сл
с

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для безоблойной объемной штамповки | 1984 |
|
SU1250374A1 |
| ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011464C1 |
| Штамп для безоблойной объемной штамповки | 1987 |
|
SU1417988A1 |
| ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ШТАМПОВКИ ПОКОВОК ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАТЕРИАЛОВ | 2003 |
|
RU2248856C1 |
| Штамп для безоблойной штамповки | 1975 |
|
SU541556A1 |
| Штамп с разъемной матрицей | 1980 |
|
SU944719A1 |
| Штамп | 1974 |
|
SU488648A1 |
| Штамп для безоблойной штамповки | 1974 |
|
SU521057A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2041761C1 |
| Штамп для объемной штамповки | 1990 |
|
SU1731397A1 |

Штамп содержит нижнюю и верхнюю полуматрицы, установленные соответственно на неподвижной и подвижной плитах. Над верхней полуматрицей расположены пуансон и связанный с пуансоном толкатель. На толкателе установлена центральная клиновая призма. Наклонные боковые грани призмы взаимодействуют с ответными наклонными поверхностями двух ползушек со ступенчатыми боковыми поверхностями. Напротив каждой ступени в полости подвижной плиты установлено упругое кольцо. Диаметральные размеры упругих колец одинаковы, а высоты равны высотам соответствующих ступеней ползушек. При штамповке перемещение пуансона относительно верхней полуматрицы поднимает и центральную клиновую призму, раздвигает ползушки и последовательно деформирует упругие кольца. 4 ил.
Изобретение относится к обработке металлов давлением, может быть использовано в кузнечно-штамповочном производстве при получении деталей безоблойной штам-- ловкой и является усовершенствованием изобретения по основному авт.св. № 1250374.
По основному авт.св. № 1250374 известен штамп для безоблойной объемной штамповки, содержащий осадочные бойки, полость ручья в нижней полуматрице, закрепленной державкой в опорной плите, и вторую полуматрицу, закрепленную державкой. Полуматрицы имеют замковые по- верхности. Штамп содержит также деформирующий пуансон, толкатель, центральную клиновую призму, пружинное кольцо и две ползушки. Центральная клиновая призма имеет наклонные поверхности, контактирующие с ответными поверхностями ползушек. Центральная призма снабжена
направляющими пальцами запрессованными в верхней опорной плите. Для выталкивания поковки имеется выталкиватель пресса. Верхняя и нижняя плиты соединены подвижно втулками и колонками соответственно. Благодаря такой конструкции достигается резкое повышение надежности работы штампа, предотвращение поломок его деталей и уменьшение их износа.
Однако данный штамп имеет существенный недостаток. Компенсирующий узел излишка металла не имеет возможности саморегулирования величины противодавления, поэтому не имеет возможности универсального гри енения при штамповке деталей из разных марок сталей с разными диаметрами надшивок, штамповке при разных температурах заготовок и целого ряда других факторов, влияющих на изменение усилия на компенсирующий узел штампа.
XJ
СО GJ
5
fc
Цель изобретения - расширение технологических возможностей за счет ступенчатого изменения нагрузочной характеристики компенсатора излишка металла.
Поставленная цель достигается тем, что цилиндрические поверхности ползушек выполнены с дополнительными ступенями одного и того же диаметра цилиндрических поверхностей, смещенных одна относительно другой к оси давления в направлении скоса граней клиновой призмы и штамп снабжен дополнительными упругими кольцами по числу дополнительных ступеней ползушек, при этом диаметры всех упругих колец одинаковы, а их высотные размеры равны высотным размерам взаимодействующих с ними ступеней ползушек.
