Изобретение относится к области механической обработки, точнее к операциям шлифования плоских поверхностей большой протяженности, т.е. в большей степени к ремонтным операциям шлифования рельсовых полотен непосредственно на железнодорожных путях.
Известно, что производительность шлифования (как впрочем и других методов, связанных со срезанием слоев материала с различных поверхностей), оценивают величиной удаляемого за проход припуска (hр) с площади (S) в единицу времени, или объемом удаления слоя материала в единицу времени. При этом весьма важен показатель износостойкости шлифовального круга. Таким образом, данные два критерия определяют эффективность шлифования.
Известен способ шлифования, включающий обработку поверхности инструментом, имеющим вращение, продольную подачу и покачивание оси вращения инструмента [1].
В данном способе рабочую поверхность инструмента (цилиндрического круга) выполняют по радиусу, определяемому центром углового колебания и периферией круга. Это позволяет захватывать большую, чем ширина круга (B), площадь обрабатываемой поверхности при том же значении глубины шлифования (hн) и, следовательно, при том же износе круга удалять (при тех же режимах резания V=const, Sпр ≠ const) больший объем материала в единицу времени.
Однако в данном способе происходит перегрузка зерен инструмента, т.е. быстрое их выкрашивание, что приводит к изменению износостойкости инструмента, а следовательно, и уменьшению производительности.
Наиболее близким по технической сущности к предлагаемому является способ шлифования длинномерных плоских изделий, включающий обработку детали инструментом, ось вращения которого установлена под углом обрабатываемой поверхности и имеющего продольную подачу вдоль наибольшей образующей обрабатываемой детали [2].
Недостатком известного способа является невозможность увеличения продольной подачи без снижения износостойкости. В данном способе площадь пятна контакта каждого зерна абразива определяют как функцию глубины внедрения зерна (hн), диаметра зерна (d3) и подачи на зерно (SZ). Следовательно, энергию резания одного зерна, определяющую температуру на контакте как главный критерий износа, определяют кинематической схемой резания, в которой главное рабочее движение резания, выполняемое со скоростью резания (V), есть вращение шлифовального круга вокруг оси (v ≠ πDn, где n - частота вращения круга, D - диаметр круга), а вспомогательное - продольная подача, величина которой Sпр= SZ, Z, n, где Z - число зерен, расположенных на одном радиусе от центра вращения и имеющих приближенно одинаковый вылет из круга по высоте, SZ - подача на зерно шлифовального круга, n - частота вращения круга.
Абразивные зерна при вращении оставляют циклоидальные следы, которые пересекаются в силу наличия Z зубьев (выступающие зерна) на диаметре  где 3 - определяют из условия приближенно одинакового вылета зерен или их центрального положения в связке. Выступающие из связки зерна на величину
где 3 - определяют из условия приближенно одинакового вылета зерен или их центрального положения в связке. Выступающие из связки зерна на величину  выкрашиваются от ударных нагрузок, а запавшие в связке на такую же величину не могут участвовать в резании. Поэтому подача инструмента, определяющая время удаления объема металла в единицу времени, как ПP = Σhn[Sz•Z•h](м/сек) будет ограничена. Производительность шлифования по данной кинематической схеме резания имеет ограничения:
выкрашиваются от ударных нагрузок, а запавшие в связке на такую же величину не могут участвовать в резании. Поэтому подача инструмента, определяющая время удаления объема металла в единицу времени, как ПP = Σhn[Sz•Z•h](м/сек) будет ограничена. Производительность шлифования по данной кинематической схеме резания имеет ограничения:
где hн - глубина упругопластического внедрения зерна в обрабатываемый материал;
n - частота вращения шлифовального круга;
B - ширина торцевой рабочей поверхности круга;
SZ - подача на зерно шлифовального круга;
Sср - глубина среза.
а именно hн и n=const, так как определяют износ как функцию энергии и температуры. SZ= f(d3 и hн) - зависит от hн-const, иначе не произойдет пересечения следов обработки при d3=const.
Z - есть также функция диаметра круга, D=const и зернистости, поскольку Smin=d3; Smax=2d3.
Smin=d3; Smax=2d3.
Задачей настоящего изобретения является увеличение износостойкости шлифовального круга, существенное увеличение производительности шлифования за счет изменения кинематики способа формообразования.
Поставленная задача достигается созданием способа шлифования длинномерных плоских изделий, включающего обработку детали инструментом, ось вращения которого установлена под углом к обрабатываемой поверхности и имеющего продольную подачу вдоль наибольшей образующей обрабатываемой детали, в которой согласно изобретению обрабатывают деталь торцевой поверхностью инструмента, при этом ось вращения инструмента повернута на угол от перпендикуляра к обрабатываемой поверхности, противоположный направлению подачи, и установлена с эксцентриситетом относительно оси симметрии обрабатываемой поверхности, а скорость продольной подачи инструмента находят из соотношения
где d3 - диаметр зерна;
hн - глубина упругопластического внедрения зерна в обрабатываемый материал;
Vокр - окружная скорость шлифовального круга (инструмента),  где
где
F1 - площадь контакта шлифовального круга с изделием при совпадении оси вращения круга с изделием при совпадении оси вращения круга с осью симметрии изделия, (ε = 0),
F2 - площадь контакта шлифовального круга с изделием при (ε ≠ 0).
