Изобретение относится к сварке металлов, в частности к дуговой сварке неплавящимся электродом в среде инертных газов с электромагнитным перемешиванием расплава ванны, и может быть использовано в машиностроении при изготовлении конструкций из сталей, титановых и алюминиевых сплавов.
Цель изобретения - повышение качества сварных соединений.
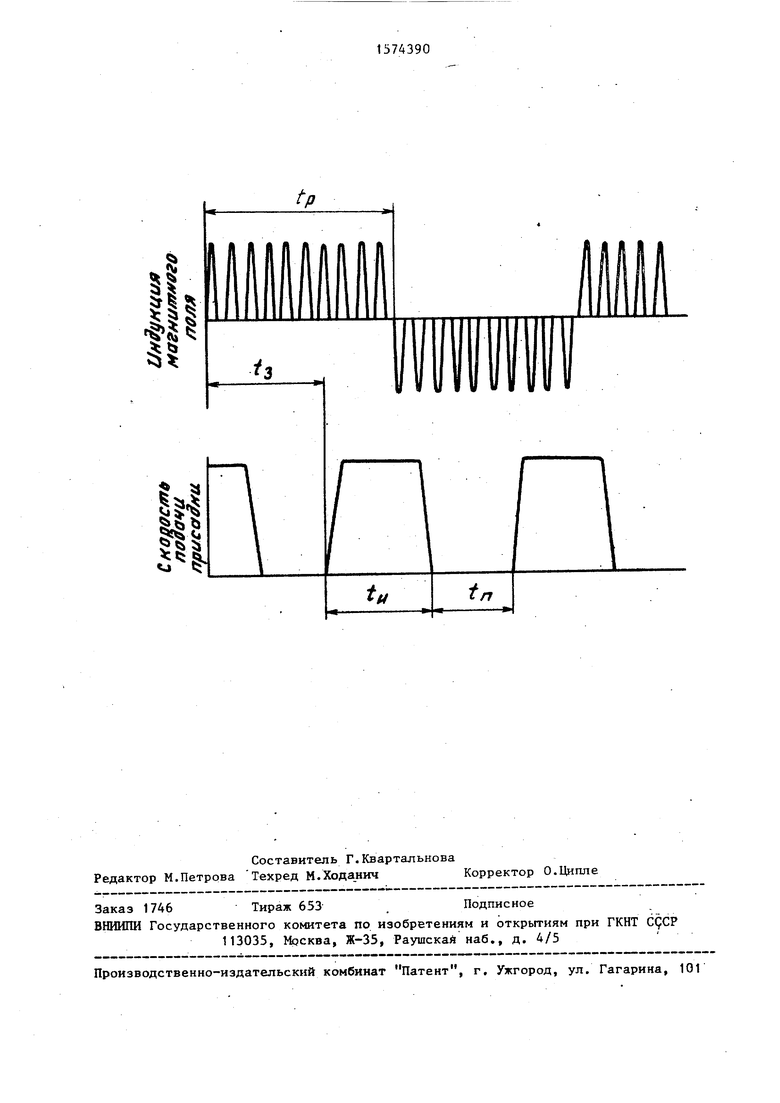
На чертеже представлена временная диаграмма, характеризующая предлагаемый способ.
Способ осуществляют с использованием неплавящегося электрода и с подачей присадочного материала. В процессе сварки на дугу и зону дуги воздействуют импульсным реверсируемым магнитным полем, подачу присадочного материала также осуществляют импульс- но с длительностью импульсов, кратной длительности цикла импульсов магнитного поля. При этом подачу присадочного материала производят с частотой, равной удвоенной частоте рссериирона- ния магнитного поля, а импульс подачи присадочного материала производят с задержкой относительно момента реверса магнитного поля.
При любых значениях параметров управляющего магнитного поля частота
IlrssA
СП
4j
Јь
СО
URtsJb
смены горячих и холодных полупериодо у фронта кристаллизации в хвостовой части сварочной ванны равна удвоенной частоте реверсирования поля. Подачу присадочного материала в предлагаемом способе осуществляют во время холодного полупериода, что интенсифицирует процесс кристаллизации и способствует образованию мелкозернистой структуры шва.