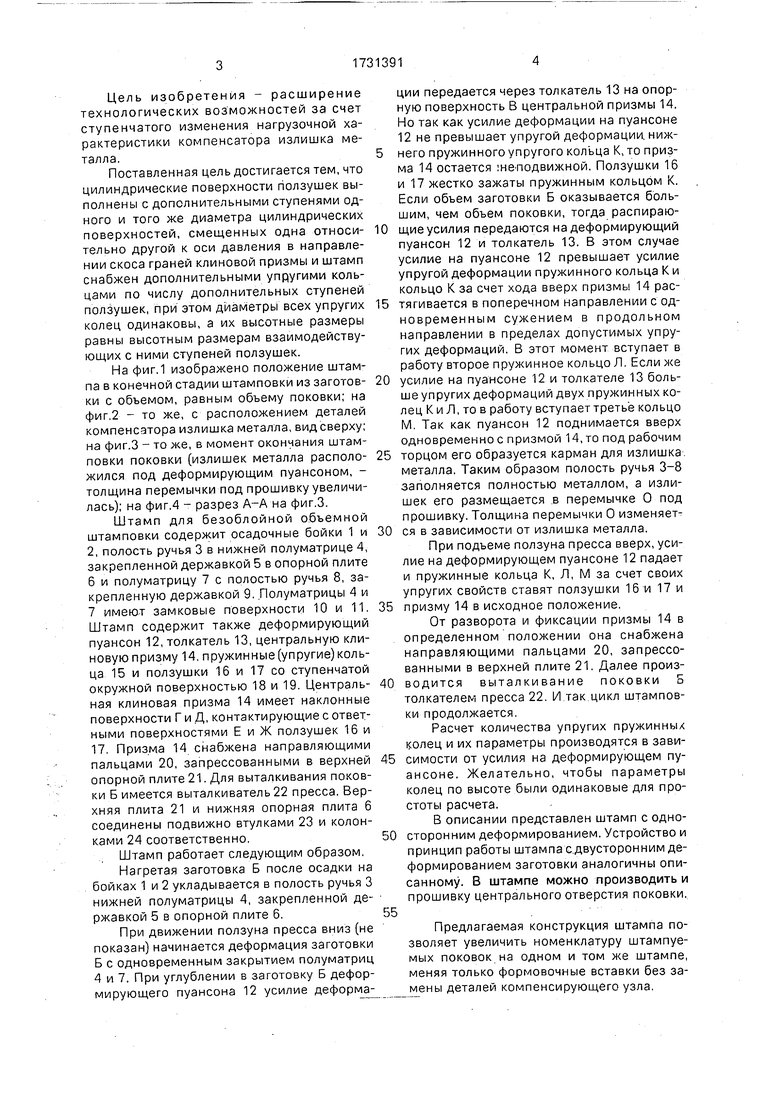
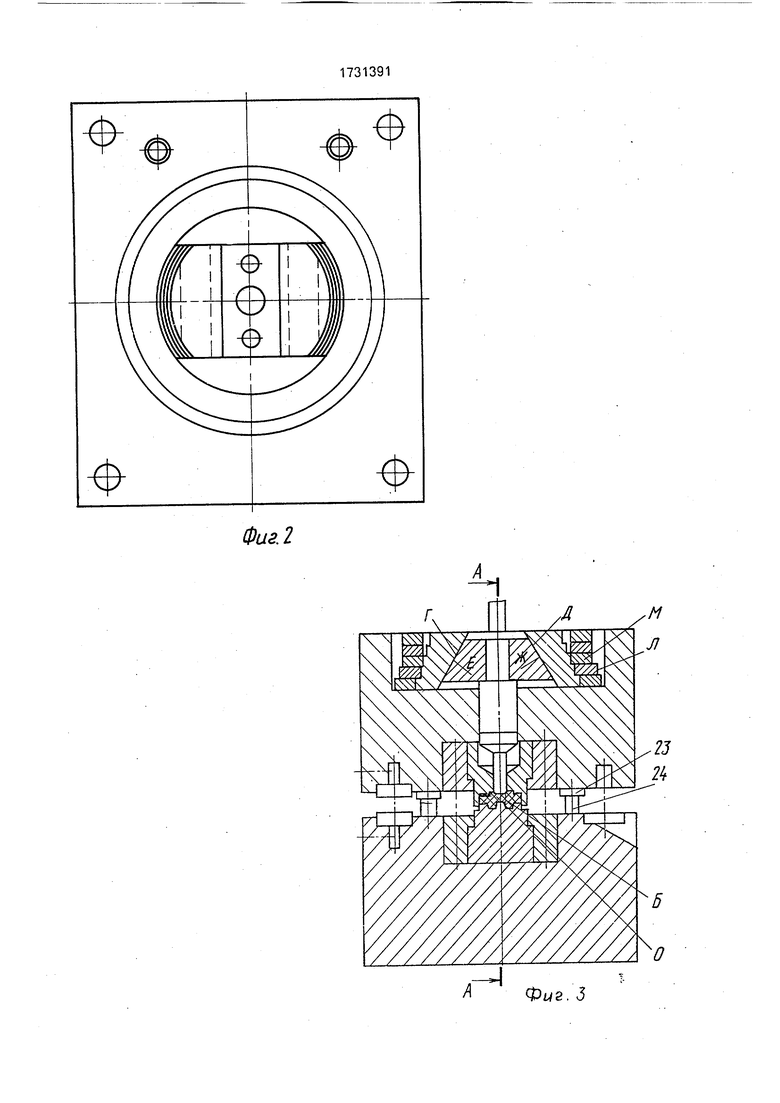
На фиг.1 изображено положение штампа в конечной стадии штамповки из заготовки с объемом, равным объему поковки; на фиг.2 - то же, с расположением деталей компенсатора излишка металла, вид сверху; на фиг.З - то же, в момент окончания штамповки поковки (излишек металла расположился под деформирующим пуансоном, - толщина перемычки под прошивку увеличилась); на фиг.4 - разрез А-А на фиг.З.