Данное соотношение получено следующим образом. В силу больших значений подач, применяемых в данном способе Sпр=AZ•Z•n, где SZ>d3;  более удлиненные циклоидальные следы обработки от вступающих в резание Z зерен первой окружности из
более удлиненные циклоидальные следы обработки от вступающих в резание Z зерен первой окружности из  где N - кратное наложение следов, не пересекаются, но пересекаются со следами от расположенных на другой окружности Z зерен, смещенных вертикально на величину h1=1,5 sin α и горизонтально на
где N - кратное наложение следов, не пересекаются, но пересекаются со следами от расположенных на другой окружности Z зерен, смещенных вертикально на величину h1=1,5 sin α и горизонтально на  , что приведет к косому (под углом
, что приведет к косому (под углом  съему суммарного припуска Σhн= Bsinα ), но уже с любой подачей Sпр. Ограничением величины скорости будет также условие пересечения следов обработки под углом ω т.е.
съему суммарного припуска Σhн= Bsinα ), но уже с любой подачей Sпр. Ограничением величины скорости будет также условие пересечения следов обработки под углом ω т.е.
и так как инструмент установлен со смещением, то вводят коэффициент  где F1 - площадь контакта шлифовального круга с полосой при совпадении оси вращения круга с осью симметрии полосы (ε = 0), F2 - площадь контакта шлифовального круга с полосой при (ε ≠ 0). Тогда
где F1 - площадь контакта шлифовального круга с полосой при совпадении оси вращения круга с осью симметрии полосы (ε = 0), F2 - площадь контакта шлифовального круга с полосой при (ε ≠ 0). Тогда 
Сущность предлагаемого способа шлифования длинномерных плоских изделий поясняется чертежами, где на
фиг. 1 показана схема обработки детали шлифованием по предлагаемому способу;
фиг. 2 - вид А на фиг. 1 (показаны следы обработки шлифованием поверхности по предлагаемому способу);
фиг. 3 - разрез Б-Б на фиг. 2;
фиг. 4 показана схема обработки детали с установкой инструмента с эксцентриситетом.
Предложенный способ шлифования длинномерных плоских изделий осуществляют следующим образом:
Шлифовальный круг 1 чашечного типа устанавливают под углом α к перпендикулярному к обрабатываемой поверхности 2 с эксцентриситетом относительно оси обрабатываемой поверхности, приводят его во вращение и перемещают в сторону, противоположную наклону шлифовального круга. Причем обработку поверхности ведут торцевой поверхностью 3 круга, имеющей ширину B и на которой расположены абразивные зерна 4. Причем скорость продольной подачи инструмента находят из соотношения: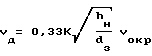
Предлагаемый способ шлифования длинномерных изделий реализован на карусельном станке с диаметром планшайбы D=2 м, на которой устанавливали заготовку с обрабатываемой плоскостью. На портале станка устанавливали фортуну под углом α = 2,5o, на оси которой крепят чашечный шлифовальный круг D=250 мм, d3=40 мкм, B=15 мм с эксцентриситетом, равным ε =62,5 мм,  0,7, связка - бакелит, заготовка - сталь марки 40ХН (HB=220). Учитывая, что
0,7, связка - бакелит, заготовка - сталь марки 40ХН (HB=220). Учитывая, что  = 70 и hн≤10 мкм, предлагалось при частоте вращения стола n=80 об/мин, т.е. Sпр=30 км/ч = 500 м/мин удалить припуск Σh = 0,2 мм за проход. При окружной скорости v = πDn 19 м/с,
= 70 и hн≤10 мкм, предлагалось при частоте вращения стола n=80 об/мин, т.е. Sпр=30 км/ч = 500 м/мин удалить припуск Σh = 0,2 мм за проход. При окружной скорости v = πDn 19 м/с,  15,5 м/с. В силу инерционности стола реализовывалось 8 проходов. Фактически удаленный слой материала составил 0,8Σh = 1,2 мм, т.е. Σh = 0,15 мм. Износ или осыпание первого слоя зерен не был обнаружен. Это подтверждает высокую эффективность шлифования предлагаемого способа.
15,5 м/с. В силу инерционности стола реализовывалось 8 проходов. Фактически удаленный слой материала составил 0,8Σh = 1,2 мм, т.е. Σh = 0,15 мм. Износ или осыпание первого слоя зерен не был обнаружен. Это подтверждает высокую эффективность шлифования предлагаемого способа.
