Изобретение относится к обработке металлов давлением и может быть использовано для получения толстых листов и полос из непрерывно-литого сляба.
Наиболее близким к изобретению по технической сущности является способ получения толстого листа из непрерывно-литого сляба в реверсивной клети стана «5000», в которой осуществляются черновые и чистовые проходы прокатки в валках с гладкой бочкой (Эфрон Л.И. Металловедение в «большой» металлургии. Трубные стали - М.: Металлургиздат, 2012 - 696 с.). Характерной особенностью способа является применение технологии контролируемой прокатки. Технология контролируемой прокатки направлена на управление формированием микроструктуры металла на разных технологических этапах производства с целью получения продукции с заданными свойствами. Основные этапы процесса: нагрев заготовки, черновая (предварительная) прокатка, междеформационная пауза, чистовая (окончательная) прокатка, последеформационное охлаждение. В первых черновых проходах осуществляется прокатка сляба для снижения разнотолщинности исходной заготовки, что способствует в дальнейшем снижению разноширинности конечного раската. Затем раскат кантуют в горизонтальной плоскости на угол 90° и осуществляют разбивку ширины - прокатку заготовки до длины равной ширине готового листа - Bk. Затем полосу вновь кантуют на 90° в горизонтальной плоскости и обжимают раскат до толщины готового листа - Hk.
Недостатком способа прокатки в реверсивной клети стана «5000» является неравномерность распределения деформации металла по высоте заготовки, вследствие чего в осевой зоне сляба литая структура плохо прорабатывается, поэтому удовлетворительных результатов достигают увеличением толщины литой заготовки в исходном состоянии до (300…350) мм и увеличением числа черновых проходов. Кроме того, при многопроходном процессе продольной прокатки из-за преимущественного течения металла в одном направлении образуются вытянутые зерна и субзерна с малоугловой разориентировкой границ. Это препятствует формированию мелкозернистой структуры и высокодисперсных фаз в результате термомеханической обработки при черновой прокатке с ускоренным охлаждением толстого листа. Кроме того, существующая технология многопроходной прокатки высоких слябов способствует возникновению строчечного расположения неметаллических включений и ликватов, что приводит к анизотропии пластчических и прочностных свойств и к снижению прочностных характеристик изделий проката в поперечном направлении по отношению к дефектам. В результате полученный толстый лист характеризуется наличием дефекта «полосчатость», который отрицательно влияет на ударную вязкость, сопротивление хрупкому разрушению.
Задачей изобретения является повышение качества проката путем обеспечения и интенсификации знакопеременной деформации в объеме литой структуры при незначительном изменении формы и размеров исходной заготовки в черновых проходах прокатки по сравнению с существующей технологией толстолистовой прокатки.
Для решения технической задачи в заявляемом способе получения толстого листа из непрерывно-литого сляба на первом этапе сляб подвергают прессованию на вертикальном гидравлическом прессе с целью профилирования слябы без изменения его длины путем формовки выступов и впадин с цилиндрической формой поверхности радиусом r и шириной b. На втором этапе профилированную заготовку обжимают в валках с гладкой бочкой реверсивной клети «5000», поверхность заготовки выравнивается, высота раската равняется высоте заготовки в исходном состоянии Н, обеспечивая знакопеременную деформацию, которая способствует повышению степени и однородности распределения деформации в объеме полосы. Это позволяет уменьшить высоту заготовки в исходном состоянии и число черновых проходов прокатки, повысить качество готового листа, полученного при последующей контролируемой чистовой прокатке заготовки в реверсивной клети «5000».
