(21)4376913/25-08
(22)25.11.87
(46) 23.07.90. Бюл. № 27
(72) Л. Б. Уваров, С И. Шаров,
Б. Л. Карпов, О. М. Поляев и М. П Ерочкин
(53)621.9.047 (088.8)
(56)Румянцев Е. М. и Давыдов А Д Технология электрохимической обработки металлов.- Высшая школа, 1984 с 117-И
(54)СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДОВ-ИНСТРУМЕНТОВ ДЛЯ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ
(57)Изобретение относится к электрофизическим и электрохимическим методам обработки, в частности к способу изготовления электродов-инструментов для размерной электрохимической обработки лопаток ГТД. Целью изобретения является исключение растравливания рабочих элементов электродов-инструментов. При изготовлении электродов-инструментов методом обратной полярности при прокачке электролита поперек продольной оси пера лопатки на боковых поверхностях электродов-инструментов змее металлических накладов жестко за- .(, ют технологические накладки из ди- з к - четкого ма- Эриала, поверхности смы- кг:ни ; юторых формируют тракт входа и выхода электролита из межэлектродного зазора а при прокачке электролита вдоль продольной оси пера лопатки технологические :; ч- йдкя жестко крепят к одному из f,- bv грумечтов обеспечивая при этом ожность ил перемещения по скользящей - лдке отноп-гелоно боковых по- веэмг..1еи э кгрода-инструмента
)i
Ј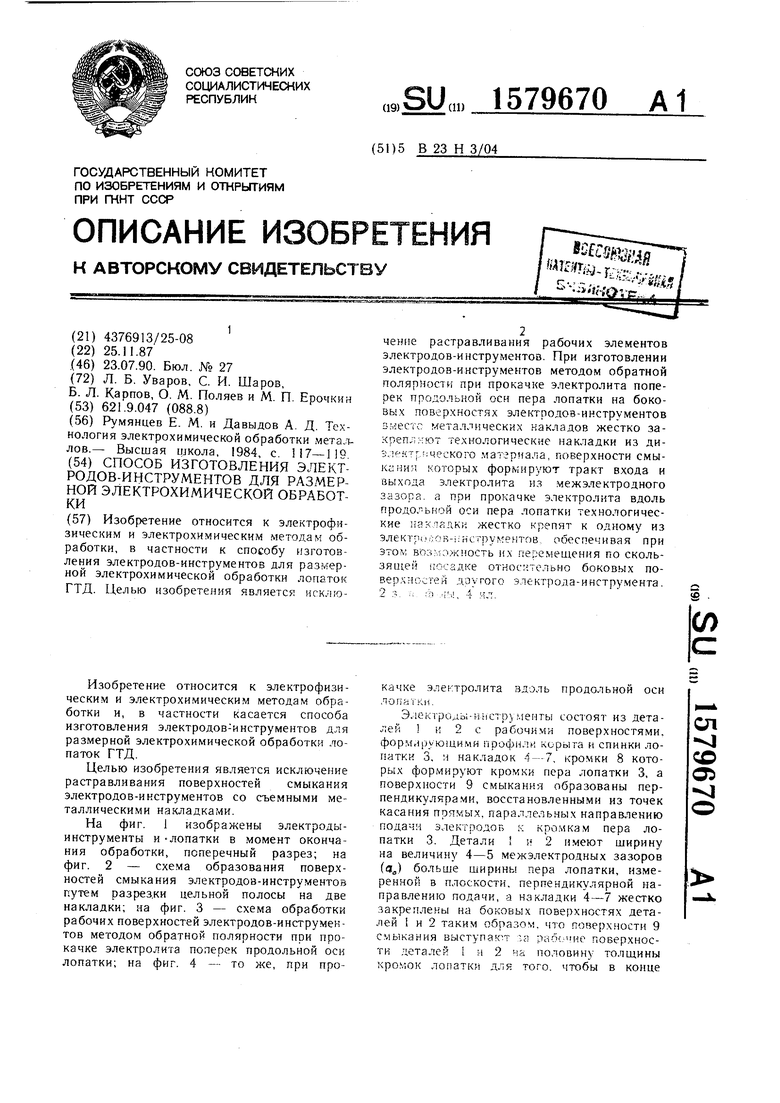