Особенность предлагаемого способа сварки состоит в согласовании частоты подачи присадочного материала с частотой периодических тепловых воздействий на фронт кристаллизации. При сварке с электромагнитным перемешиванием тепловые воздействия периодически создаются потоками горячего расплава в ванне, перемещающимися под действием управляющего магнитного поля из-под дуги к фронту кристалли- .зации. Экспериментально установлено, что частота тепловых воздействий равна частоте реверсирования управляющего магнитного поля fp на боковых кромках ванны и удваивается в центральной части ванны у продольной оси шва. Удвоение частоты тепловых воздействий происходит из-за наложения в центральной части ванны потоков расплава, периодически перемещающихся вдоль противоположных боковых кромок ванны. Так как присадочный материал подается в центральную часть ванны, синхронизация импульсов подачи присадочного материала с тепловым воздействиями достигается при частот импульсов подачи 2Ј„. Подача присадочного материала с другой частото нарушает чередование горячих и холодных полупериодов у фронта кристаллизации, увеличивается структурная неоднородноеть металла шва:
Установлено, что длительность холодного полупериода примерно равна половине периода теплового воздействия . Поэтому в центральной части ванны, где частота тепловых воэдей1
2F
Р 1
полупериода
Ч, дли-
ствий 2f и период их
а
тельность холодного
1- i t
с 2 Г
Инерционность перемещения потоков расплава в сварочной ванне вызывает задержку моментов смены полупериодов относительно моментов реверса управляющего магнитного поля. Для того,
0
s
0
5
0
5
0
чтобы начало импульса подачи присадочного материала совпало с началом холодного полупериода, необходима задержка подачи t3 относительно моментов реверса управляющего магнитного поля. Величина t- изменяется в зависимости от значения параметров сварочного режима. Симметрия импульса подачи присадочного материала относительно момента реверса управляющего магнитного поля не имеет значения. Производили сварку образцов из стали 12Х18Н10Т толщиной 4 мм на следующих режимах: ток сварки 160 А; напряжение дуги 10 В; скорость сварки 2,5 мм/с,1 индукция магнитного поля 15 мТ; интервал реверсирования 0,3 с; длительность.импульса подачи присадки 0,15 с. Использовался присадочную проволоку марки СВ06Х19Н10Т диаметром 1,2 мм, скорость подачи присадки 8,0 мм/с. Длительность задержки импульса подачи присадочного материала составляет 0,2 с.
Так как t p 0,3 с, то Јр 4т
г 4t р
1,67 Гц. Частота подачи присадки 2F р 3,ЗЬ Гц с периодом, равным tp 0,3 с. Поскольку во всех случаях выполняется зависимость tл + + tn tp, по длительности импульса подачи определяют длительность паузы
t п tp- tA 0,15 с.
Металлографический анализ показал, что швы имеют измельченную однородную структуру, которая обладает высокими механическими свойствами и коррозионной стойкостью.
5
0
5
Формула изобретения
Способ дуговой сварки неплавящимся электродом, при котором на зону дуги воздействуют импульсным реверсируемым магнитным полем и присадоч1- ный материал подают импульсно с длительностью импульсов, кратной длительности цикла импульсов магнитного поля, отличающий- с я тем, что, с целью повышения качества сварных соединений, подачу присадочного материала производят с частотой, равной удвоенной частоте реверсирования магнитного поля, а импульс подачи присадочного материала производят с задержкой относительно момента реверса магнитного поля.
ы
111
s- lJ

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки | 1987 |
|
SU1496944A1 |
| Способ дуговой сварки неплавящимся электродом | 1982 |
|
SU1076228A1 |
| Способ сварки кольцевых соединений магнитоуправляемой дугой | 1990 |
|
SU1775252A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1994 |
|
RU2087283C1 |
| Способ сварки | 1981 |
|
SU1063556A1 |
| Способ сварки плавлением | 1986 |
|
SU1388222A1 |
| Способ дуговой сварки и устройство для его осуществления | 1988 |
|
SU1574391A1 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ ПОГРУЖЕННОЙ ДУГОЙ | 1998 |
|
RU2146583C1 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ЗАЩИТНЫХ ГАЗАХ | 2011 |
|
RU2475344C1 |
| Способ дуговой сварки | 1983 |
|
SU1106612A1 |
Изобретение относится к сварке металлов, в частности к дуговой сварке неплавящимся электродом в среде инертных газов с электромагнитным перемешиванием расплава ванны, и может быть использовано в машиностроении при изготовлении конструкции из сталей, титановых и алюминиевых сплавов. Цель изобретения - повышение качества сварных соединений. В способе дуговой сварки неплавящимся электродом на дугу воздействуют импульсным реверсируемым магнитным полем и используют присадочный материал, который подают импульсно с длительностью импульсов, кратной длительности цикла импульсов магнитного поля. При этом подачу присадочного материала производят с частотой, равной удвоенной частоте реверсирования магнитного поля. Импульс подачи присадочного материала производят с задержкой относительно момента реверса магнитного поля. В способе согласована частота подачи присадочного материала с частотой периодических тепловых воздействий на фронт кристаллизации. 1 ил.
| Гидравлический амортизатор | 1980 |
|
SU879099A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
