(Л
ел
а со
Изобретение относится к машиностроению, в частности к врезному бес- центровому шлифованию цилиндрических деталзй, и может быть использовано для обработки высокоточных ступенчатых конических и фасонных поверхностей тел вращения.
Цель изобретения - повышение точности обработки, в частности, точности формы поперечного сечения детали.
На фиг. 1 изображена схема шлифования по предлагаемому способу (а 16317
упора, в эталонную деталь и фиксируют расстояние А между центрами шлифовального 2 и ведущего 7 кругами. Отводят ползун 4 в крайнее левое положение и фиксируют его упором 8, опускают нож 3 в крайне нижнее положение, укладывают на него эталонную деталь с максимальным диаметром, сохраняя выверенное расстояние А между центрами кругов.
При обработке укладывают обрабатываемую деталь 1 на нож 3, находягций- ся в крайне нижнем положении. Произ10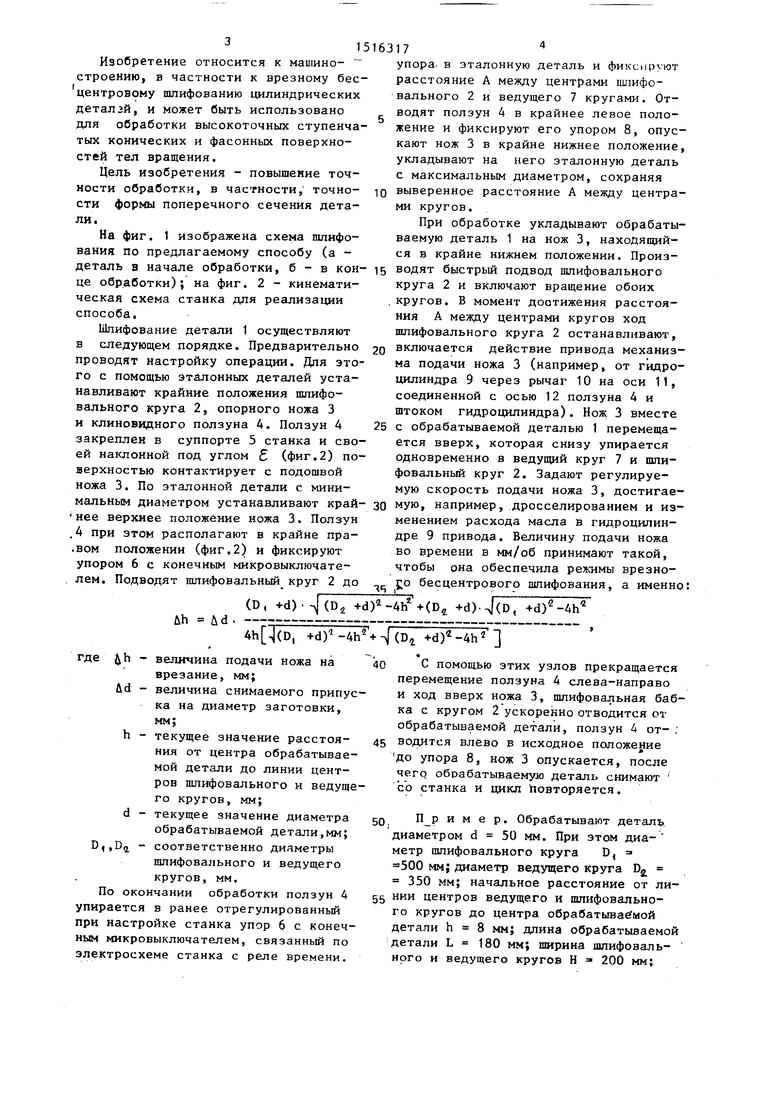
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ бесцентрового многопозиционного шлифования и устройство для его осуществления | 1986 |
|
SU1393597A1 |
| СПОСОБ БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ | 1995 |
|
RU2092293C1 |
| Способ бесцентрового шлифования длинных тонких валов с заплечиками большего диаметра на концах | 1981 |
|
SU1115888A2 |
| Система активного контроля | 1986 |
|
SU1414592A1 |
| Способ управления точностью обработки | 1985 |
|
SU1240560A1 |
| Способ безцентрового шлифования длинных тонких валов с заплечиками большего диаметра на концах | 1980 |
|
SU905002A2 |
| СПОСОБ СКВОЗНОГО БЕСЦЕНТРОВОГО НАРУЖНОГО ШЛИФОВАНИЯ | 1992 |
|
RU2023575C1 |
| Бесцентровый круглошлифовальный станок | 2017 |
|
RU2679809C1 |
| Способ бесцентрового шлифования длинных тонких валов с заплечиками большего диаметра на концах | 1975 |
|
SU656809A1 |
| Способ формообразования роликов с выпуклой образующей | 2023 |
|
RU2811968C1 |
Изобретение относится к машиностроению, в частности к врезному бесцентровому шлифованию цилиндрических деталей, и может быть использовано для обработки ступенчатых конических и фасонных деталей. Шлифование детали 1 осуществляют после предварительной настройки с помощью эталонной детали, устанавливая крайние положения шлифовального круга, опорного ножа 3 и ползуна 4. Детали 1 сообщают вращение с помощью ведущего круга, располагая ее ось ниже линии, соединяющей центры шлифовального и ведущего кругов. Подачу на врезание осуществляют с помощью опорного ножа, определяя подачу по математической формуле. 2 ил.
