Изобретение относится к горячей обработке металлов давлением, преимущественно к горячей прокатке тяжелых цветных металлов и сплавов на реверсивных станах.
Цель изобретения - повышение качества проката путем стабилизации механических свойств и уменьшение разнотолщинности по длине полосы за счет одновременного снижения температурного клина.
Пример. Слиток из сплава Л63, имеющий размер мм нагревают и прокатывают на реверсивном стане мм с применением следующего режима обжатий: 145-110- 70-45-25-Пц.э- hN,- 4,1 мм. Подставив в предложенные в формуле неравенства v 3 м/с, heb|X 4,1 мм определяют искомые величины для 8-го прохода: h 6x в диапазоне 4,4... 4,5 мм, при а 0,16 м/с2. Выбирают
максимально возможное с учетом ограничений h&x 4,5 мм. При этомДЬ 0,02 мм, ДТ -5°С, 6 8,9%. Теперь принимая, что h 4,5 Мм, проводят аналогичный расчет для 7-го прохода: hgx в диапазоне 4,7 ... 5,4 мм, а 0,16 м/с2. По аналогии с 8-м проходом принимают h 5,4 мм. 6 16,7%. Тот же подход будет и в 6-м проходе: Ьвх в диапазоне 9,0... ...10,0 мм, а 0,14 м/с2, Ј 46%.
Следовательно, для получения проката со стабильными механическими свой- ,ствами и толщиной подлине полосы необходимо проводить прокатку следующим образом: режим обжатий 145-110-70-45- 25-10-5,4-4,5-4,1 мм, где первые пять проходов проводят без ускорения, а в 6..8 проходах прокатка проходит с ускорением от головного к хвостовому участкам 0,16, 0,16, 0,14 м/с2 соответственно .
СП
1
05
ю
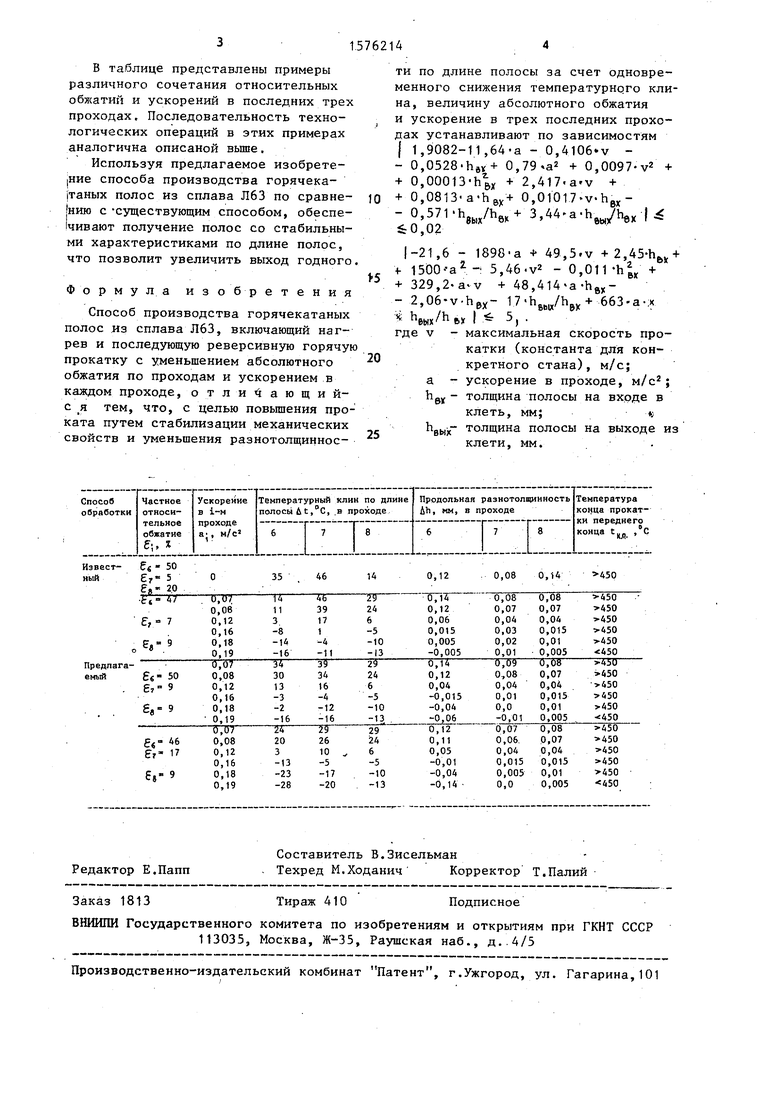
В таблице представлены примеры различного сочетания относительных обжатий и ускорений в последних трех проходах, Последовательность технологических операций в этих примерах аналогична описаной выше.
