Изобретение относится к сварке, а именно к способам электродуговой сварки плавлением с электромагнитным перемешиванием расплава сварочной ванны, и может быть применено в ма-; щиностроительной, химической и других отраслях промьшшенности при изготовлении сварных герметичных конструкций преимущественно из алюминиевых и магниевых сплавов.
Известен способ сварки магнитоуправляемой дугой, при котором используют импульсы электромагнитного поля повышенной скважности. Способ позволяет увеличить проплавляющую способность дуги и повысить качество сварных швов l .
Недостатком этого способа является недостаточная проплавляющая способность дуги при сварке с подачей присадочного материала.
Известен способ сварки с магнитным управлением сварочной дугой, в котором применяют импульсное магнитное поле для снижения расхода электроэнергии и повышения качества шва за счет прерывистого перемещения дуги. При этом наличие пауз между импульсами электромагнитного поля позволяет частично компенсировать снижение проплавляющей способности дуги в период действия импульса магнитного Поля zj.
Недостатком данного способа сварки с электромагнитным перемешиванием расплава является снижение проплавляющей способности дуги при сварке с подачей присадочного материала, что увеличивает толщину жидкой прослойки между электродом и основным металлом и затрудняет тепломассоперенос и перемешивание расплава сварочной ванны.
Наиболее близким к изобретению по технической сущности и достигаемо му результату является способ дугово сварки неплавящимся электродом с использованием присадочного материала, который подают импульсно, а на зону дуги воздействуют импульсным магнитным полем, причем длительность импулса подачи присадочного материала крана длительности цикли импульсов управляющего магнитного поля зЗ
Недостатком известного способа. является снижение проплавляющей способности дуги и эффектиности электро магнитного перемешивания сварочной
ванны с использованием присадочного материала, а для компенсации снижения проплавляющей спосо-бности дуги обычно повьпиают величину сварочного тока, что связяно с дополнительным расходом : лектроэнергии.
Цель изобретения - повьппеиие проплавляющей способности дуги, качества сварных швов и экономии электроэнергии.