деталь в начале обработки, б - в кон- 15 водят быстрый подвод шлифовального це обработки); на фиг. 2 - кинематическая схема станка для реализации способа.
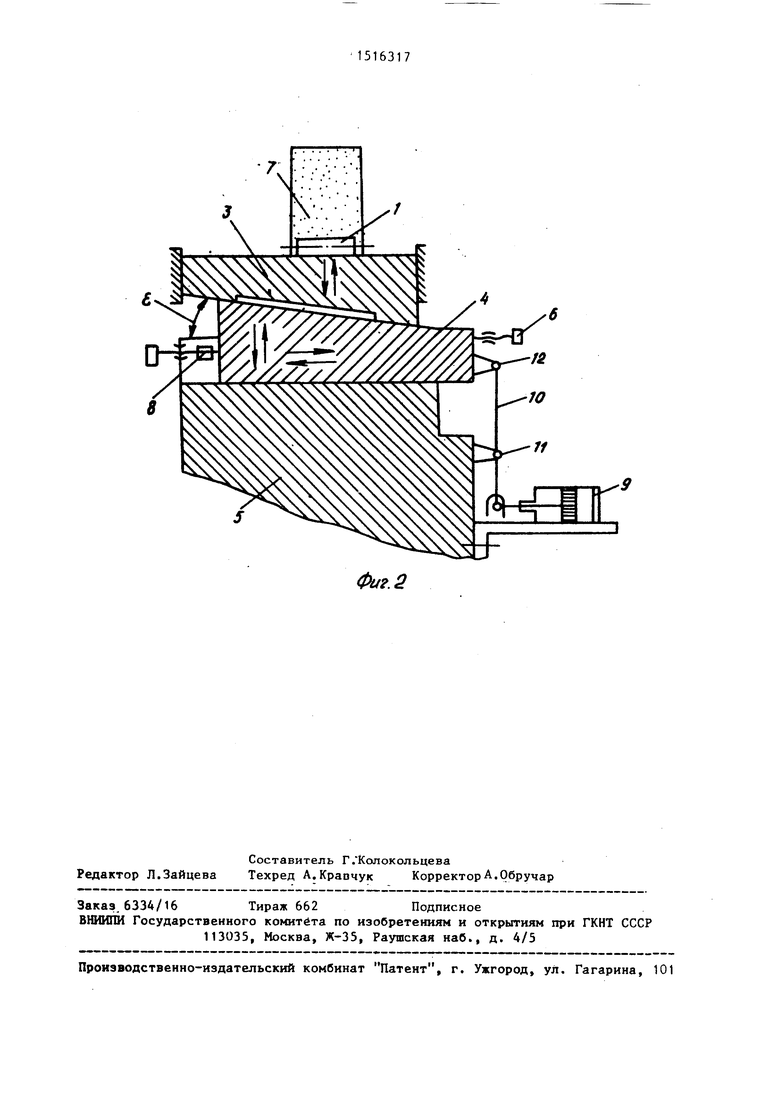
Шлифование детали 1 осуществляют в следующем порядке. Предварительно 20 проводят настройку операции. Для этого с помощью эталонных деталей устанавливают крайние положения шлифовального круга 2, опорного ножа 3 и клиновидного ползуна 4. Ползун А 25 закреплен в суппорте 5 станка и своей наклонной под углом (фиг.2) поверхностью контактирует с подошвой ножа 3. По эталонной детали с миникруга 2 и включают вращение обоих кругов. В момент достижения расстоя ния А между центрами кругов ход шлифовального круга 2 останавливают включается действие привода механи ма подачи ножа 3 (например, от гидр цилиндра 9 через рычаг 10 на оси 11 соединенной с осью 12 ползуна 4 и штоком гидроцилиндра). Нож 3 вмест с обрабатываемой деталью 1 перемеща ется вверх, которая снизу упирается одновременно в ведущий круг 7 и пши фовальный круг 2. Задают регулируемую скорость подачи ножа 3, достига
мальньм диаметром устанавливают край- ЗО мую, например, дросселированием и из нее верхнее положение ножа 3. Ползун .4 при этом располагают в крайне пра- .вом положении (фиг.2) и фиксируют упором 6 с конечным микровыключателем. Подводят шлифовальный круг 2 до „ бесцентрового шлифования, а именно:
ЛЬ ud
(D, +d) -л|(В2 +d)(D +d).(D, -i-d)-4h
4h(D, +d) -(D bd)-4h«
uh /Vd
на
h величина подачи ножа врезание, мм;
величина снимаемого припуска на диаметр заготовки, мм;
текущее значение расстояния от центра обрабатываемой детали до линии центров шлифовального и ведущего кругов, мм; текущее значение диаметра обрабатываемой детали,мм; соответственно диаметры пшифовального и ведущего кругов, мм.
о окончании обработки ползун 4 ается в ранее отрегулированный настройке станка упор 6 с конечмикровыключателем, связанный по тросхеме станка с реле времени.
d .DI водят быстрый подвод шлифовального
