////// /s/ ///////////г /// М #/ Ј
г
Фие.1
Изобретение относится к деревообрабатывающей промышленности, в частности к линиям для изготовления паркетной доски.
Цель изобретения - повышение прочное ти склеивания.
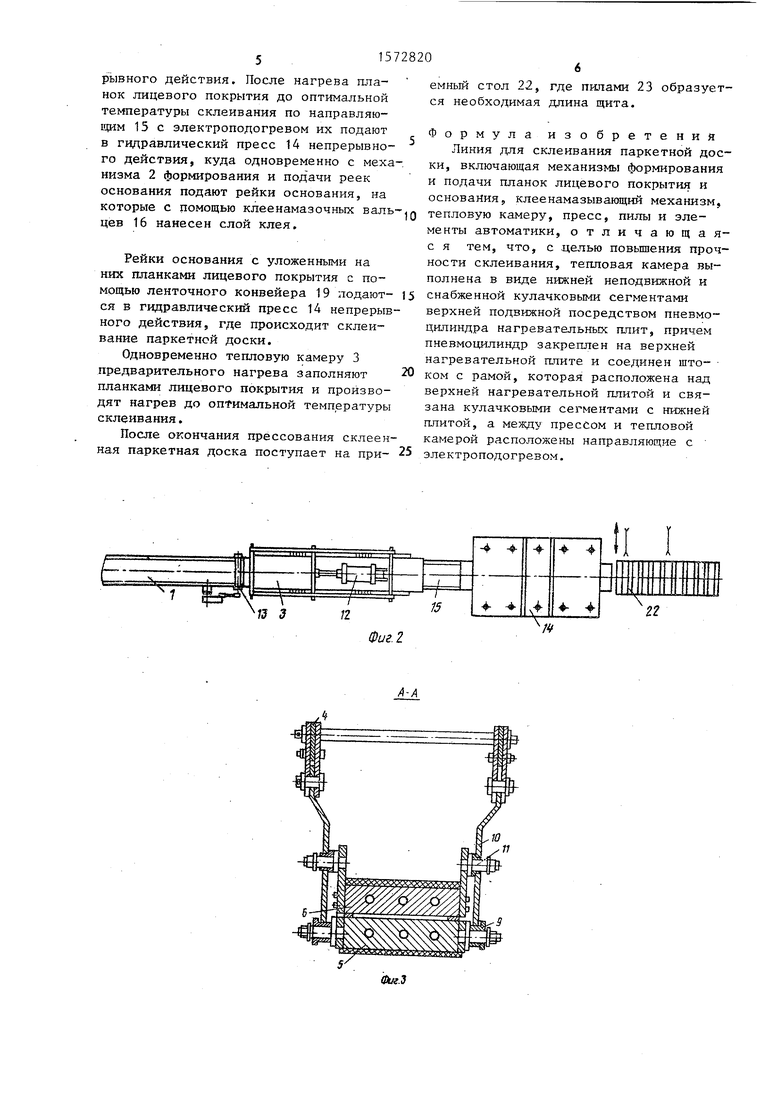
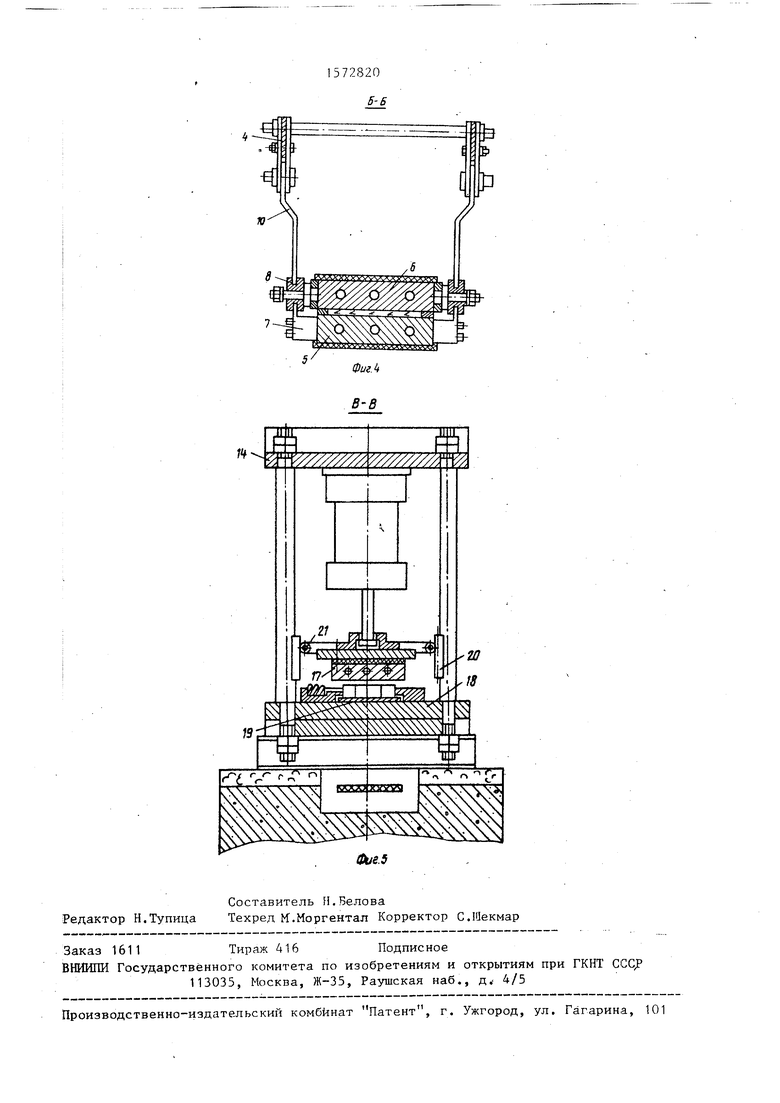
На фиг. 1 изображена схема линии склеивания паркетной доски, продольный разрез; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез А-А на ФРГ. 1; на фиг. 4 - разрез Б-Б на фиг.1; на фиг.5 - разрез В-В на фиг.1 I Линия для склеивания паркетной доски содержит механизм 1 формирования и подачи планок лицевого покрытия и расположенный под ним механизм 2 фор- ш|фования и подачи реек основания, которые выполнены в виде ленточных конвейеров с направляющими. За механизмом 1 формирования и подачи планок лицевого покрытия над механизмом 2 подачи и формирования реек основания установлена тепловая камера 3 предварительного нагрева планок лицевого покрытия, состоящая из рамы 4 и расположенных под ней нижней 5 и верхней подвижной 6 нагревательных плит. На н скней нагревательной плите 5 установлены направляющие 7, в которые входят ролики 8 верхней нагревательной плиты 6. На нижней нагревательной плите 5 имеются ролики 9, по которым передвигаются кулачковые сегменты 10, вращающиеся на оси 11 и шарнирно соединенные Q рамой 4. На верхней подвижной плите 6 закреплен пневмоци- линдр 12, шток которого соединен с рамой 4.
Опускание верхней нагревательной плиты 6 происходит за счет поворота кулачковых сегментов 10 вокруг оси 11. который осуществляется выдвижением Штока пневмоцилиндра 12.
Тепловая камера предварительного нагрева планок лицевого покрытия предназначена для нагрева планок до оптимальной температуры склеивания.
Для качественной подачи планок лицевого покрытия в тепловую камеру 3 предварительного нагрева установлен подъемный досылатель 13.
После тепловой камеры 3 предварительного нагрева планок лицевого покрытия установлен гидравлический пресс 14 непрерывного действия, который соединен с тепловой камерой 3 предварительного нагрева планок лицевого покрытия направляющими 15 с
5
0
0
5
0
5
0
5
электроподогревом для поддержания оптимальной температуры склеивания в планках лицевого покрытия, пока продолжается цикл прессования.