Используя предлагаемое изобрете- |Ние способа производства горячека- |таных полос из сплава Л63 по сравнению с -существующим способом, обеспечивают получение полос со стабильными характеристиками по длине полос, что позволит увеличить выход годного.
Формула изобретения
Способ производства горячекатаных полос из сплава Л63, включающий нагрев и последующую реверсивную горячую прокатку с уменьшением абсолютного обжатия по проходам и ускорением в каждом проходе, отличающий- с я тем, что, с целью повышения проката путем стабилизации механических свойств и уменьшения разнотолщинности по длине полосы за счет одновременного снижения температурного клина, величину абсолютного обжатия , и ускорение в трех последних проходах устанавливают по зависимостям ( 1,9082-11,64-а - 0, - - 0,0528-he + 0,79 «а2 + 0,0097-v2 + + 0,00013 Ььх + 2,417-a.v + + 0,0813-а-Ь6х+ 0,0l0l7.v-hex;°; 1 h8b,,44.a-heJhexU
1-21,6 - 1898-a + 49,5.v +2,45-hfe r +
f 1500-az- 5,46-v2 - 0,011 «h + + 329,2-a-v + 48,414-а-пвх-2,06-v-hey- 17 hWBt/hw+ 663-a-x
ьвых/пьх I 5, .
где v - максимальная скорость прокатки (константа для конкретного стана), м/с;
а - ускорение в проходе, м/с2;
вк толщина полосы на входе в клеть, мм;ъ
heb)x- толщина полосы на выходе из клети, мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ реверсивной горячей прокатки листов и полос преимущественно из латуни | 1987 |
|
SU1577894A1 |
| Способ горячей прокатки полос на широкополосном стане | 1990 |
|
SU1752456A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ СТАЛЬНЫХ ПОЛОС | 2012 |
|
RU2492946C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ВЫСОКОПРОЧНЫХ НИЗКОЛЕГИРОВАННЫХ ЛИСТОВ | 2010 |
|
RU2449843C1 |
| Способ холодной прокатки меди | 1979 |
|
SU829221A1 |
| Способ охлаждения валков листопрокатного стана | 1986 |
|
SU1346285A1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛОСОВОЙ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2006 |
|
RU2332270C1 |
| Способ продольной прокатки | 1989 |
|
SU1667955A1 |
| СПОСОБ ПРОИЗВОДСТВА ПОДКАТА ДЛЯ ЖЕСТИ | 2008 |
|
RU2371263C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОЛСТОГО ЛИСТА ИЗ НЕПРЕРЫВНО-ЛИТОГО СЛЯБА | 2017 |
|
RU2694443C2 |
Изобретение относится к горячей обработке металлов давлением, преимущественно к горячей прокатке цветных металлов и сплавов на реверсивных станах. Цель изобретения - повышение качества проката путем стабилизации механических свойств и уменьшения разнотолщинности по длине полосы за счет одновременного снижения температурного клина. В трех последних проходах величину обжатия и ускорение определяют на основе зависимостей. 1 табл.
Иэвест- St м 50
| Беленький А.А | |||
| Математическое моделирование и оптимизация процессов литья и прокатки цветных металлов | |||
| -М.: Металлургия, 1983, с | |||
| Схема обмотки ротора для пуска в ход индукционного двигателя без помощи реостата, с применением принципа противосоединения обмоток при трогании двигателя с места | 1922 |
|
SU122A1 |