Цель достигается тем, что согласно способу дуговой сварки неплавящимся электродом с и спользованием присадочного материала, который подают импульсно, а на зону дуги воздействуют импульсным магнитным полем, на период импульса подачи присадочного материала прекращают воздействие магнитным полем.
Это способствует уменьшению жидкой прослойки между электродом и свариваемым металлом, повышает проплавляющую способность дуги, эффективность перемешивания расплава сварочной ванны и качество сварного шва.
На чертеже представлена диаграмма характеризующая способ.
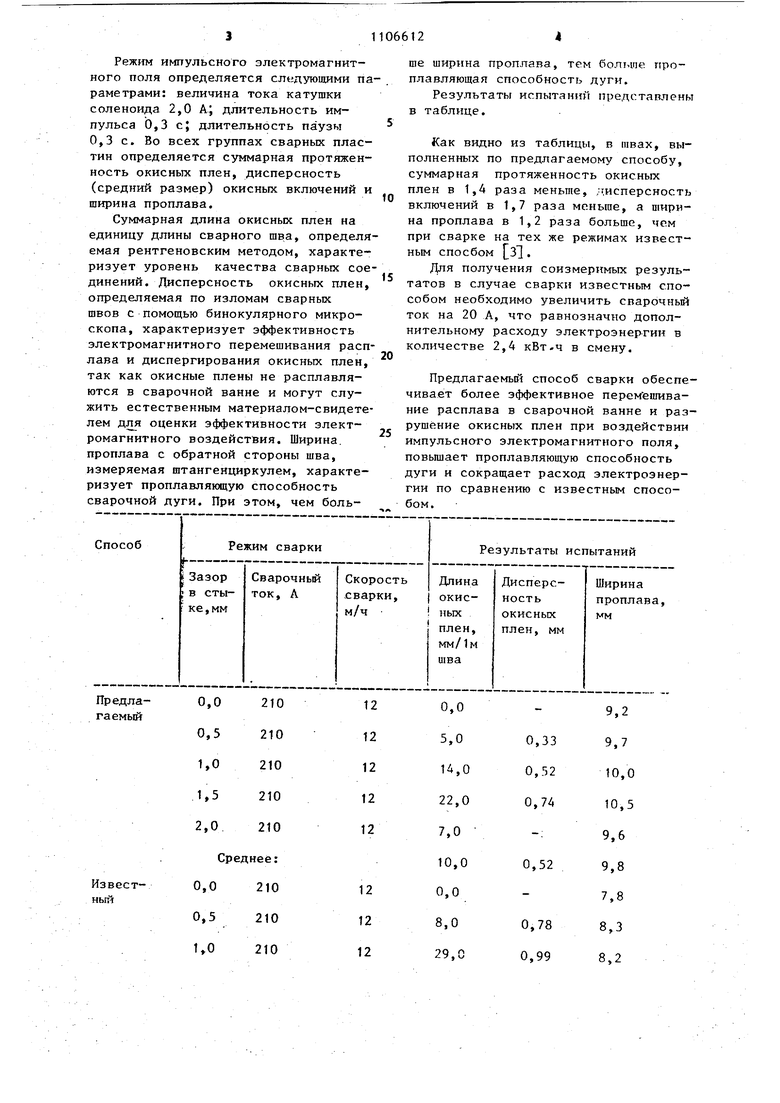
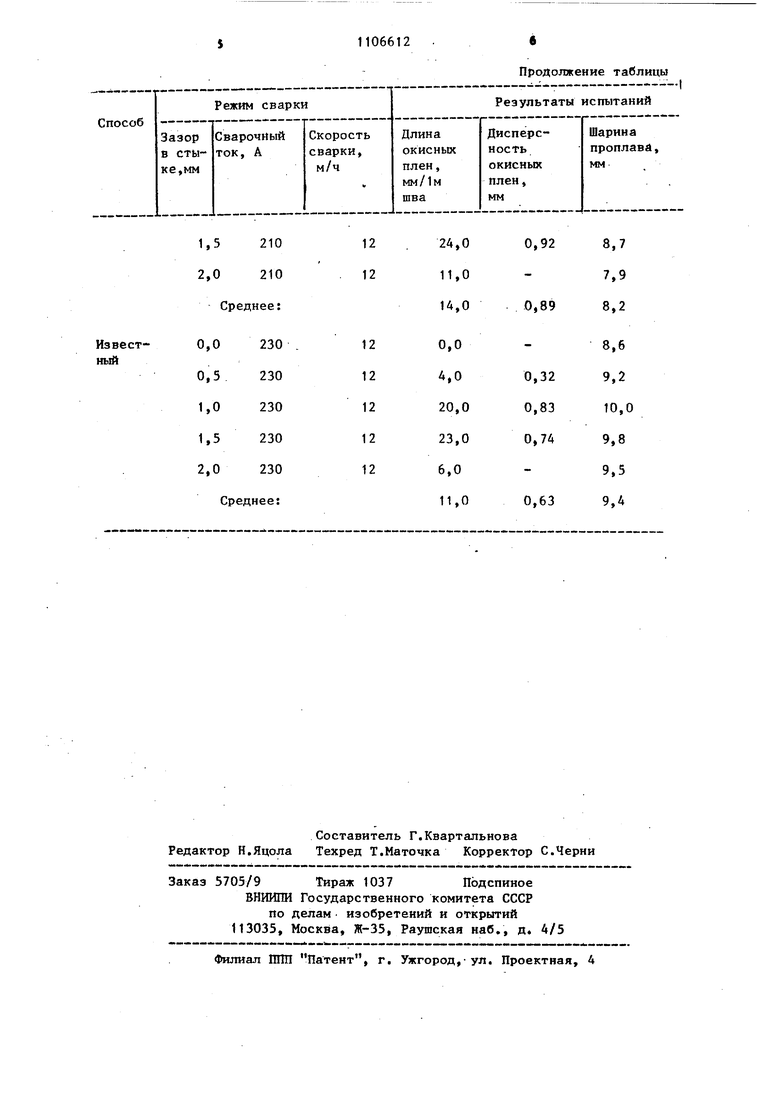
Пример. Провидится автоматическая аргонодуговая сварка вольфрамовым электродом пластин из алюми- ниевого сплава АМгб толщиной 4,5 мм. Пластины собираются встык с технологическими зазорами между кромками в диапазоне 0,5 - мм с интервалом 0,5 мм. Наличие технологических зазоров, в стыке способствует образованию окисных плен и несплошностей в шве, что облегчает выявление их рентгеновским методом контроля. Для осуществления способа используются сопло-соленоид и тиристорный синхронный прерыватель тока в цепях питания обмоток соленоида и электродвигателя подачи присадочного материала. С целью создания благоприятных условий для выявления возможных дефектов (окисных плен) в шве рентгеновским методом применяется специальная методика сблрки и сварки пластин с гарантированными зазорами в стыке между кромками в диапазоне О - 2,0 м с интервалом 0,5 мм, Дпя получения сравнительных данных параллельно проводится сварка однотипных пластин известным способом З на различных режимах. Режим импульсного электромагнитного поля определяется следующими па раметрами: величина тока катушки соленоида 2,0 А; длительность импульса 0,3 с; длительность паузы 0,3 с. Во всех группах сварных пластин определяется суммарная протяженность окисньпс плен, дисперсность (средний размер) окисных включений и ширина проплава. Суммарная длина окисных плен на единицу длины сварного шва, определя емая рентгеновским методом, характеризует уровень качества сварных сое динений. Дисперсность окисных плен, определяемая по изломам сварных швов с помощью бинокулярного микроскопа, характеризует эффективность электромагнитного перемешивания расп лава и диспергирования окисных плен, так как окисные плены не расплавляются в