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2283735C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2305614C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДА-ИНСТРУМЕНТА ПРИ ОБЪЕМНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКЕ (ЭХО) | 2011 |
|
RU2481928C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛОПАТОК С ДВУМЯ ХВОСТОВИКАМИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514236C1 |
| СПОСОБ КРУГОВОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ КОМПРЕССОРНЫХ ЛОПАТОК ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2016 |
|
RU2623938C1 |
| СПОСОБ МНОГОМЕСТНОЙ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛОПАТОК В СОСТАВЕ РОБОТИЗИРОВАННОГО КОМПЛЕКСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2590743C1 |
| Способ электрохимической обработки лопаток газотурбинных двигателей | 2016 |
|
RU2635209C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2240901C2 |
| Устройство для электрохимической обработки лопаток газотурбинного двигателя | 2017 |
|
RU2690904C2 |
| СПОСОБ ДВУСТОРОННЕЙ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2011 |
|
RU2448818C1 |
Изобретение относится к электрофизическим и электрохимическим методам обработки, в частности к способу изготовления электродов-инструментов для размерной электрохимической обработки лопаток ГТД. Целью изобретения является исключение растравливания рабочих элементов электродов-инструментов. При изготовлении электродов-инструментов методом обратной полярности при прокачке электролита поперек продольной оси пера лопатки на боковых поверхностях электродов-инструментов вместо металлических накладов жестко закрепляют технологические накладки из диэлектрического материала, поверхности смыкания которых формируют тракт входа и выхода электролита из межэлектродного зазора, а при прокачке электролита вдоль продольной оси пера лопатки технологические накладки жестко крепят к одному из электродов-инструментов, обеспечивая при этом возможность их перемещения по скользящей посадке относительно боковых поверхностей другого электрода-инструмента. 2 з.п. ф-лы, 4 ил.
Изобретение относится к электрофизическим и электрохимическим методам обработки и, в частности касается способа изготовления электродов:инструментов для размерной электрохимической обработки лопаток ГТД.
Целью изобретения является исключение растравливания поверхностей смыкания электродов-инструментов со съемными металлическими накладками.
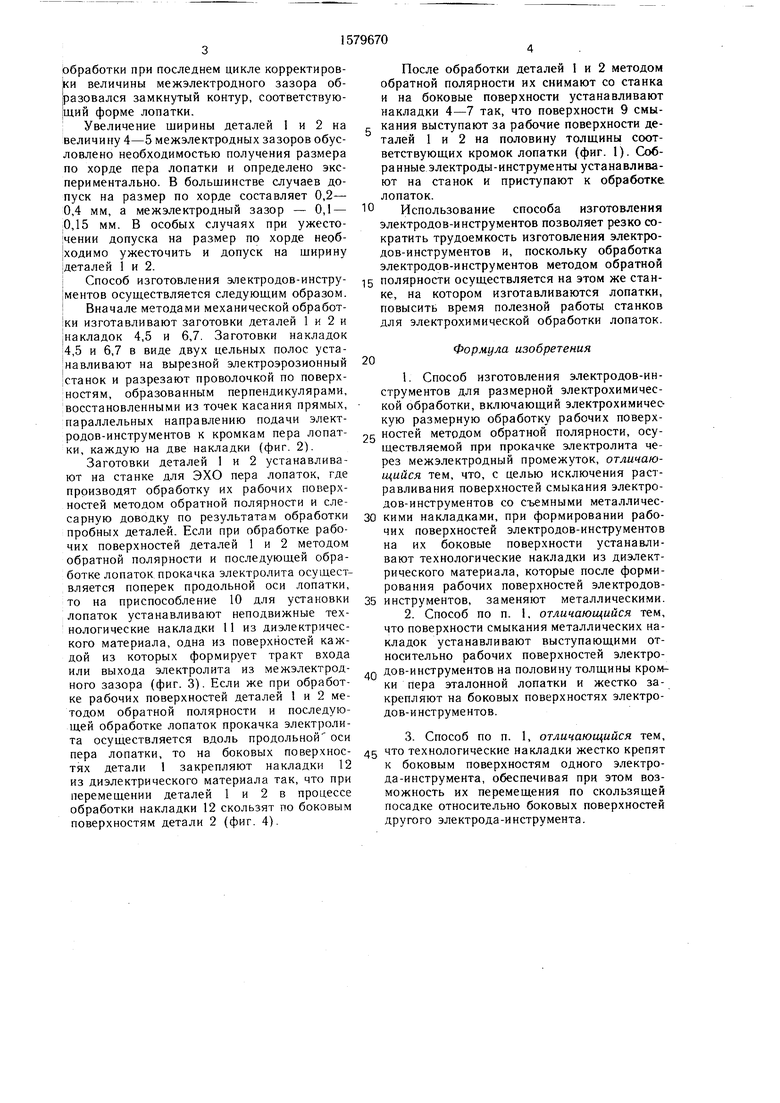
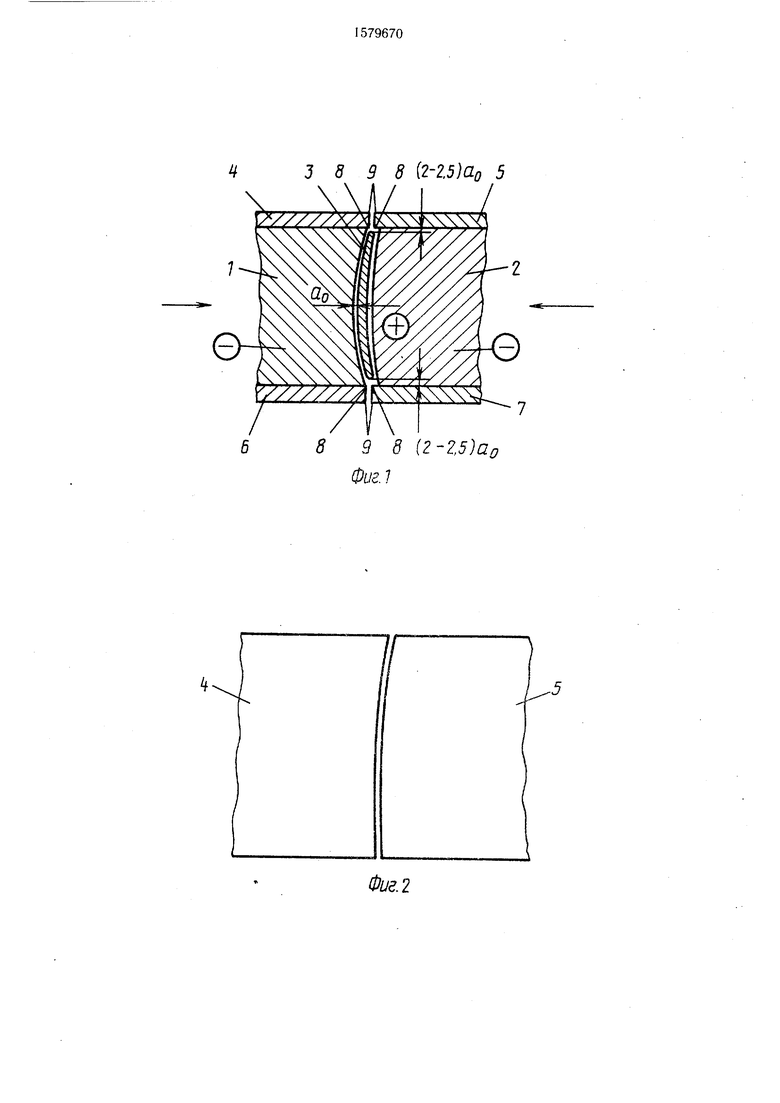
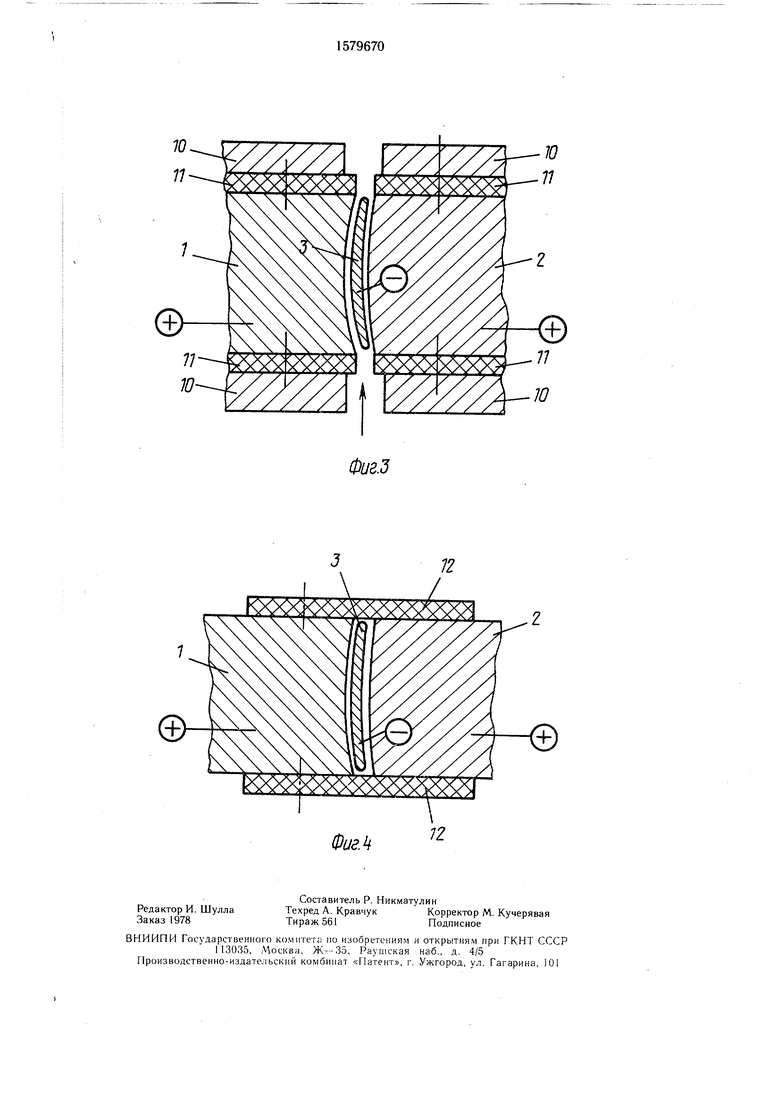
На фиг. 1 изображены электроды- инструменты и-лопатки в момент окончания обработки, поперечный разрез; на фиг. 2 - схема образования поверхностей смыкания электродов-инструментов путем разрезки цельной полосы на две накладки; на фиг. 3 - схема обработки рабочих поверхностей электродов-инструментов методом обратной полярности при прокачке электролита поперек продольной оси лопатки; на фиг. 4 - то же, при прокачке тролита чдэль продольной оси
