Изобретение относится к области сварки материалов высокоэнергетическими источниками излучения, например лазерным, плазменным или электроннолучевым методом, и может быть использовано для лазерной сварки изделий различного назначения из тонколистовых материалов в химической, электронной и радиотехнической промышленности, а также при производстве труб. Может использоваться для непосредственного соединения двух однородных пористых металлов или сплавов между собой.
Технологической задачей сварки пористых металлов является повышение качества и прочности неразъемного соединения. Для достижения этих результатов в зону сварки вводят различные присадочные материалы в виде проволоки, пасты или промежуточной вставки из компактного металла, которые оказывают положительное влияние на формирование требуемых свойств сварочного шва. Успешному решению этой проблемы может способствовать применение новой технологии модифицирования металлов и сплавов нанопорошками тугоплавких соединений.
Известен способ соединения пористых деталей, выполненных из металлических порошков, включающий аргонно-дуговую сварку неплавящимся электродом с использованием присадочной проволоки из металла, идентичного по составу материалу пористых деталей [1]. Недостатками способа являются необходимость использования присадочного материала, чрезвычайная сложность реализации для сварки деталей из пористого титана, что связано с его высокой химической активностью при повышенных температурах и необходимостью дополнительного использования герметичной камеры, заполненной аргоном, либо дополнительного вдува аргона со стороны, противоположной сварочной дуге.
Известен способ лазерной сварки импульсным лучом при длительности импульса Τ ≈ 5 мс, наклоне переднего и заднего фронтов импульса не более 1/20 Т, применении защитного газа аргона, двуокиси углерода и т.п., причем соединяемые детали предварительно нагревают до температуры около 2/3 температуры плавления [2]. Недостатками способа являются ограниченность технологических возможностей - способ не применим для пористых деталей вследствие инфильтрации расплава из сварочной ванны в поры и нарушения сплошности шва, а также сложность, связанная с необходимостью использования защитной атмосферы или нагревательной высокотемпературной камеры.
Известен способ лазерной сварки пористых деталей, включающий соединение кромок свариваемых деталей и их обработку лазерным лучом энергией, достаточной для их частичного плавления, причем для предотвращения заполнения расплавом объема пор используют коаксиальный вдув в зону сварки защитного (аргон, гелий и т.п.) и энергонесущего (водород) газа, при дополнительной подаче в зону сварки гидрида металла, преимущественно гидрида титана и сжатии кромок навстречу друг другу с усилием в направлении шва [3].
Недостатками способа являются: сложность реализации, связанная с необходимостью подготовки и введения дисперсного присадочного материала, обеспечения коаксиального вдува двух газов; ограничение технологических возможностей. Способ применим, в основном, для плоских деталей; невысокое качество шва, обусловленное возможностью инфильтрации расплава из сварочной ванны в поры и образование в ванне несплошностей (пор), прерыванием тем самым шва в целом.
Наиболее близким к заявляемому техническому решению является способ соединения пористого металлического или металлокерамического материалов путем нагрева электронным лучом расплавляемую вставку, устанавливаемую в коренной части соединения с углублением в пористый металл детали, после чего осуществляют нагрев стыка лучом с погонной энергией, обеспечивающей проплавление материала вставки на 0,7-0,8 ее высоты [4].
Недостатком способа является сложность реализации, связанная с подготовкой образцов, требующей строгого задания величин зазора между свариваемыми кромками деталей, размера вставки и ее углубления в пористый материал, необходимостью последующего удаления оставшейся не проплавленной ее нижней части. Способ применим преимущественно для соединения тонких фильтрующих деталей.
Задачей предлагаемого способа сварки пористых материалов является повышение качества сварного шва, прочности и пластичности сварного соединения. При выполнении поставленной задачи необходимо учесть такие требования как локальный характер теплового воздействия, минимальная термомеханическая деформация детали, широкий диапазон регулируемых энергетических характеристик луча, обеспечивающих оптимальный термический режим с высокими скоростями нагрева и охлаждения.
Перспективным направлением развития высокоэнергетических технологий сварки пористых материалов с проплавлением, является совмещение высокоэнергетического воздействия на свариваемые материалы с модифицированием расплава в сварочной ванне наноразмерными тугоплавкими соединениями, называемые в металлургии нанопорошковыми инокуляторами (НПИ). Поставленная задача выполняется благодаря тому, что способ сварки пористых материалов высокоэнергетическими лазерными источниками излучения, по которому перед сваркой между свариваемыми торцами помещают вставку из компактного металла, идентичного по химическому составу свариваемым материалов, при этом ее высоту h, (м) с целью компенсации вещества на инфильтрацию в пористые пластины и недопущения провисания лицевой поверхности сварного шва задают больше толщины пластин hs, (м) на некоторую величину Δh≥b1mphs/100, (м) («прибыльную часть»), где b1=0,78 - безразмерный коэффициент, определяемый экспериментально, mp - пористость (%), а толщину соответственно равную слою проплавляемого компактного металла за время воздействия лазерного луча на вставку. Указанные величины оцениваются теоретическими соотношениями с поправочными коэффициентами, определяемыми экспериментально.
