Фиг. 2
Изобретение относится к технологическому оборудованию и может быть использовано в машиностроении,
Цель изобретения - повышение производительности за счет установки всего комплекта колец на одной сборочной позиции.
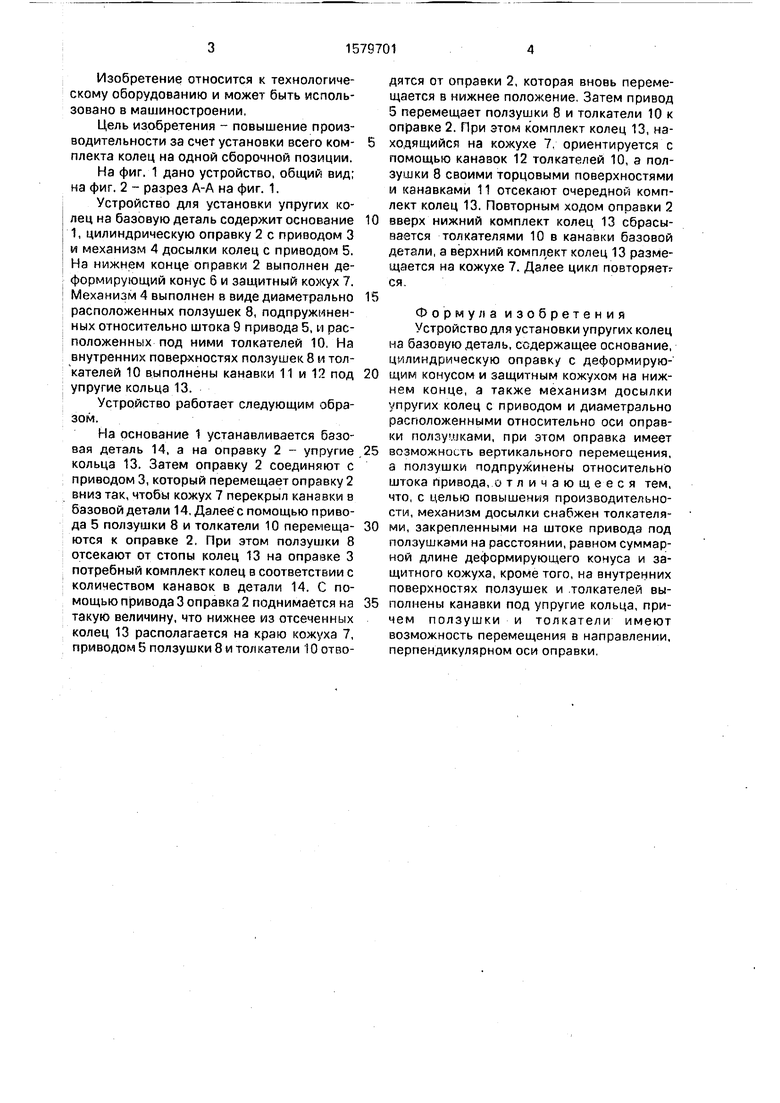
На фиг. 1 дано устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1.
Устройство для установки упругих колец на базовую деталь содержит основание 1, цилиндрическую оправку 2 с приводом 3 и механизм 4 досылки колец с приводом 5. На нижнем конце оправки 2 выполнен деформирующий конус 6 и защитный кожух 7. Механизм 4 выполнен в виде диаметрально расположенных ползушек 8, подпружиненных относительно штока 9 привода 5, и расположенных под ними толкателей 10. На внутренних поверхностях ползушек 8 и толкателей 10 выполнены канавки 11 и 12 под упругие кольца 13.
Устройство работает следующим образом.