ЧОЬгз ..-,
Эле-рлродо, инструменты состоят из деталей 1 и 2 с рабочими поверхностями. форч,11 ю1цими профи.м лсрыта и спинки лопатки 3, н накладок 4- 7, кромки 8 которых формируют кромки пера лопатки 3, а поверхности 9 смыкания образованы перпендикулярами, восстановленными из точек касания гтртмых. параллельных направлению подачи зле к г родов к кромкам пера лопатки 3. Детали 1 и 2 имеют ширину на величину 4-5 межэлектродных зазоров (а„) больше ширины пера лопатки, измеренной в плоскости, перпендикулярной направлению подачи, а накладки 4-7 жестко закреплены на боковых поверхностях деталей i и 2 таким образам, что поверхности 9 смыкания выступает :;- ;-мл чие поверхности деталей i и 2 с. половин) толщины кромок лопатки для того, чтобы в конце
СП
|
СО О5 1
обработки при последнем цикле корректировки величины межэлектродного зазора образовался замкнутый контур, соответствующий форме лопатки.
Увеличение ширины деталей 1 и 2 на величину 4-5 межэлектродных зазоров обусловлено необходимостью получения размера по хорде пера лопатки и определено экспериментально. В большинстве случаев допуск на размер по хорде составляет 0,2- 0,4 мм, а межэлектродный зазор - 0,1 - 0,15 мм. В особых случаях при ужесто- чении допуска на размер по хорде необ- ходимо ужесточить и допуск на ширину деталей 1 и 2.