При сварке материалов (пластин) с пористостью ~ (33-35)% формирование шва заподлицо с основным материалом осуществляется при определении высоты вставки по соотношению Δh/hs=0,25-0,28.
На фиг. 1 - представлены фотографии неразъемных соединений из нержавеющей стали 12Х H10Т (a, б) и титана марки ВТ 1-0 (в, г), характеризующие морфологию сварных швов при различных значениях величины Δh/hs а) 0,45; б) 0,28; в) 0,35; г) 0,25. Видно, что меняя высоту вставки "прибыли" Δh можно управлять размером сварочного валика. Так, для получения шва заподлицо с верхними поверхностями пластин толщиной hs=3 мм и пористостью mp~(33-35)% необходимо принять Δh/hs=0,78⋅(0,33-0,35)≅0,25-0,27 (фиг. 1б. г).
На фиг. 2 - представлены микрофотографии структуры центральной зоны сварных швов стали (а, б) и титана (в, г}: а, в - без наномодифицирующих добавок; 6, г - с наномодифицирующими добавками (TiN+Ti). Применение наномодифицирующей добавки приводит к формированию в центральной зоне шва вместо столбчатой мелкодисперсной глобулярной структуры, что существенно сказывается на механических свойствах соединения.
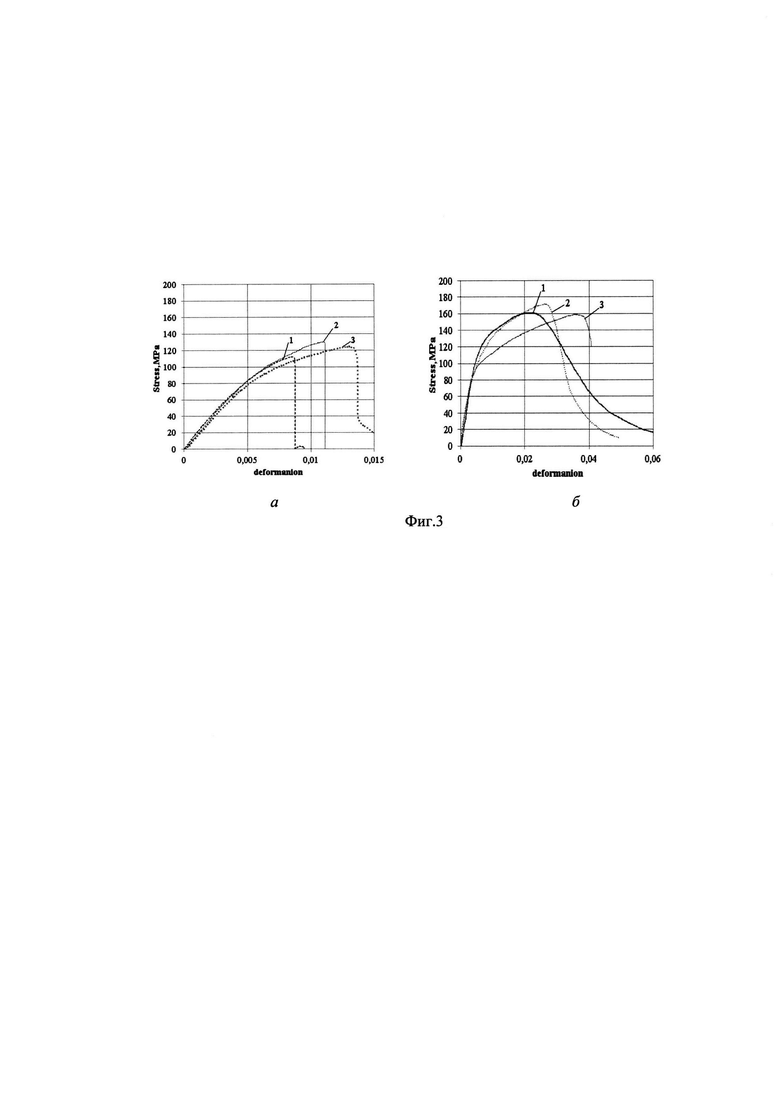
На фиг. 3 - диаграммы прочности на изгиб сварных соединений: а - титана, б - стали; 1 - основного металла; 2 - с наномодифицирующей добавкой (TiN+Ti), 3 - без модификатора. При испытании на временную прочность разрушение всех опытных (модифицированных) образцов произошло только по основному металлу.
Способ сварки материалов осуществляется следующим образом.