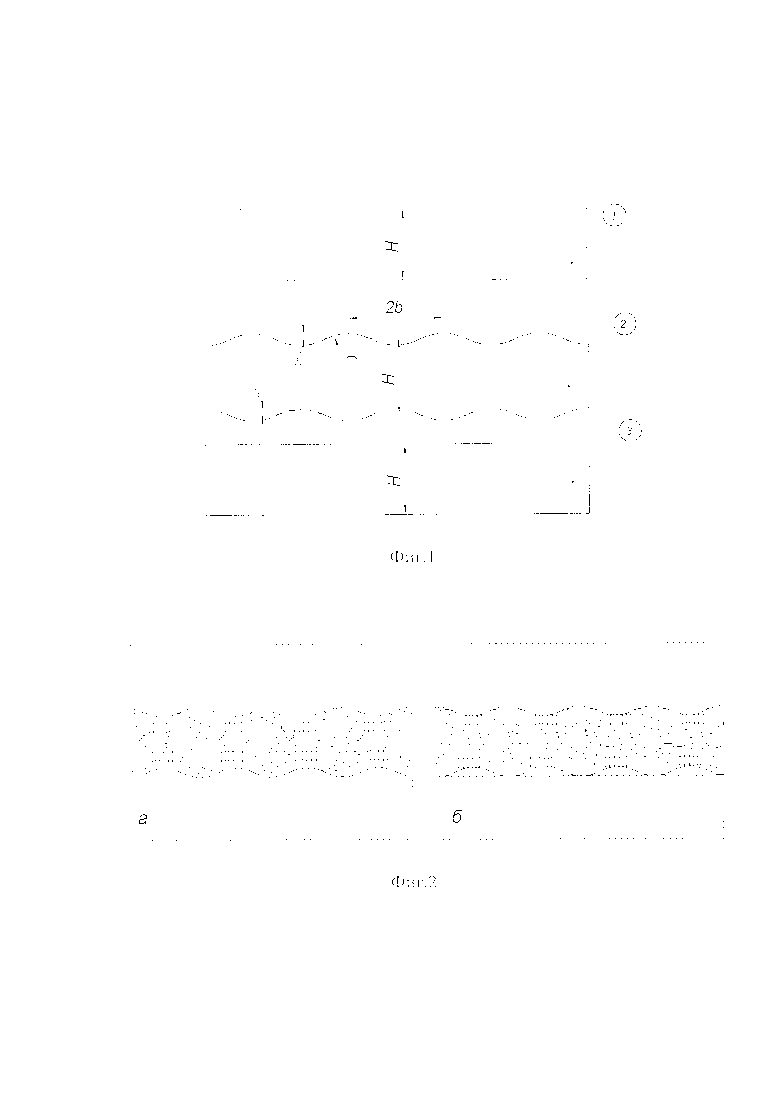
На фиг. 1 представлена схема процесса горячей знакопеременной деформации в два этапа, в соответствии с которой предлагаемый способ осуществляют следующим образом: предварительно нагретую литую заготовку 1 на первом этапе обжимают на вертикальном гидравлическом прессе без изменения длины слябы и формируют на поверхности выступы и впадины цилиндрической формы поверхности с одинаковыми радиусами r и шириной b. Высота заготовки 2, находящаяся под буртами штампа, уменьшается на величину ΔН, которая равна абсолютному обжатию заготовки. Металл под буртами вытесняется в полости углублений штампа пресса, где высота заготовки 2 увеличивается на величину ΔН. На втором этапе заготовка обжимается в гладких валках реверсивной клети «5000», высота заготовки Н уменьшается на 10-15% от исходной высоты сляба. Таким образом, в объеме заготовки осуществляется знакопеременная деформация с сохранением формы заготовки. Схема потоков частиц металла представлена на Фиг. 2. Видно, что деформация знакопеременная: на первом этапе потоки металла направлены из-под буртов в углубления штампа, а на втором этапе - наоборот.
Обжатие сляба с формированием на поверхности выступов и впадин осуществляется с относительным обжатием  в области буртов штампа на (15÷20)%. При прессовании заготовки с относительным обжатием менее 15% не обеспечивается полное заполнение металлом полости углублений штампа, поэтому при выравнивании поверхности заготовки в первом проходе в реверсивной клети «5000» не обеспечивается равномерное течение металла и однородное распределение степени деформации в объеме заготовки. При относительном обжатии более 20%, и последующей прокатке заготовки в реверсивной клети «5000», высота заготовки после выравнивания ее поверхности уменьшается, а длина значительно увеличивается, при этом уменьшается амплитуда знакопеременной деформации и исчезает эффект рациональной деформационной проработки металла заготовки.
в области буртов штампа на (15÷20)%. При прессовании заготовки с относительным обжатием менее 15% не обеспечивается полное заполнение металлом полости углублений штампа, поэтому при выравнивании поверхности заготовки в первом проходе в реверсивной клети «5000» не обеспечивается равномерное течение металла и однородное распределение степени деформации в объеме заготовки. При относительном обжатии более 20%, и последующей прокатке заготовки в реверсивной клети «5000», высота заготовки после выравнивания ее поверхности уменьшается, а длина значительно увеличивается, при этом уменьшается амплитуда знакопеременной деформации и исчезает эффект рациональной деформационной проработки металла заготовки.
