Изобретение относится к дуговой свар.ке неплавящимся электродом с электромагнитным перемешиванием расплава ванны и может быть использовано при изготовлении сварных конструкций из высоколегированных сталей и титановых сплавов.
Целью изобретения является увеличение проплавляющей способности дуги и измельчение структуры металла сварного шва.
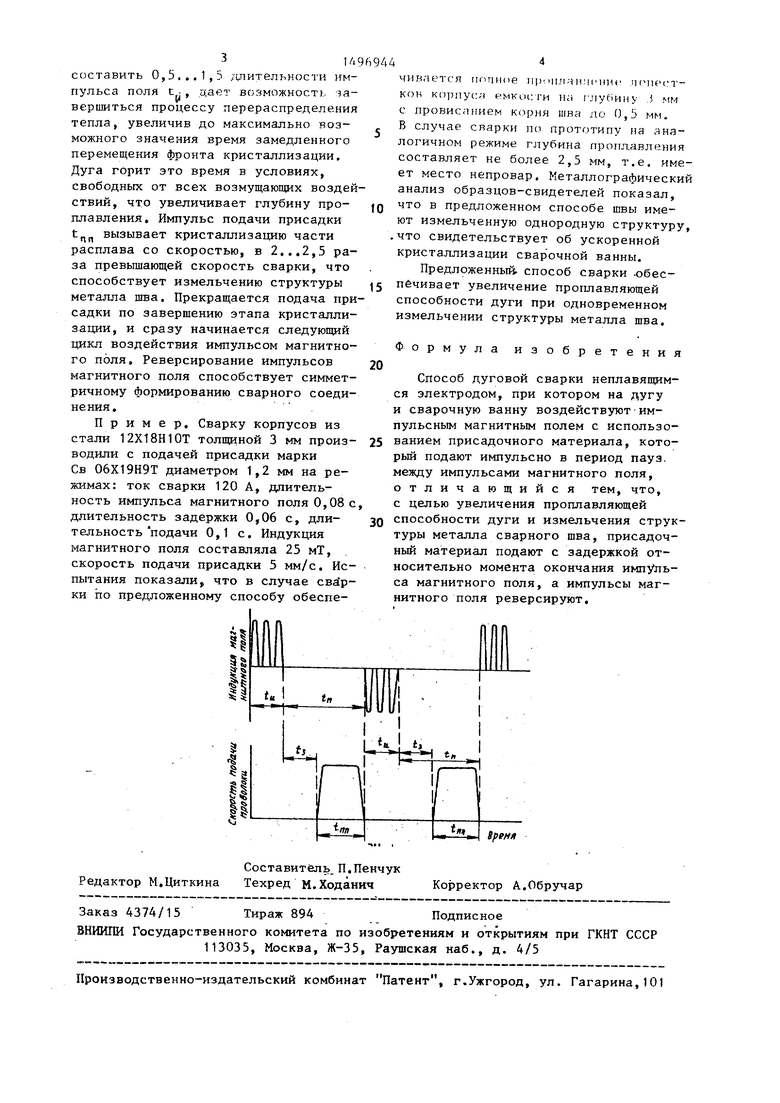
На чертеже приведена временная диаграмма, характеризующая способ, . Согласно способу дуговой сварки неплавящимся электродом, при котором
на дугу и сварочную ванну воздействуют импульсным магнитным полем с использованием присадочного материала, который подают импульсно в период пауз t„ между импульсами магнитного поля, присадочный материал подают с задержкой относительно момента окончания импульса реверсируемого магнитного поля.