круга 2 и включают вращение обоих кругов. В момент достижения расстояния А между центрами кругов ход шлифовального круга 2 останавливают, включается действие привода механизма подачи ножа 3 (например, от гидроцилиндра 9 через рычаг 10 на оси 11, соединенной с осью 12 ползуна 4 и штоком гидроцилиндра). Нож 3 вместе с обрабатываемой деталью 1 перемещается вверх, которая снизу упирается одновременно в ведущий круг 7 и пши- фовальный круг 2. Задают регулируемую скорость подачи ножа 3, достигаеменением расхода масла в гидроцнпин- дре 9 привода. Величину подачи ножа во времени в мм/об принимают такой, чтобы она обеспечила режимы врезно40 С помощью этих узлов прекращается перемещение ползуна 4 слева-направо и ход вверх ножа 3, шлифовальная бабка с кругом 2 ускоренно отводится от обрабатываемой детали, ползун 4 от- :
45 водится влево в исходное положение до упора 8, нож 3 опускается, после чего обоабатываемук деталь снимают со станка и цикл повторяется.
частота вращения обрабатываемой детали п 50 об/мин; припуск на пшифо вание Ad 0,1 мм; подача ножа на оборот обрабатываемой детали S 0,05 мм/об; отношение величины подачи ножа к величине припуска Hh
л5
14,5;
л
величина подачи ножа
А h 1,45 мм; скорость подачи ножа в вертикальной плоскости Vf, 2,5 мм/мин; время подачи ножа Т в 0,58 мин.
ulj ud(D,+d) (D4 +d)(D4 +d) (D, +d)
Ah
(D, +d)-4h4- | (D2 -t-d) -4h
величина вертикальной подачи ножа на врезание, мм;
величина снимаемого припуска на диаметр заготовки,мм; соответственно диаметры шли-jr фовального и ведущего кругов, мм;
163176
Формула изобретения
Способ бесцентрового шлифования, при котором обрабатываемой детали 5 сообщают вращение с помощью ведущего Округа, располагают ее ось ниже линии, соединяющей центры щлифовального и ведущего кругов, а подачу на врезание осуществляют с помощью опорного 10 ножа, который перемещают в вертикальной плоскости, отличающий - с я тем, с целью повышения точности обработки, величину подачи ножа определяют по формуле
текущее значение диаметра обрабатываемой детали,мм;
текущее значение расстояния центра обрабатываемой детали от линии центров пшифо- вального и ведущего кругов,, мм.
7
N:-; ;
X
Фи.2
| Круглошлифовальный станок | 1974 |
|
SU616114A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