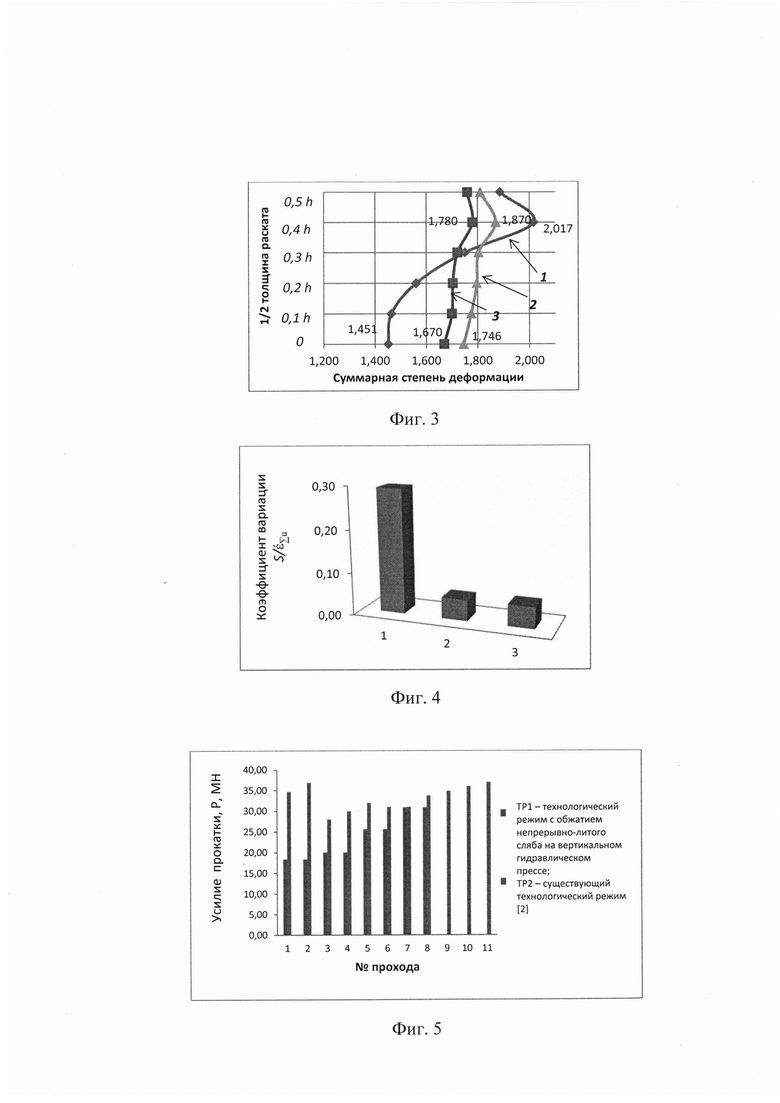
Пример. На основе предлагаемого способа получения толстого листа из непрерывно-литого сляба был разработан технологический режим прокатки с обеспечением и интенсификацией знакопеременной деформации непрерывно-литого сляба уменьшенных размеров (высота сляба Н0=160 мм, ширина - В0=2500 мм и длина - L0=4200 мм). В основе расчетов был принят технологический режим прокатки на стане 5000 ОАО «ММК» для листов размерами 15,0×4378×11800 мм из стали категории прочности К60 по ТУ 14-1-5574-2009. Результаты расчетов показали, что прокатка сляба по новой схеме, с протяжкой заготовки на вертикальном гидравлическом прессе, позволит получить раскат размерами 15,0×4504,5×24862,3 мм за 23 прохода (8 черновых и 15 чистовых проходов). Предлагаемая схема прокатки позволит снизить количество черновых проходов с одиннадцати до восьми. Реализация нового технологического режима позволит обеспечить проникновение деформации в осевую зону проката: суммарная степень деформации εΣu в осевой зоне в 1,15-1,2 раза выше (кривая 2 и 3, Фиг. 3), чем по существующему режиму прокатки толстого листа (кривая 1, Фиг. 3), а неоднородность деформации по сечению снизить в 6 раз (Фиг. 4). Реализация технологического режима прокатки обеспечивает снижение суммарных усилий черновой прокатки в 1,8 раза (Фиг. 5), а работы (энергии) прокатки на выполнение черновых проходов - в 2 раза (Фиг. 6).