Под тепловой камерой 3 предварительного нагрева планок лицевого покрытия между механизмом 2 формирования и подачи реек основания и гидравлическим прессом 14 непрерывного действия установлены приводные клеена- мазочные вальцы 16, служащие для нанесения клея на рейки основания.
Гидравлический пресс 14 непрерывного действия состоит из верхней подвижной нагревательной плиты 17с жестким основанием и нижней неподвижной 18, между которыми проходит верхняя лента ленточного конвейера 19, служащая для перемещения реек основания с уложенными на них планками лицевого покрытия. Верхняя подвижная нагревательная плита 17 передвигается по направляющим 20, представляющим собой зубчатую рейку, по которым перемещаются шестерни 21 верхней нагревательной плиты 17.
За гидравлическим прессом 14 непрерывного действия установлен приемный стол 22, на котором для получения необходимого размера паркетной доски по длине установлены пилы 23, приводимые в действие регулируемым конечным выключателем 24.
Линия для склеивания паркетной доски работает следующим образом.
В исходном положении верхняя нагревательная плита 6 тепловой камеры 3 предварительного нагрева и верхняя нагревательная плита 17 с жестким основанием гидравлического пресса 14 непрерывного действия находятся в поднятом (верхнем) положении.
Механизм 1 формирования и подачи планок лицевого покрытия загружают планками, откуда они с помощью досы- лателя 13 поступают в тепловую камеру 3 предварительного нагрева, после заполнения которой планками включают пневмоцилиндр 12, который осуществляет поворот кулачковых сегментов 10 вокруг оси 11, производя плавное опускание верхней нагревательной плиты 6.. Продолжительность нагрева планок лицевого покрытия в тепловой камере 3 предварительного нагрева соответствует времени склеивания паркетной доски в гидравлическом прессе 14 непрерывного действия. После нагрева планок лицевого покрытия до оптимальной температуры склеивания по направляющим 15 с электроподогревом их подают в гидравлический пресс 14 непрерывного действия, куда одновременно с механизма 2 формирования и подачи реек основания подают рейки основания, на