На основание 1 устанавливается базовая деталь 14, а на оправку 2 - упругие кольца 13. Затем оправку 2 соединяют с приводом 3, который перемещает оправку 2 вниз так, чтобы кожух 7 перекрыл канавки в базовой детали 14, Далее с помощью привода 5 ползушки 8 и толкатели 10 перемещаются к оправке 2, При этом ползушки 8 отсекают от стопы колец 13 на оправке 3 потребный комплект колец в соответствии с количеством канавок в детали 14. С помощью привода 3 оправка 2 поднимается на такую величину, что нижнее из отсеченных колец 13 располагается на краю кожуха 7, приводом В ползушки 8 м толкатели 10 отводятся от оправки 2, которая вновь перемещается в нижнее положение. Затем привод 5 перемещает ползушки 8 и толкатели 10 к оправке 2. При этом комплект колец 13, нахолящийся на кожухе 7, ориентируется с помощью канавок 12 толкателей 10, а ползушки 8 своими торцовыми поверхностями и канавками 11 отсекают очередной комплект колец 13. Повторным ходом оправки 2
вверх нижний комплект колец 13 сбрасывается толкателями 10 в канавки базовой детали, а верхний комплект колец 13 размещается на кожухе 7. Далее цикл повторяет ся.
Формула изобретения Устройство для установки упругих колец на базовую деталь, содержащее основание, цилиндрическую оправк/ с деформирующим конусом и защитным кожухом на нижнем конце, а также механизм досылки упругих колец с приводом и диаметрально расположенными относительно оси оправки ползунками, при этом оправка имеет
возможность вертикального перемещения, а ползушки подпружинены относительно штока привода, отличающееся тем, что, с целью повышения производительности, механизм досылки снабжен толкателями, закрепленными на штоке привода под ползушками на расстоянии, равном суммарной длине деформирующего конуса и защитного кожуха, кроме того, на внутренних поверхностях ползушек и толкателей выполиены канавки под упругие кольца, причем ползушки и толкатели имеют возможность перемещения в направлении, перпендикулярном оси оправки,
/
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для установки упругих колец в канавки цилиндрических базовых деталей | 1979 |
|
SU952507A1 |
| Способ установки комплекта уплотнительных колец и устройство для его осуществления | 1990 |
|
SU1779524A1 |
| Устройство для установки уплотнительных колец во внутренние канавки деталей | 1986 |
|
SU1364426A1 |
| Устройство для установки уплотнительных колец во внутренние канавки деталей | 1987 |
|
SU1484548A1 |
| Устройство для установки упругих колец в канавки цилиндрических базовых деталей | 1987 |
|
SU1425026A2 |
| Устройство для установки упругих колец на базовые детали | 1990 |
|
SU1745495A1 |
| Устройство для установки уплотнительных колец во внутренние канавки базовых деталей | 1987 |
|
SU1484540A1 |
| Устройство для ротационного выдавливания тонкостенных цилиндров | 1972 |
|
SU446340A1 |
| Штамп для безооблойной объемной штамповки | 1989 |
|
SU1731391A2 |
| Штамп для зачистки | 1991 |
|
SU1830298A1 |
Изобретение относится к машиностроению и повышает производительность за счет возможности установки комплекта упругих колец на одной сборочной позиции. Вначале оправка 2 опускается вниз, а штоки 9 перемещают к оправке 2 ползушки 8 и толкатели 10. При этом ползушки 8 отсекают от стопы комплект упругих колец 13. Затем оправка 2 поднимается вверх и ползушки 8 перемещают комплект колец 13 вдоль конуса 6 к нижнему краю защитного кожуха 7. Далее штоки 9 разводятся, а оправка 2 подается вниз. Штоки 9 вновь перемещаются к оправке 2. При этом ползушки 8 отсекают очередной комплект колец 13 на оправке 2, а толкатели 10 торцовыми поверхностями и канавками 12 ориентируют кольца 13 первого комплекта. Затем оправка 2 совершает поворотный ход вверх, при котором толкатели 10 сбрасывают кольца 13 в канавки детали 14, а ползушки 8 перемещают комплект колец на кожух 7. 2 ил.
Фиг. 7
