Фиг,. 7
Изобретение относится к машиностроению, в частности к шлифованию, и может быть использовано для устранения огранки длинномерных деталей при шлифовании
Цель изобретения - повышение точное- ти обработки за счет уменьшения огранки
На фиг 1 представлено устройство, вид сверху, на фиг 2 - схема способа шлифования
Устройство для реализации способа содержит ведущий центр 1 и ведомый 2, выполненные с возможностью смещения в радиальном направлении Корпуса 3 центров изготовлены из упругого материала Внутри центров расположены жесткие стержни 4, препятствующие смещению центров в осевом направлении Центры содержат также наконечники 5, изготовленные из износостойкого материала Регулируемая опора б выполнена в виде призмы 7, перемещаемой в поперечном направлении маховиком 8 посредством винтовой передачи 9 и установленной та- ким образом, что биссектриса ОО| угла, образованного ее гранями, проходит через ченгр вращения шлифовального круга 10 Обрабатываемая деталь - 11, припуск - 12
Обрабатываемую деталь 11, имеющую ог- панк) устанавливают в центрах, прецвари- тельно измерив огранку, и сообщают ей вращательное и возвратно-поступательное движение При этом рассматриваемое на фиг 2 поперечное сечение детали последовательно занимает то одно крайнее положение (показано сплошной линией), то другое крайнее положение (показано пунктиром)
Сообщают вращение шлифовальному кру- iy 10 и производят его подвод до сопри косновения с обрабатываемой деталью 11
Призму 7 перемещают в поперечном на правлении до соприкосновения с обрабатываемой деталью 11 Далее постепенным перемещением призмы 7 производят смещение оси вращения детали в направлении шлифовального круга на максимальную величину
0
5 0
5
0
5
огранки и фиксируют призму 7 Тем самым по мере удаления припуска происходит исправление огранки При этом исправление формы поперечного сечения детали обеспечивается удалением минимального припуска
Обрабатываемая деталь 11, базируемая на наружной поверхности посредством призмы 7, образует точную геометрическую форму поперечного сечения по максимальной вписанной окружности с центром в т Oi Необходимый для удаления припуск 12 по данной схеме базирования минимален Процесс шлифования протекает при малых ско ростях вращательного и продольного пере мещения детали, составляющих порядка 1 - 2 м/мин
В зависимости от требуемой точности детали, величиной поперечной подачи можно регулировать интенсивность обработки и исправляющую способность процесса
При обработке плунжеров скважинных насосов длиной 1200 мм и огранкой 0,10- 0,15 мм при указанных параметрах обеспечивается уменьшение огранки до 0,02- 0,025 в течение 0,5-1,0 мин