Вначале подготавливают свариваемые поверхности материалов. При подготовке свариваемых поверхностей (пластин) удаляют пленку оксидов на ширине 10-15 мм по всей длине соединения травлением в растворе NaOH (50 г на 1 л Н2O) с последующим осветлением в 30% растворе HNO3. После травления пластины промывают в горячей воде и сушат. Непосредственно перед сваркой свариваемые поверхности зачищают шабером. В качестве защитной среды при лазерной сварке используют гелий, либо гелий используют для защиты верхней поверхности сварочной ванны, а нижнюю - защищают аргоном.. Расход гелия 6-8 л/мин, аргона 5-6 л/мин.
Массовый расход нанопорошкового материала на единицу длины обрабатываемой поверхности составляет  где p - массовая доля нанопорошка, ρ - плотность жидкого металла,
где p - массовая доля нанопорошка, ρ - плотность жидкого металла,  - ширина сварочного шва, hs толщина пластин.
- ширина сварочного шва, hs толщина пластин.
Были проведены экспериментальные исследования влияния промежуточных вставок из компактного материала, идентичного свариваемым пористым материалам, и наномодифицирующих порошковых добавок на качество и механические свойства неразъемных соединений при лазерной сварке в стык пористых пластин из нержавеющей стали 12ХН10Т или титанового сплава марки ВТ1-0 толщиной 2 мм со средним значением пористости 35% и 33%, соответственно. Сварку образцов проводили на непрерывном СО2 лазере в атмосфере гелия при различных значениях мощности излучения (0,9-1,5) кВт и скоростях сварки (1,2-1,5) м/мин. Специально подготовленные наномодифицирующие добавки (нанопорошок TiN, плакированный титаном) в виде суспензии наносились на предварительно обработанные поверхности вставки и пористых пластин в зоне сварки в количестве 0,1% по массе проплавляемого материала.
На фиг. 1 приведены фотографии неразъемных соединений из нержавеющей стали (а, б) и титана, характеризующие морфологию сварных швов при различных значениях величины Δh/hs: а) 0,45; б) 0,28; в) 0,35; г) 0,25. Видно, что качественный шов с поверхностью заподлицо с поверхностью пластин формируется при значениях относительной прибыльной части вставки Δh/hs, равной 0,28, 0,25 для стали и титана соответственно.
Как видно из микрофотографий на фиг. 2, а структура сварного шва не модифицированного соединения имеет грубое столбчатое строение от периферии вплоть до центра шва. Наномодифицрующие добавки уменьшают размер дендритов и формируют глобулярную структуру кристаллических зерен (фиг. 2, б), существенно повышают дисперсность структуры и уменьшение характерного размера кристаллического зерна (фиг. 2, г). Согласно закону Холла-Петча это положительно сказывается на механических свойствах материалов.
Представлены диаграммы прочности на изгиб сварных соединений (см. фиг. 3): а стали, б - титана: 1 основного металла; 2 соединения с наномодифицирующей добавой (TiN+Ti); 3 -. без модификатора. Прочность сварных соединений на изгиб без нанодобавок (НПИ) близка к прочности основного металла, у соединений с НПИ на 7%. выше. Возрастает также микротвердость (на 10-20)% и в отличие от не модифицированного соединения характеризуется более однородным по ширине шва распределением. Испытания прочности на разрыв показали разрушение сварных образцов только по основному металлу.
Проведенные эксперименты сварки пористых материалов показали положительное влияние промежуточных вставок из компактного материала идентичного по химическому составу свариваемым пористым материалам с применением модифицирующих тугоплавких нанопорошковых материалов на морфологию и микроструктуру сварных соединений пористых материалов и их механические свойства. Применение промежуточной вставки из компактного материала с выбранной (расчетной) толщиной и высотой в зависимости от пористости свариваемого материала, позволяет управлять размером сварочного валика, получать сварной шов заподлицо с поверхностью свариваемых пластин. Использование наномодифицирующих добавок оказывает положительное воздействие на структуру и механические свойства металла в зоне действия лазерного излучения. Существенно изменяется морфология и размер кристаллического зерна в области сварного шва, в результате чего возрастают прочностные и пластические свойства сварного соединения, повышая его эксплуатационную надежность.