Источники информации, принятые во внимание
1. Балакшин Б.С. Технология станкостроения. Машгиз, 1949, с. 309, р. 363 а;
2. То же, с. 309, р. 363 б.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ АБРАЗИВНОЙ ОБРАБОТКИ | 1997 |
|
RU2125509C1 |
| СПОСОБ НЕПРЕРЫВНОГО ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 1998 |
|
RU2162401C2 |
| СПОСОБ ШЛИФОВАНИЯ | 1998 |
|
RU2146586C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ ШЛИФОВАЛЬНЫМ КРУГОМ | 1998 |
|
RU2130375C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ С ПЕРЕМЕННОЙ СКОРОСТЬЮ РЕЗАНИЯ | 2014 |
|
RU2608867C2 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2001 |
|
RU2215643C2 |
| АНТЕННА | 1998 |
|
RU2137269C1 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 1998 |
|
RU2123925C1 |
| ГОЛОВКА ДЛЯ ШЛИФОВАНИЯ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ ВАЛОВ | 2002 |
|
RU2211133C1 |
| СПОСОБ ФИНИШНОЙ АБРАЗИВНОЙ ОБРАБОТКИ НАРУЖНЫХ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2002 |
|
RU2211130C1 |
Изобретение относится к механической обработке и может быть использовано при шлифовании плоских поверхностей большой протяженности. Изделие обрабатывают торцовой поверхностью шлифовального круга, которому сообщают вращение и продольную подачу. Ось вращения круга наклонена к перпендикуляру к обрабатываемой поверхности в сторону, противоположную направлению подачи. Шлифовальный круг устанавливают со смещением его оси относительно оси симметрии обрабатываемой поверхности. При этом скорость продольной подачи определяют по формуле
где d3-диаметр зерна;
hн - глубина упругопластического внедрения зерна в обрабатываемый материал;
K = F1/F2;
Uокр - окружная скорость круга;
F1 - площадь контакта круга с изделием при совпадении оси вращения круга с осью симметрии изделия; ε = 0; F2 - площадь контакта круга с изделием при ε ≠ 0. Такие действия повышают износостойкость шлифовального круга и производительность обработки. 4 ил.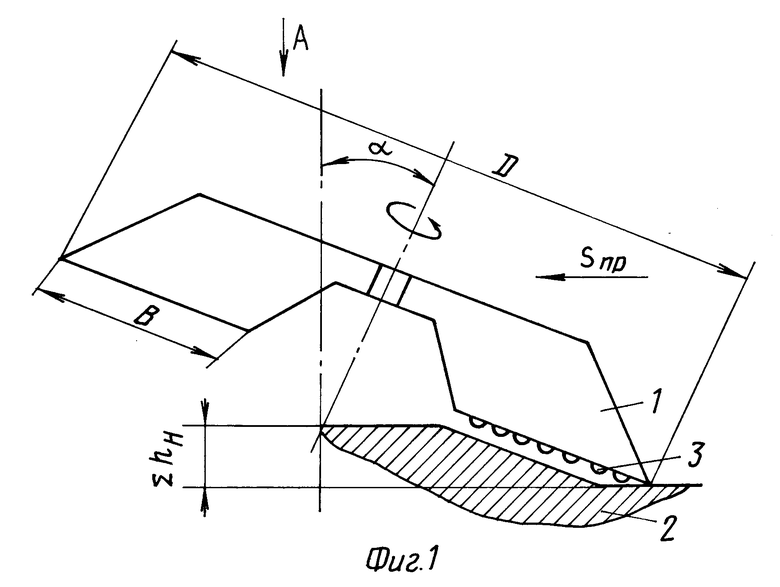
Способ шлифования длинномерных плоских изделий, при котором шлифовальному кругу с торцовой рабочей поверхностью сообщают вращение вокруг своей оси и продольную подачу вдоль изделия, при этом ось вращения круга наклонена к перпендикуляру к обрабатываемой поверхности, отличающийся тем, что шлифовальный круг устанавливают со смещением его оси относительно оси симметрии обрабатываемой поверхности, а наклон оси круга к перпендикуляру осуществляют в сторону, противоположную направлению продольной подачи круга, при этом скорость продольной подачи определяют по формуле
где d3 - диаметр зерна;
hн - глубина упругопластического внедрения зерна в обрабатываемый материал;
K = F1/F2;
Vокр - окружная скорость шлифовального круга;
F1 - площадь контакта шлифовального круга с изделием при совпадении оси вращения круга с осью симметрии изделия, ε = 0;
F2 - площадь контакта шлифовального круга с изделием при ε ≠ 0.
| Балакшин Б.С | |||
| Технология станкостроения | |||
| - М.: Машгиз, 1949, с.309 | |||
| Способ изготовления длинномерных изделий | 1987 |
|
SU1541023A1 |
| Способ шлифования плоских поверхностей | 1987 |
|
SU1535701A1 |
| Способ абразивной зачистки | 1978 |
|
SU1135612A1 |
| 0 |
|
SU158513A1 | |
| ЭЛЕКТРОНАСОС ЦЕНТРОБЕЖНЫЙ ГЕРМЕТИЧНЫЙ - ТЕПЛОГЕНЕРАТОР | 2009 |
|
RU2416768C1 |
| Пожарный двухцилиндровый насос | 0 |
|
SU90A1 |