Технический результат заключается в повышении степени и однородности деформации в объеме непрерывно-литого сляба за счет обеспечения и интенсификации знакопеременной деформации. В предлагаемом способе получения толстого листа из непрерывно-литого сляба, по сравнению с существующим способом многопроходной прокатки на стане «5000», число черновых проходов уменьшается в два раза, а степень деформации в осевой зоне листа увеличивается на (15÷20)%, однородность деформации по высоте листа повышается в 6 раз. Кроме того, реализация нового способа позволит снизить энерго-и трудозатраты при производстве толстого листа на стане «5000»: суммарные усилия черновой прокатки снижаются в 1,8 раза, а работы (энергии) прокатки на выполнение черновых проходов - в 2 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки в валках с волнообразным профилем бочки | 2018 |
|
RU2698241C1 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2007 |
|
RU2353441C2 |
| СПОСОБ ПРОКАТКИ НИЗКОЛЕГИРОВАННОГО ШТРИПСА ДЛЯ МАГИСТРАЛЬНЫХ ТРУБ НА ТОЛСТОЛИСТОВОМ РЕВЕРСИВНОМ СТАНЕ | 2009 |
|
RU2403105C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО ПРОКАТА ИЗ МАЛОУГЛЕРОДИСТОЙ СТАЛИ НА РЕВЕРСИВНОМ СТАНЕ | 2013 |
|
RU2549808C1 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2001 |
|
RU2201972C2 |
| СПОСОБ ПРОКАТКИ ТОЛСТОЛИСТОВОЙ СТАЛИ | 2010 |
|
RU2441721C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ СТАЛЬНЫХ ПОЛОС | 2004 |
|
RU2273535C1 |
| Способ горячей прокатки полос и листов | 1986 |
|
SU1509142A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ЛИСТОВ НА РЕВЕРСИВНОМ СТАНЕ | 2009 |
|
RU2414974C1 |
| Способ прокатки рельса (варианты) | 2021 |
|
RU2776314C1 |

Изобретение относится к обработке металлов давлением и может быть использовано для получения толстых листов и полос из непрерывно-литого сляба. Способ включает нагрев непрерывно-литой заготовки до температуры аустенитизации с последующей черновой и чистовой прокаткой в реверсивной клети «5000». Возможность интенсификации знакопеременной деформации, а также снижение энергозатрат при черновой прокатке обеспечивается за счет того, что производят профилирование сляба на вертикальном гидравлическом прессе без изменения его длины путем формовки с регламентированной величиной обжатия выступов и впадин с цилиндрической формой поверхности. При обжатии сляба на вертикальном гидравлическом прессе высота заготовки, находящаяся под буртами штампа, уменьшается на величину ΔН, которая равна абсолютному обжатию заготовки. Металл под буртами вытесняется в полости углублений штампа пресса, где высота заготовки увеличивается на величину ΔH. Затем полоса обжимается в гладких валках реверсивной клети «5000». 6 ил.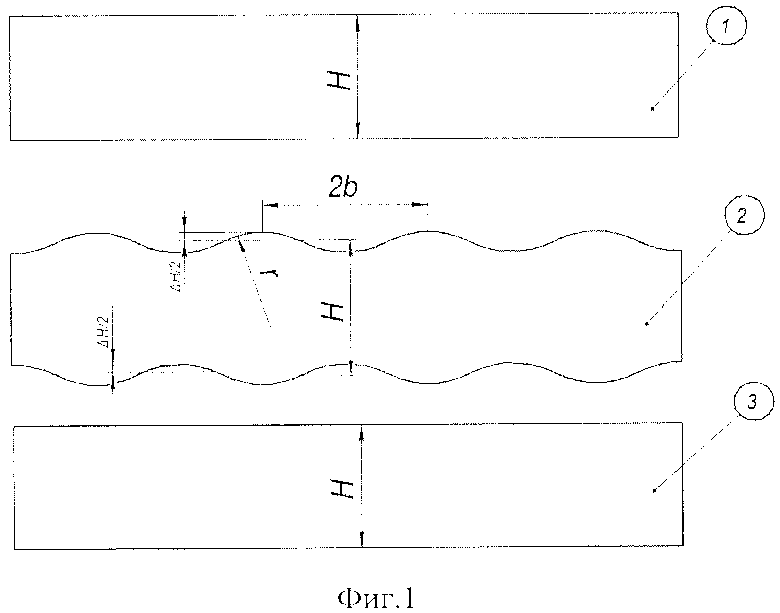
Способ получения толстого листа из непрерывно-литого сляба, включающий нагрев непрерывно-литого сляба до температуры аустенитизации, прокатку сляба в реверсивной клети стана «5000» путем многопроходных черновых и чистовых контролируемых проходов, отличающийся тем, что перед первым черновым проходом прокатки осуществляют профилирование непрерывно-литого сляба путем формовки выступов и впадин с цилиндрической формой поверхности на вертикальном гидравлическом прессе с относительным обжатием сляба по высоте в области буртов штампа на 15÷20%, после чего осуществляют обжатие сляба в реверсивной клети стана «5000» с обеспечением знакопеременной деформации металла и выравнивают поверхность полученного листа.
| RU 2015125502 A, 10.01.2017 | |||
| УСТРОЙСТВО ДЛЯ ЛИТЬЯ-ПРОКАТКИ СТАЛЬНОЙ ПОЛОСЫ | 1999 |
|
RU2147260C1 |
| Ролик тянущей клети установки непрерывной разливки металлов | 1982 |
|
SU1018784A1 |
| WO 9304802 A1, 18.03.1993. | |||