Источники информации
1. Белов С.В. Пористые металлы в машиностроении. М.: Машиностроение, 1981. С. 3134;
2. Заявка JP 2842967, МПК7 В23K 26/00,1992;
3. Заявка DE 19859933, МПК7 В23K 33/006,1998;
4. Овчинников В.В., Антонов А.А., Гуреева М.А. Способ соединения пористого металлического или металлокерамического материалов // Патент RU 2215629, опубликовано: 2003.11.10 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ МАТЕРИАЛОВ | 2009 |
|
RU2404887C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ТОНКОСТЕННЫХ ТРУБ ИЗ МОЛИБДЕНОВЫХ СПЛАВОВ | 2017 |
|
RU2664746C1 |
| Способ лазерной сварки заготовок из сплавов на основе орторомбического алюминида титана Ti2AlNb с глобулярной структурой | 2020 |
|
RU2744292C1 |
| Способ лазерной сварки внахлест листов конструкционной стали и сплавов алюминия | 2017 |
|
RU2638267C1 |
| Способ лазерной сварки тавровых соединений изделий из алюминиевых сплавов | 2023 |
|
RU2812921C1 |
| Способ сварки плавлением стальных листов,плакированных титаном | 1982 |
|
SU1127717A1 |
| Способ лазерной сварки металлов и устройство для осуществления способа | 2019 |
|
RU2732256C1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ МЕТАЛЛОВ | 2003 |
|
RU2269401C2 |
| Способ сварки деталей из жаропрочных сплавов на никелевой основе с использованием лазерного излучения | 2020 |
|
RU2752822C1 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ ОДНОГО ИЛИ НЕСКОЛЬКИХ СТАЛЬНЫХ ЛИСТОВ ИЗ ЗАКАЛИВАЕМОЙ ПОД ПРЕССОМ СТАЛИ | 2020 |
|
RU2787826C1 |

Изобретение относится к способу сварки однородных пористых материалов. Сварку встык осуществляют высокоэнергетичким лазерным источником излучения. Перед сваркой предварительно осуществляют очистку свариваемой зоны материалов и между свариваемыми материалами помещают вставку из компактного металла, идентичного по химическому составу свариваемым пористым материалам. Сварку ведут с добавлением в зону сварки модификаторов в виде нанопорошковых материалов, выбранных из числа тугоплавких соединений. Толщину вставки (δ) задают соотношением  где b0 = 1 - поправочный коэффициент;
где b0 = 1 - поправочный коэффициент;  коэффициент температуропроводности компактного материала; τ- время воздействия лазерного луча на вставку, при этом τ= dF/ν , где dF - диаметр фокального пятна; ν - скорость сварки, а высоту вставки h задают превышающей толщину hs свариваемых материалов на величину Δh=b1mphs, где b1=0,78 - эмпирическая константа; mр – пористость. В результате достигается предотвращение провисания лицевой поверхности сварного шва, и соответственно - повышение качества сварного шва, прочности и пластичности сварного соединения. 3 ил.
коэффициент температуропроводности компактного материала; τ- время воздействия лазерного луча на вставку, при этом τ= dF/ν , где dF - диаметр фокального пятна; ν - скорость сварки, а высоту вставки h задают превышающей толщину hs свариваемых материалов на величину Δh=b1mphs, где b1=0,78 - эмпирическая константа; mр – пористость. В результате достигается предотвращение провисания лицевой поверхности сварного шва, и соответственно - повышение качества сварного шва, прочности и пластичности сварного соединения. 3 ил.
Способ сварки однородных пористых материалов, включающий предварительную очистку свариваемых поверхностей, размещение вставки между ними, выполненной из компактного материала, идентичного по химическому составу свариваемым пористым материалам, и сварку встык концентрированным лазерным источником излучения, при этом сварку ведут с добавлением в зону сварки модификаторов в виде нанопорошковых материалов, выбранных из числа тугоплавких соединений, отличающийся тем, что толщину вставки δ задают соотношением  , где b0=1 - поправочный коэффициент,
, где b0=1 - поправочный коэффициент,  коэффициент температуропроводности компактного материала, τ = dF/ν, где τ - время воздействия лазерного луча на вставку, dF - диаметр фокального пятна, ν - скорость сварки, при этом высоту вставки h задают превышающей толщину свариваемых материалов hs на величину Δh=b1mphs, где b1=0,78 - эмпирическая константа, mp - пористость.
коэффициент температуропроводности компактного материала, τ = dF/ν, где τ - время воздействия лазерного луча на вставку, dF - диаметр фокального пятна, ν - скорость сварки, при этом высоту вставки h задают превышающей толщину свариваемых материалов hs на величину Δh=b1mphs, где b1=0,78 - эмпирическая константа, mp - пористость.
| СПОСОБ СОЕДИНЕНИЯ ПОРИСТОГО МЕТАЛЛИЧЕСКОГО ИЛИ МЕТАЛЛОКЕРАМИЧЕСКОГО МАТЕРИАЛОВ | 2001 |
|
RU2215629C2 |
| СПОСОБ СВАРКИ МАТЕРИАЛОВ | 2009 |
|
RU2404887C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ТОНКОСТЕННЫХ ТРУБ ИЗ МОЛИБДЕНОВЫХ СПЛАВОВ | 2017 |
|
RU2664746C1 |
| JP 8290292 A, 05.11.1996 | |||
| US 9095932 B2, 04.08.2015 | |||
| JP 59110481 A, 26.06.1984. | |||