Способ изготовления электродов-инстру- |ментов осуществляется следующим образом. 1 Вначале методами механической обработ- ки изготавливают заготовки деталей 1 и 2 и ,накладок 4,5 и 6,7. Заготовки накладок 4,5 и 6,7 в виде двух цельных полос устанавливают на вырезной электроэрозионный станок и разрезают проволочкой по поверхностям, образованным перпендикулярами, восстановленными из точек касания прямых, параллельных направлению подачи электПосле обработки деталей 1 и 2 методом обратной полярности их снимают со станка и на боковые поверхности устанавливают накладки 4-7 так, что поверхности 9 смы5 кания выступают за рабочие поверхности деталей 1 и 2 на половину толщины соответствующих кромок лопатки (фиг. 1). Собранные электроды-инструменты устанавливают на станок и приступают к обработке лопаток.
1° Использование способа изготовления электродов-инструментов позволяет резко сократить трудоемкость изготовления электродов-инструментов и, поскольку обработка электродов-инструментов методом обратной
15 полярности осуществляется на этом же станке, на котором изготавливаются лопатки, повысить время полезной работы станков для электрохимической обработки лопаток.
20
Формула изобретения
Заготовки деталей 1 и 2 устанавливают на станке для ЭХО пера лопаток, где производят обработку их рабочих поверхностей методом обратной полярности и слесарную доводку по результатам обработки пробных деталей. Если при обработке рабочих поверхностей деталей 1 и 2 методом обратной полярности и последующей обработке лопаток прокачка электролита осуществляется поперек продольной оси лопатки
ществляемой при прокачке электролита через межэлектродный промежуток, отличающийся тем, что, с целью исключения растравливания поверхностей смыкания электродов-инструментов со съемными металличес- 30 кими накладками, при формировании рабочих поверхностей электродов-инструментов на их боковые поверхности устанавливают технологические накладки из диэлектрического материала, которые после формирования рабочих поверхностей электродовто на приспособление 10 для установки 35 инструментов, заменяют металлическими.
лопаток устанавливают неподвижные технологические накладки 11 из диэлектрического материала, одна из поверхностей каждой из которых формирует тракт входа
ного зазора (фиг. 3). Если же при обработке рабочих поверхностей деталей 1 и 2 методом обратной полярности и последующей обработке лопаток прокачка электролита осуществляется вдоль продольной оси
пера лопатки, то на боковых поверхнос- 45 что технологические накладки жестко крепят
тях детали 1 закрепляют накладки 12 из диэлектрического материала так, что при перемещении деталей 1 и 2 в процессе обработки накладки 12 скользят по боковым поверхностям детали 2 (фиг. 4)
к боковым поверхностям одного электрода-инструмента, обеспечивая при этом возможность их перемещения по скользящей посадке относительно боковых поверхностей другого электрода-инструмента.
После обработки деталей 1 и 2 методом обратной полярности их снимают со станка и на боковые поверхности устанавливают накладки 4-7 так, что поверхности 9 смыкания выступают за рабочие поверхности деталей 1 и 2 на половину толщины соответствующих кромок лопатки (фиг. 1). Собранные электроды-инструменты устанавливают на станок и приступают к обработке лопаток.
° Использование способа изготовления электродов-инструментов позволяет резко сократить трудоемкость изготовления электродов-инструментов и, поскольку обработка электродов-инструментов методом обратной
полярности осуществляется на этом же станке, на котором изготавливаются лопатки, повысить время полезной работы станков для электрохимической обработки лопаток.
Формула изобретения
ществляемой при прокачке электролита через межэлектродный промежуток, отличающийся тем, что, с целью исключения растравливания поверхностей смыкания электродов-инструментов со съемными металличес- кими накладками, при формировании рабочих поверхностей электродов-инструментов на их боковые поверхности устанавливают технологические накладки из диэлектрического материала, которые после формирования рабочих поверхностей электродовинструментов, заменяют металлическими.
инструментов, заменяют металлическими.
к боковым поверхностям одного электрода-инструмента, обеспечивая при этом возможность их перемещения по скользящей посадке относительно боковых поверхностей другого электрода-инструмента.
3898 (2-15)а0 5
898 (2-2,5)aff
Фиг
Фиг. 2
Фиг Л
Фиг.З