Штамп для безоблойной объемной штамповки содержит осадочные бойки 1 и 2, полость ручья 3 в нижней полуматрице 4, закрепленной державкой 5 в опорной плите
6и полуматрицу 7 с полостью ручья 8, закрепленную державкой 9. Полуматрицы 4 и
7имеют замковые поверхности 10 и 11. Штамп содержит также деформирующий пуансон 12, толкатель 13, центральную клиновую призму 14, пружинные (упругие) кольца 15 и ползушки 16 и 17 со ступенчатой окружной поверхностью 18 и 19. Центральная клиновая призма 14 имеет наклонные поверхности Г и Д, контактирующие с ответными поверхностями Е и Ж ползушек 16 и 17. Призма 14 снабжена направляющими пальцами 20, запрессованными в верхней опорной плите 21. Для выталкивания поковки Б имеется выталкиватель 22 пресса. Верхняя плита 21 и нижняя опорная плита 6 соединены подвижно втулками 23 и колонками 24 соответственно.
Штамп работает следующим образом.
Нагретая заготовка Б после осадки на бойках 1 и 2 укладывается в полость ручья 3 нижней полуматрицы 4, закрепленной державкой 5 в опорной плите 6.
При движении ползуна пресса вниз (не показан) начинается деформация заготовки Б с одновременным закрытием полуматриц 4 и 7. При углублении в заготовку Б деформирующего пуансона 12 усилие деформации передается через толкатель 13 на опорную поверхность В центральной призмы 14. Но так как усилие деформации на пуансоне 12 не превышает упругой деформации, нижнего пружинного упругого кольца К, то призма 14 остается ше-подвижной. Ползушки 16 и 17 жестко зажаты пружинным кольцом К. Если объем заготовки Б оказывается большим, чем объем поковки, тогда распираю0 щие усилия передаются на деформирующий пуансон 12 и толкатель 13. В этом случае усилие на пуансоне 12 превышает усилие упругой деформации пружинного кольца К и кольцо К за счет хода вверх призмы 14 рас5 тягивается в поперечном направлении с одновременным сужением в продольном направлении в пределах допустимых упругих деформаций. В этот момент вступает в работу второе пружинное кольцо Л. Если же
0 усилие на пуансоне 12 и толкателе 13 больше упругих деформаций двух пружинных колец К и Л, то в работу вступает третье кольцо М. Так как пуансон 12 поднимается вверх одновременно с призмой 14, то под рабочим
5 торцом его образуется карман для излишка металла. Таким образом полость ручья 3-8 заполняется полностью металлом, а излишек его размещается в перемычке О под прошивку. Толщина перемычки О изменяет0 ся в зависимости от излишка металла.
При подъеме ползуна пресса вверх, усилие на деформирующем пуансоне 12 падает и пружинные кольца К, Л, М за счет своих упругих свойств ставят ползушки 16 и 17 и
5 призму 14 в исходное положение.
От разворота и фиксации призмы 14 в определенном положении она снабжена направляющими пальцами 20, запрессованными в верхней плите 21. Далее произ0 водится выталкивание поковки 5 толкателем пресса 22. И так цикл штамповки продолжается.
Расчет количества упругих пружинных колец и их параметры производятся в зави5 симости от усилия на деформирующем пуансоне. Желательно, чтобы параметры колец по высоте были одинаковые для простоты расчета.
В описании представлен штамп с одно0 сторонним деформированием. Устройство и принцип работы штампа с двусторонним деформированием заготовки аналогичны описанному. В штампе можно производить и прошивку центрального отверстия поковки.
5
Предлагаемая конструкция штампа позволяет увеличить номенклатуру штампуемых поковок на одном и том же штампе, меняя только формовочные вставки без замены деталей компенсирующего узла.
Штамп позволяет резко повысить качество штампуемых поковок за счет исключения образования торцового заусенца и стабильности получения размеров по высоте поковки и гарантии заполнения узлов полости ручья.
Переналадки компенсирующего узла отпадают при настройке штампа на штамповку другой формы поковок. А отсюда, как следствие, позволяет использовать прессовое оборудование с большей производительностью.
Формула изобретения Штамп для безоблойной объемной штамповки поавт.св. № 1250374, от л ича « a-fti ff/7/
0
5
ю щ и и с я тем, что, с целью расширения технологических возможностей за счет ступенчатого изменения нагрузочной характеристики компенсатора излишка металла, цилиндрические поверхности ползушек выполнены с дополнительными ступенями одного и того же диаметра цилиндрических поверхностей, смещенных одна относительно другой к оси давления в направлена скоса граней клиновой призмы, а штам снабжен дополнительными упругими коль цами по числу дополнительных ступене ползушек, при этом диаметры всех упруги колец одинаковы, а их высотные размер равны высотным размерам взаимодейств ющих с ними ступеней ползушек.
Л
Фие.1
Фиг. 2
О
Фиг. 3
21
Фие4
| Штамп для безоблойной объемной штамповки | 1984 |
|
SU1250374A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