емный стол 22, где пилами 23 образуется необходимая длина щита.
Формула изобретения
Линия для склеивания паркетной доски, включающая механизмы формирования и подачи планок лицевого покрытия и основания,, клеенамазывающий механизм,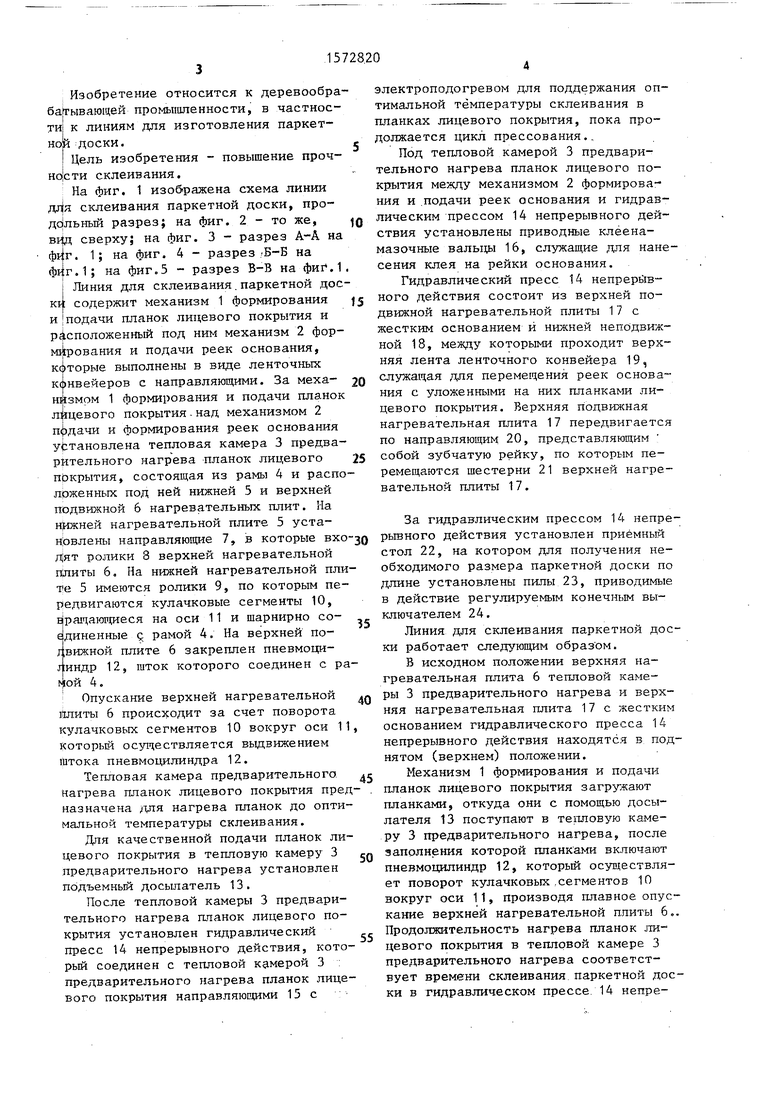
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для склеивания слоев паркетной планки | 1975 |
|
SU560750A1 |
| ПАРКЕТНАЯ ДОСКА | 2002 |
|
RU2205264C1 |
| ПАРКЕТНАЯ ПЛИТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2049661C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАРКЕТНЫХ ДОСОК | 1997 |
|
RU2128114C1 |
| Устройство для укладки на поддон планок лицевого покрытия паркетных досок | 1973 |
|
SU475271A1 |
| Паркетный щит | 2021 |
|
RU2769690C1 |
| Г. А. Б. А. Приеде, А. Я. Элкскис, 3. Б. Грейтан, О. А. Овчиннми Я- А. БрассЛебеде^^^д^йЮЗИДЛ кова _^^.10 •^'^°- 19'" | 1970 |
|
SU259570A1 |
| Пресс для склеивания паркета с лицевым покрытием | 1982 |
|
SU1043005A1 |
| УСТАНОВКА ДЛЯ СВОРКИ ЩИТОВ ПОЛОВОГО НАСТИЛА | 1973 |
|
SU368034A1 |
| Способ изготовления облицовочного покрытия паркета | 1986 |
|
SU1368172A1 |
Изобретение относится к деревообрабатывающей промышленности, в частности к линиям для изготовления паркетной доски. Цель изобретения - повышение прочности склеивания. Линия для склеивания паркетной доски содержит механизмы формирования и подачи планок лицевого покрытия 1 и основания 2, клеенамазочный механизм 16, тепловую камеру 3, пресс 14, пилы 23, выключатель 24. Прессование паркетной доски происходит в гидравлическом прессе непрерывного действия с верхней нагревательной