Изобретение относится к сварке, в частности к сварке концентрированном источником нагрева, и может быть использовано при сварке тонколистовых материалов во всех областях техники.
Целью изобретения является повышение качества сварки.
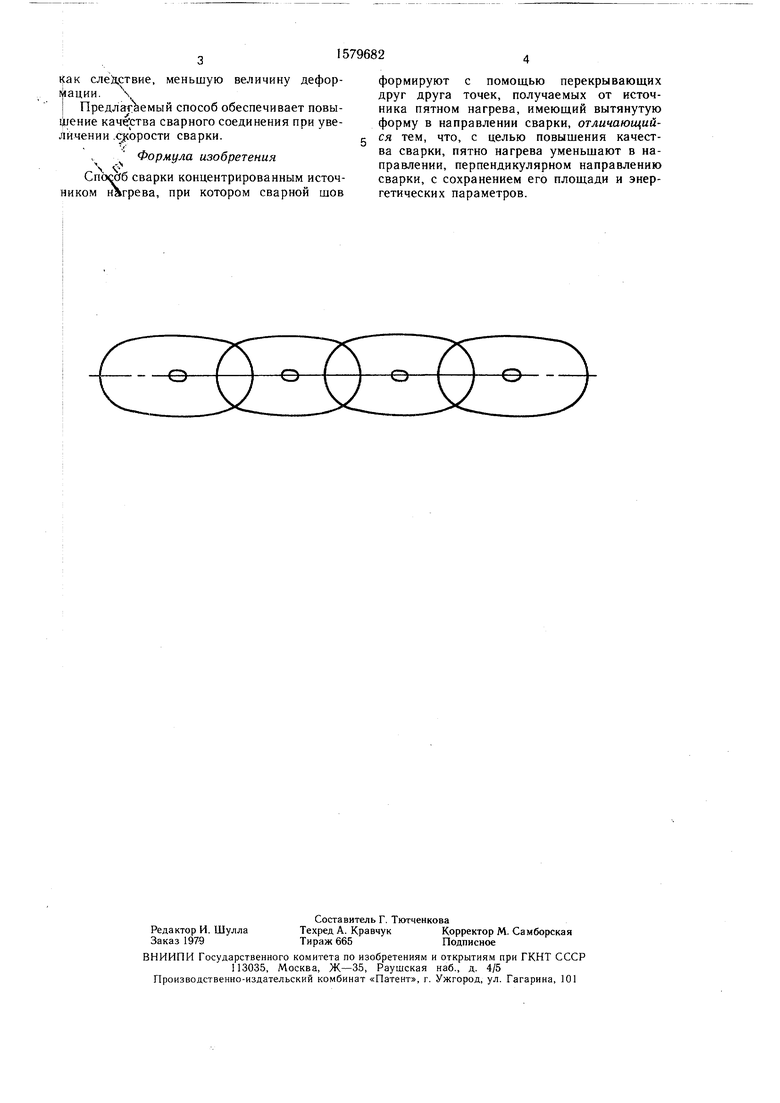
На чертеже изображено размещение сварочных точек при выполнении предлагаемого способа.
Способ осуществляют следующим образом.
С помощью специальной цилиндрической оптики или маски пучок концентричного источника нагрева (лазерный луч или плазменная струя), имеющий круглое сечение, формируют в луч с пятном нагрева вытянутой формы. При этом площадь поперечного сечения в плоскости обработки сформированного одним из указанных способов луча и его мощность остаются таким же, как и до формирования его поперечного сечения.
Затем ориентируют луч или плазменную струю по отношению к направлению сварки так, что максимальный размер их пятен нагрева совпадает с направлением сварки.
Связной шов формируют путем перекрытия сварных точек. Предлагаемое формирование сечения луча или плазменной струи источника нагрева позволяет при тех же энергетических параметрах получить более уЗкий шов и уменьшить зону термического влияния, что повышает качество сварного соединения узлов., выполненных из материала малых толщин.
Пример. Проводят сварку на установке МПУ-4. Формирование плазменной струи обеспечивают с помощью экрана с овальным отверстием, размером 1.0X0,25 мм, выполненным из молибденной фольги.
С помощью такой дуги производят сварку торцового соединения фольги 5 0,07 мм из нержавеющей стали. На токе при длительностях импульса и паузы по 0,02 с достигают скорости 15 мм/с. Используют защитный газ - смесь аргона с 5% водорода (по объему) с расходом 4,5 л/мин. Плазуоосразующий газ (аргон) через сопло 0 1 мм имеет расход 0,3 л/мин. Полученное сварное соединение имеет узкий шов и узкую зону термического влияния и
(Л
СП
с©
05
оо
ГС
как следствие, меньшую величину деформации.
Предлагаемый способ обеспечивает повышение качества сварного соединения при увеличении скорости сварки.
Формула изобретения
„ .
Спосро сварки концентрированным источником нагрева, при котором сварной шов
формируют с помощью перекрывающих друг друга точек, получаемых от источника пятном нагрева, имеющий вытянутую форму в направлении сварки, отличающийся тем, что, с целью повышения качества сварки, пятно нагрева уменьшают в направлении, перпендикулярном направлению сварки, с сохранением его площади и энергетических параметров.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электронно-лучевой сварки тонкостенных трубчатых деталей | 2021 |
|
RU2766615C1 |
| Способ сварки однородных пористых материалов | 2021 |
|
RU2789971C2 |
| Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера | 2017 |
|
RU2668623C1 |
| СПОСОБ ЛАЗЕРНО-СВЕТОВОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ С РЕГУЛИРУЕМЫМ ИЗМЕНЕНИЕМ ТЕМПЕРАТУРЫ | 2006 |
|
RU2322513C1 |
| СПОСОБ ЛАЗЕРНО-СВЕТОВОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ С РЕГУЛИРУЕМЫМ НАГРЕВОМ | 2006 |
|
RU2323265C1 |
| СПОСОБ ЛАЗЕРНО-СВЕТОВОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ С РЕГУЛИРУЕМЫМ ОХЛАЖДЕНИЕМ | 2006 |
|
RU2323264C1 |
| Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера | 2017 |
|
RU2668621C1 |
| Способ лазерной сварки металлов и устройство для осуществления способа | 2019 |
|
RU2732256C1 |
| СПОСОБ СВАРКИ МАТЕРИАЛОВ | 2009 |
|
RU2404887C1 |
| Способ пространственной стабилизации дуги | 2019 |
|
RU2713186C1 |
Изобретение относится к сварке, в частности к сварке концентрированным источником энергии, и может быть использовано при сварке тонколистового материала плазменной дугой или лазерным излучением в различных областях техники. Цель изобретения - повышение качества сварного соединения. Сварной шов формируют с помощью перекрывающих одна другую точек, имеющих вытянутую форму в направлении сварки. Пятно нагрева уменьшают в направлении, перпендикулярном направлению сварки, сохраняя величину его площади и энергетические параметры источника нагрева. Уменьшение ширины пятна нагрева при сохранении его площади и энергетических параметров позволяет уменьшить ширину сварного шва в зону термического влияния. 1 ил.
| Лазеры в технологии./Под ред | |||
| М | |||
| Ф | |||
| Стельмаха | |||
| - М.: Энергия, 1975, с | |||
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