По окончании импульса магнитного поля в хвостовую часть ванны по инерции продолжает поступать разогретый расплав из зоны дуги, фронт кристаллизации замедляет свое продвижение. Задержка tj, величина которой может
)J
СО
со 4
31Д
составить 0,5... 1,5 / лительностн импульса поля t,; , дает возможность
V
завершаться процессу перераспределения тепла, увеличив до максимально возможного значения время замедленного перемещения фронта кристаллизации. Дуга горит это время в условиях, свободных от всех возмущающих воздействий, что увеличивает глубину про- плавления. Импульс подачи присадки t вызывает кристаллизацию части расплава со скоростью, в 2...2,5 раза превышающей скорость сварки, что способствует измельчению структуры металла шва. Прекращается подача присадки по завершению этапа кристаллизации, и сразу начинается следующий цикл воздействия импульсом магнитного поля. Реверсирование импульсов магнитного шэля способствует симметричному формированию сварного соединения,
Пример, Сварку корпусов из стали 12Х18Н10Т толщиной 3 мм производили с подачей присадки марки Св 06Х19Н9Т диаметром 1,2 мм на режимах: ток сварки 120 А, длительность импульса магнитного поля 0,08 с длительность задержки 0,06 с, длительность подачи 0,1 с. Индукция магнитного поля составляла 25 мТ, . скорость подачи присадки 5 мм/с. Испытания показали, что в случае свирки по предложенному способу обеспе
чивлется nmiHne прмцл-чиш .пгчк ст- кон корпус; «г- мкосги ii;i Г лубину .} мм с провисанием корня шва ло 0,5 мм. В случае сварки по прототипу па диалогичном режиме глубина пропл.авлеиия составляет не более 2,5 мм, т.е. имеет место непровар. Металлографический анализ образцов-свидетелей показал, что в предложенном способе швы имеют измельченную однородную структуру, .что свидетельствует об ускоренной кристаллизации свар очной ванны.
Предложенный, способ сварки -обеспечивает увеличение прогшавляющей способности дуги при одновременном измельчении структуры металла шва.
Формула изобретения
Способ дуговой сварки неплавящимся электродом, при котором на дугу и сварочную ванну воздействуют импульсным магнитным полем с использованием присадочного материала, который подают импульсно в период пауз. между импульсами магнитного поля, отличающийся тем, что, с целью увеличения проплавляющей способности дуги и измельчения структуры металла сварного шва, присадоч- ньй материал подают с задержкой относительно момента окончания импупь- са магнитного поля, а импульсы магнитного поля реверсируют.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки | 1988 |
|
SU1574390A1 |
| Способ дуговой сварки неплавящимся электродом | 1982 |
|
SU1076228A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ НА ПЕРЕМЕННОМ ТОКЕ | 1990 |
|
RU2012461C1 |
| Способ дуговой сварки | 1983 |
|
SU1106612A1 |
| Способ импульсно-дуговой сварки неплавящимся электродом с шаговым перемещением | 1980 |
|
SU889334A1 |
| Способ дуговой сварки в защитных газах | 1991 |
|
SU1776516A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ АРГОННО-ДУГОВОЙ ИМПУЛЬСНОЙ СВАРКИ СТАЛЬНЫХ ТРУБ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2004 |
|
RU2262424C1 |
| Способ дуговой сварки и устройство для его осуществления | 1988 |
|
SU1574391A1 |
| Способ импульсной дуговой сварки неплавящимся электродом | 1982 |
|
SU1097463A1 |
| Способ дуговой сварки | 1979 |
|
SU872092A1 |
Изобретение относится к дуговой сварке неплавящимся электродом с электромагнитным перемешиванием расплава ванны и может быть использовано при изготовлении сварных конструкций из высоколегированных сталей и титановых сплавов. Цель изобретения - увеличение проплавляющей способности дуги и измельчение структуры металла сварного шва. Способ дуговой сварки заключается в наложении на дугу и сварочную ванну импульсов магнитного поля и импульсной подаче присадочного материала. Последний подают во время пауз между импульсами магнитного поля с задержкой относительно момента окончания импульса реверсируемого магнитного поля. Способ обеспечивает увеличение глубины проплавления при одновременном однородном измельчении металла сварного шва. Задержка длительности импульса поля дает возможность завершится процессу перераспределения тепла, увеличив время замедленного перемещения фронта кристаллизации. 1 ил.
tn
| СПОСОБ ЭЛЕКТРОМАГНИТНОГО ПЕРЕМЕШИВАНИЯ РАСПЛАВА СВАРОЧНОЙ ВАННЫВТТГООТизН А Яг:т.н:и5-п.л;:л';Е::шь':Б;';ИО7ЕКА | 0 |
|
SU305969A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ дуговой сварки | 1979 |
|
SU872092A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ дуговой сварки | 1983 |
|
SU1106612A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