Формула изобретения
Способ шлифования длинномерных деталей, при котором устанавливают деталь в центрах и на двухточечную опор, а затем сообщают ей вращательное и возвратно- поступательное движения относительно шлифовального круга, отличающийся тем, что, с целью повышения точности обработки за счет уменьшения огранки, берут упругие в радиальном направлении центры и двухточечную опору в виде призмы, а ось вращения детали смещают с помощью призмы на величину, соответствующую максимальной величине огранки детали, в направлении шлифовального круга в плоскости симметрии призмы, проходящей через ось вращения шлифовального круга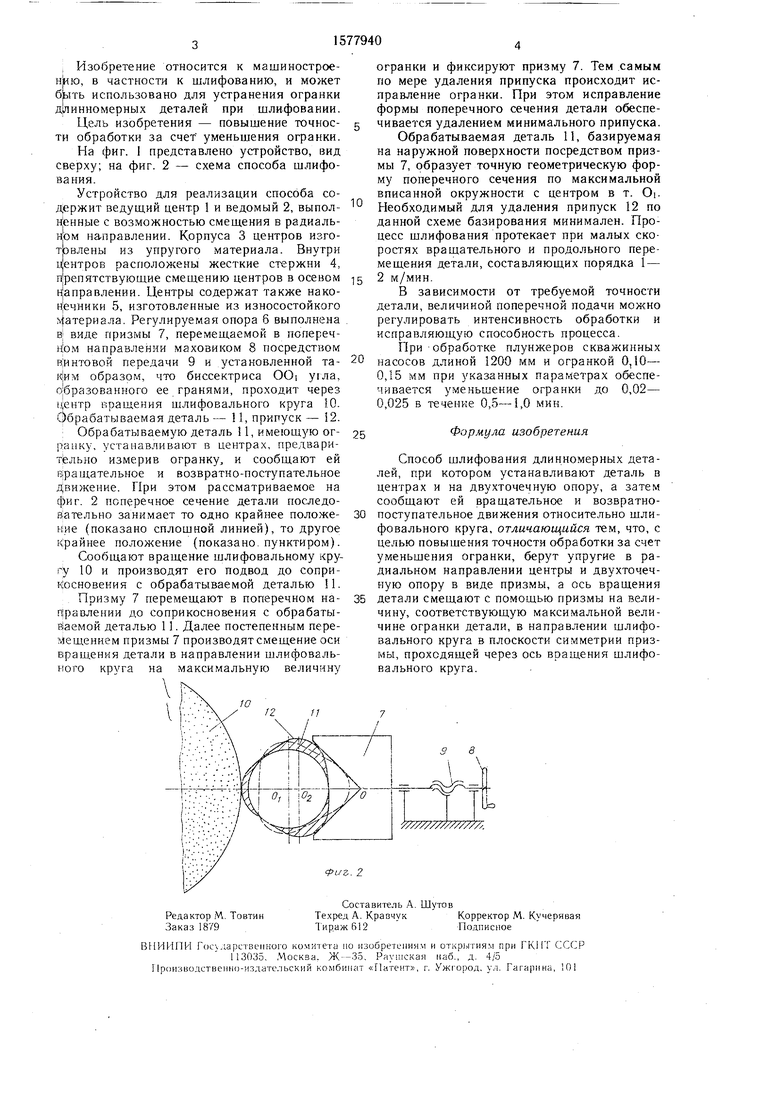
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 2009 |
|
RU2419531C2 |
| СПОСОБ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 2007 |
|
RU2351454C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ | 2011 |
|
RU2493953C2 |
| Способ шлифования сферического торца конических роликов | 2019 |
|
RU2734606C1 |
| СПОСОБ ШЛИФОВАНИЯ СФЕРИЧЕСКОГО ТОРЦА НА КОНИЧЕСКИХ РОЛИКАХ | 2016 |
|
RU2674187C2 |
| Способ бесцентрового шлифования | 1987 |
|
SU1516317A1 |
| СПОСОБ ШЛИФОВАНИЯ ДЛИННОМЕРНЫХ ПЛОСКИХ ИЗДЕЛИЙ | 1998 |
|
RU2131803C1 |
| СПОСОБ КРУГЛОГО ШЛИФОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ И ЛЮНЕТ | 2004 |
|
RU2268816C2 |
| ЛЮНЕТ ДЛЯ ДОПОЛНИТЕЛЬНОЙ ОПОРЫ ЦЕНТРАЛЬНЫХ ЗОН ОБРАБАТЫВАЕМЫХ ИЗДЕЛИЙ, В ЧАСТНОСТИ ОПОРНЫХ УЧАСТКОВ КОЛЕНЧАТЫХ ВАЛОВ, А ТАКЖЕ ШЛИФОВАЛЬНЫЙ СТАНОК С ЛЮНЕТОМ | 2014 |
|
RU2676540C1 |
| УСТРОЙСТВО для ОДНОВРЕМЕННОГО ШЛИФОВАННЯ | 1972 |
|
SU354987A1 |
Изобретение относится к машиностроению, в частности к шлифованию, и может быть использовано для устранения огранки длинномерных деталей при шлифовании. Целью изобретения является повышение точности обработки за счет уменьшения огранки. Ось вращения детали 11 упруго смещают с помощью призмы в направлении шлифовального круга 10 на максимальную величину огранки, а базирование осуществляют по наружной поверхности детали 11 посредством жесткой неподвижной опоры. Ведущий 1 и ведомый 2 центры выполнены с возможностью упругого поперечного смещения относительно линии центров, причем ось вращения детали смещают в плоскости симметрии призмы, проходящей через ось вращения круга 10. Обрабатываемую деталь 11 устанавливают в центрах и сообщают ей вращательное и возвратно-поступательное движения. Сообщают вращение шлифовальному кругу 10 и подводят его до соприкосновения с обрабатываемой деталью 11. 2 ил.
Фиг 2
| Патент США № 3967414, кл | |||
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