сварочной ванне и могут служить естественным материалом-свидете лем для оценки эффективности электромагнитного воздействия. Ширина, проплава с обратной стороны шва, измеряемая штангенциркулем, характеризует проплавляющую способность сварочной дуги. При этом, чем больше ширина проплава, тем болт-ше проплавляющая способность дуги. Результаты испытаний представлены в таблице. Как видно из таблицы, в швах, выполненных по предлагаемому способу, суммарная протяженность окисных плен в 1,4 раза меньше, дисперсность включений в 1,7 раза меньше, а ширина проплава в 1,2 раза больше, чем при сварке на тех же режимах известным спосбом 31. Для получения соизмеримых результатов в случае сварки известным способом необходимо увеличить сварочньй ток на 20 А, что равнозначно дополнительному расходу электроэнергии в количестве 2,4 кВт.ч в смену. Предлагаемьй способ сварки обеспечивает более эффективное перемешивание расплава в сварочной ванне и разрушение окисных плен при воздействии импульсного электромагнитного поля, повьш ает проплавляющую способность дуги и сокращает расход электроэнергии по сравнению с известным способом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ НА ПЕРЕМЕННОМ ТОКЕ | 1990 |
|
RU2012461C1 |
| Способ дуговой сварки в защитных газах | 1991 |
|
SU1776516A1 |
| Способ дуговой сварки алюминиевых сплавов | 1990 |
|
SU1745453A1 |
| Способ дуговой сварки | 1987 |
|
SU1496944A1 |
| Способ дуговой точечной сварки | 1980 |
|
SU958053A1 |
| Способ дуговой сварки алюминиевых сплавов | 1989 |
|
SU1703325A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1992 |
|
RU2008153C1 |
| Способ сварки | 1981 |
|
SU1063556A1 |
| Способ дуговой сварки неплавящимся электродом | 1982 |
|
SU1076228A1 |
| Способ сварки алюминиевых сплавов | 1989 |
|
SU1655694A1 |
СПОСОБ ДУГОВОЙ СВАРКИ неплавятимся электродом с использованием присадочного материала, который подают импульсно, а на зону дуги воздействуют-импульсным магнитным полем, отличающийся тем, что, с целью повышения проплавляющей способности дуги, качества сварных швов и экономии электроэнергии, на период импульса подачи присадочного материала прекращают воздействие магнитным полем. (Л U о 05 35
0,0210
0,5210
1,0210
1,5210
2,0210
Среднее:
0,0210
0,5210
1 0210
9,2
9,7
10,0
10,5
9,6
9,8
7,8
8,3
8,2
Продолжение таблицы