плитой, а в тепловой камере 3 происходит предварительный нагрев планок лицевого покрытия до оптимальной температуры склеивания. Камера 3 состоит из нижней неподвижной 5 и верхней подвижной 6 нагревательных плит. Опускание и подъем плиты 6 осуществляется по направляющим 7 посредством пневмоцилиндра, закрепленного на ней и соединенного с рамой 4, расположенной над верхней нагревательной плитой 6, шарнирно связанной с кулачковыми сегментами 10, опирающимися на направляющие ролики 9 нижней плиты 5. 5 ил.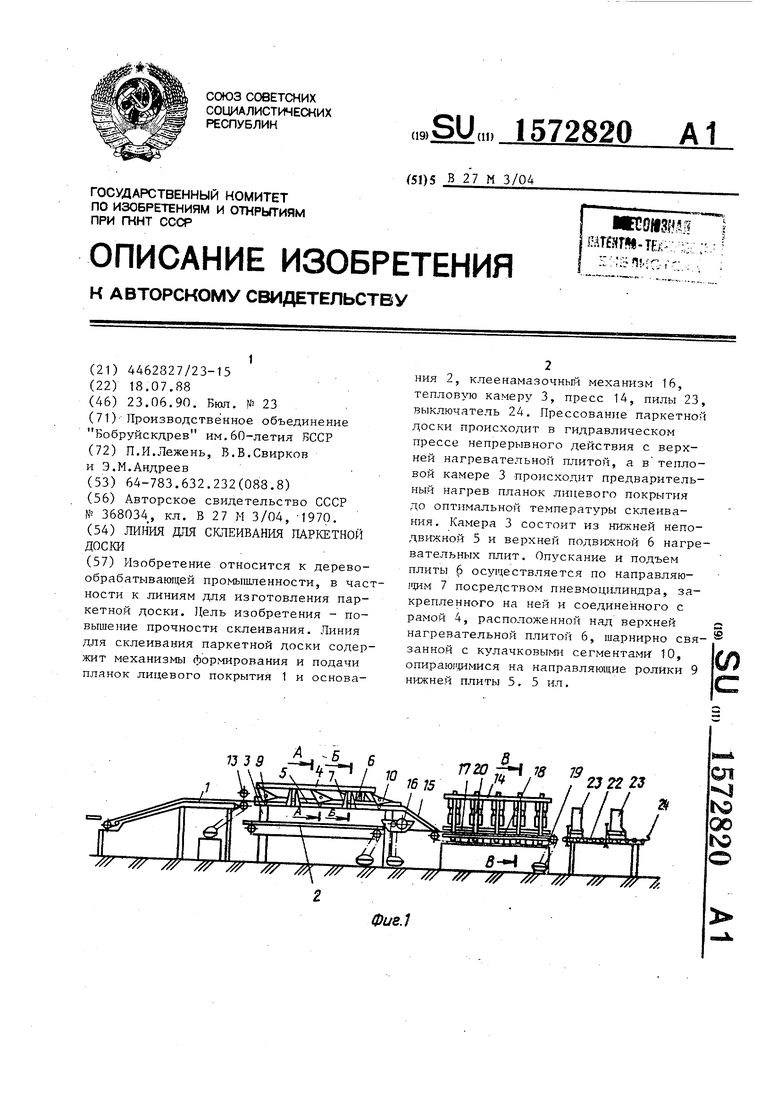
которые с помощью клеенамазочных валь-jQ тепловую камеру, пресс, пилы и элецев 16 нанесен слой клея.
Рейки основания с уложенными на них планками лицевого покрытия с поменты автоматики, отличающа с я тем, что, с целью повышения пр ности склеивания, тепловая камера в полнена в виде нижней неподвижной и
мощью ленточного конвейера 19 подают- 15 снабженной кулачковыми сегментами
ся в гидравлический пресс 14 непрерывного действия, где происходит склеивание паркетной доски.
Одновременно тепловую камеру 3 предварительного нагрева заполняют планками лицевого покрытия и производят нагрев до оптимальной температуры склеивания.
После окончания прессования склеен-
ная паркетная доска поступает на при
менты автоматики, отличающая- с я тем, что, с целью повышения прочности склеивания, тепловая камера выполнена в виде нижней неподвижной и
верхней подвижной посредством пневмо- цилиндра нагревательных плит, причем пневмоцилиндр закреплен на верхней нагревательной плите и соединен што- ком с рамой, которая расположена над верхней нагревательной плитой и связана кулачковыми сегментами с нижней плитой, а между прессом и тепловой камерой расположены направляющие с электроподогревом.
и
щ
ФигЬ
Фиё. 5
| УСТАНОВКА ДЛЯ СВОРКИ ЩИТОВ ПОЛОВОГО НАСТИЛА | 0 |
|
SU368034A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
