кремния | 2023 |
|
RU2810161C1 |
| ТЕПЛОМАССООБМЕННЫЙ АППАРАТ | 1997 |
|
RU2182296C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОВЕРХНОСТЕЙ С ЧЕРЕДУЮЩИМИСЯ ВЫСТУПАМИ И ВПАДИНАМИ (ВАРИАНТЫ) И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2044606C1 |
| Лопасть ветрового колеса из композиционных материалов и способ ее изготовления | 1991 |
|
SU1807960A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ ИЗ АРМИРОВАННЫХ ПЛАСТМАСС | 1995 |
|
RU2097193C1 |
| ЛЕТАТЕЛЬНЫЙ АППАРАТ С ВЕРТИКАЛЬНЫМ ВЗЛЕТОМ И ПОСАДКОЙ (АППАРАТ - СОЛОУХИНОЙ Е.Н.) | 2017 |
|
RU2652423C1 |
Изобретение относится к способам загрузки и размещения заготовок на поду вращающихся печей и может быть использовано в металлургической и других отраслях промышленности. Цель - уменьшение самопроизвольного смещения заготовок на поду и повышение коэффициента использования пода печи. При симметричном расположении заготовок на поду печи, имеющем круглый центральный выступ, каждую заготовку располагают под острым углом между ее осью и линией, проходящей через центр выступа и ближайшую к нему точку заготовки, при этом заготовка соприкасается в точках с боковой поверхностью выступа и соседней заготовкой. Острый угол составляет 45-72°. При загрузке печи в качестве первой на поду заготовки используют вспомогательную заготовку плоской формы с отношением высоты к ширине 0,5-0,55. 2 з.п. ф-лы, 1 ил.
15,464г + 33,434г - 17,200 при 1 г & I ,2 где f(r) -i 0j8 480rf% 2,9017r - 1 ,6467 при 1,2 tr e 1,5
Расчет по этой формуле даетL KLO Lf/Wc 45 Д
Максимальный коэффициент использования площади пода при заданной производительности соответствует минимальной общей площади пода, т.е. минимальным габаритам печи.
Для исключения перекатывания первых заготовок, загружаемых в печь, в начале каждой партии заготовок или в начале работы печи в качестве первой заготовки используют плоскую заготовку с отношением высоты к ширине 0,5- 0,55. Если отношение меньше 0,5, то между вспомогательной заготовкой и первой основной образуется зазор и впоследующем основная заготовка может перекатываться. Гыбор отношения более 0,55 нецелесообразен, так как ухудшается устойчивость вспомогательной заготовки. Ширина вспомогательной заготовки должна составлять 0,95-1,05 диаметра основных нагреваемых заготовок. При выходе ширины ее за указанные пределы возможны сбои в работе механизации.
На чертеже представлена предлагаемая схема размещения заготовок на по
ДУ.
Заготовки размещают симметрично относительно оси вращения пода 1, при этом под после укладки очередной заготовки 2 поворачивают на угол & , равный углу Z.BOE (угловой шаг укладки заготовок). Ось KL каждой заготовки располагают под углом L KLO к линии LO, проходящей через ось пода и ближайшую к нему точку А заготовки, при этом один из углов заготовки (т.А) упирается в центральный выступ 3 пода, высота которого составляет не менее половины диаметра заготовки, а другой угол (т.В) упирается в соседнюю заготовку. Угол Z.KLO угол укладки заготовок 45-72 . В начале загрузки печи в качестве первой заготовки укладывают плашмя вспомогательную плоскую заготовку с отношением высоты к ширине 0,5-0,55, и шириной, равной
5
0
5
0
0,95-1,05 диаметра нагреваемых заготовок. При этом ось вспомогательной заготовки располагают под тем же углом к линии, проходящей через ось пода и ближайшую к нему точку вспомогательной заготовки, что и для всех ос заготовок (основных).
Пример 1. Печь с тарельчатым подоь для нагрева стальных цилиндрических заготовок диаметром d 200 мм, 1 800 MMJ производительностью 1,5 т/ч, обслуживающая участок изготовления каленвалов. Диаметр вращающейся части пода D 2065 мм, диаметр центрального выступа D, 480 мм (I 4; г 1,2); угол укладки заготовок (р 45 (Z.KLO); количество заготовок в печи п 8. Коэффициент использования площади пода р 0,38. Размеры вспомогательной заготовки: высота h 100 мм; ширина Ъ 190 мм; длина 1, 800 мм.
Пример 2. Печ,ь с тарельчатым подом для нагрева стальных цилиндрических заготовок на участке коленва5 лов, производительностью 1,5 т/ч. Размеры заготовок: d 300 мм; 1 600мм. Диаметр вращающейся части D 1865 мм; диаметр центрального выступа D/ 660 мм ( г 1,1); угол ук-
0 ладки заготовок tf 72° U.KLO); количество заготовок в печи п 7. Коэффициент использования площади пода й 0,46, Размеры вспомогательной заготовки: h 165 мм; b 315 мм; 1
5 600 мм.
Применение предлагаемого способа укладки заготовок на поду печи с вращающимся подом позволяет исключить самопроизвольное смещение заготовок при движении пода, что упрощает, а в ряде случаев сделает возможным применить механизацию выгрузки заготовок. Кроме того, уменьшаются габариты нагревательных печей, что ведет к экономии
5 производственных площадей.
Формула изобретения
71
ственно имеющим центральный выступ, включающий размещение заготовок по копьцу, отличающийся тем что, с целью устойчивого размещения заготовок за счет уменьшения самопроизвольного смещения их и повышения коэффициента использования пода печи каждую заготовку размещают с касание выступа в точке и под острым углом между ее осью и линией, проходящей через центр выступа печи в точку касания выступа заготовкой, при этом заготовка фиксируется в точках боко
GСоставитель В.Бербенев Редактор С.Лисина Техред М.МоргенталКорректор Э.Лончакова
Заказ 1502
Тираж 511
ВНИИПИ Государственного комитета по изобретениям и открытиям при Г{(НТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
8
вой поверхности выступа и соседней заготовкой.
2,Способ поп.1,отличаю- щ и и с я тем, что угол между осью заготовки и линией, проходящей через центр выступа и точку касания выступа, составляет 45-72°.
гг-я заг0я 0Ј а
Подписное
| Кривандин В.А | |||
| и др | |||
| Металлургические печи | |||
| М.: Металлургиздат, 1962, с.455, рис.154. |
