3.
Изобретение относится к станкостроению и может быть использовано при обработке деталей на плоскошлифовальных станках с магнитными плитами.
Цель изобретения - повышение тоности обработки деталей за счет стбилизации температурного режима на рабочей поверхности плиты.
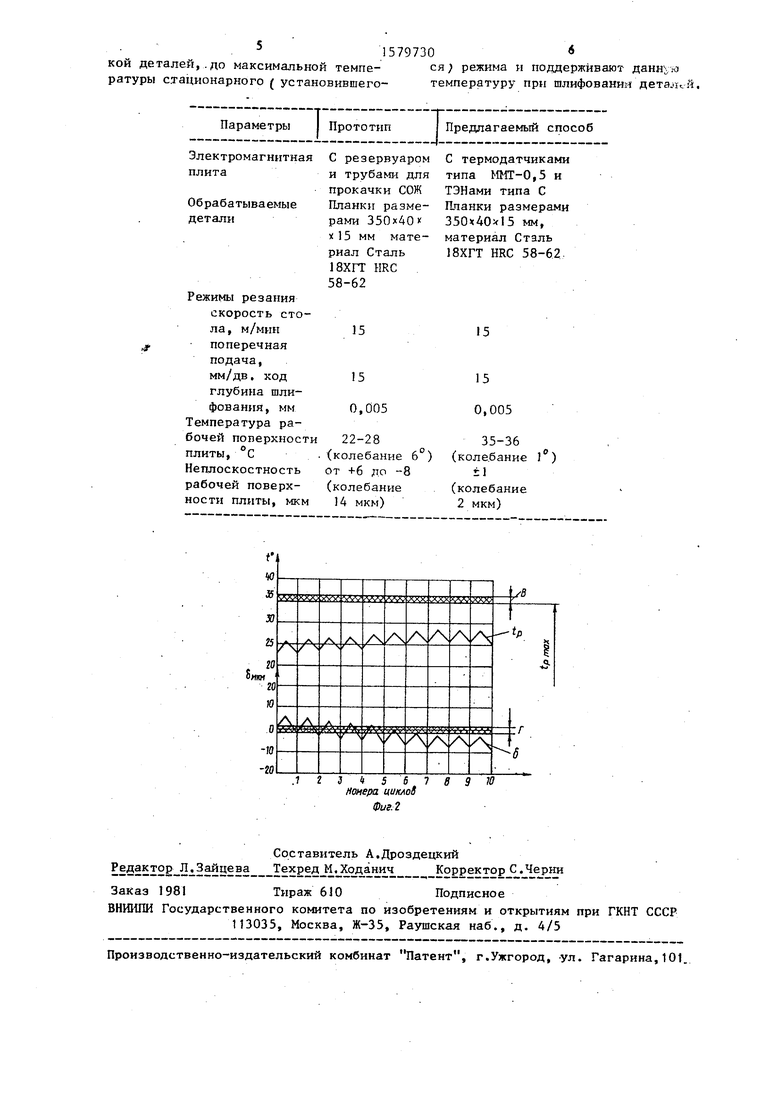
На фиг.1 изображена электромагнная плита для реализации способа, поперечное сечение; на фиг.2 - сранительный график температур по прелагаемому и известному способам.
На чертеже обозначены:
- температура рабочей поверхности плиты по известному способу;
- зона температур, поддерживаемая по предлагаемому способу;
- зона неплоскостности рабочей поверхности по предлагаемому способу;
- неплоскостность рабочей поверхности плиты.
Плита состоит из корпуса 1, в котором имеются сердечники 2, и адаптер- ной плиты 3, в пазы которой входят сердечники 2, Между сердечниками 2 и адаптерной плитой 3 располагаются разделители 4 полюсов. На сердечниках 2 монтируются электромагнитные катушки 5. Корпус , сердечники 2 и адаптерная плита 3 выполнены из ферромагнитного материала (например, ст. 1 о), разделители 4 полюсов выполнены из немагнитного материала (например, цинкоалюминиевый сплав). В основании корпуса I и в адаптерной плите 3 вмонтированы теплоэлектро- нагреватели (ТЭНы) 6 и термодатчики 7
Термодатчики 7 соединены электрически с блоком 8 управления, а ТЭНы - с силовым блоком 9. Своей установочной поверхностью А плита устанавливается на стол станка, например, плоскошлифовального, а на рабочую поверхность плиты Б устанавливаются
обрабатываемые детали 10. i
Способ осуществляют следующим образом.
Производят шлифование деталей 10 в количестве циклов, достаточном для выхода плиты на стационарный (установившийся режим; при котором температура изменяется только внутри цикла при неизменном среднем значении. Под циклом понимается процесс шлифования
0
5
0
5
5
0
5
деталей за один их установ на магнитную плиту, включающий в себя очистку плиты, установку деталей, подвод и отвод шлифовального круга, процесс резания, измерение деталей, снятие деталей. Изменение температуры регистрируется термодатчика.ми 7, и максимальная температура цикла при установившемся режиме на рабочей и установочных поверхностях плиты запоминается или вводится в блок 8 управления.
В дальнейшем при обработке таких же или подобных деталей шлифование производят следующим образом: принудительно включением ТЭНов 6 нагревают плиту до максимальной температуры стационарного (установившегося) режима, термодатчики 7 фиксируют достижение заданной температуры, а блок 8 управления дает команду силовому блоку 9 на прекращение нагрева; шлифуют рабочую поверхность плиты Б до плоскостности, обеспечиваемой характеристикой станка; устанавливают обрабатываемые детали 10 на рабочую поверхность плиты Б; производят шлифование деталей 10 при максимальной температуре стационарного установившегося режима за счет включения и выключения ТЭНов по сигналам термодатчиков 7.
Сравнительные данные изменения параметров плиты по известному и предлагаемому способам сведены в таблицу.
Использование способа шлифования на плоскошлисЬовальных станках мод. 3171 с магнитными плитами по сравнению с существующими способами обеспечивает повышение точности обработки деталей за счет стабилизации температурного режима плиты.
Формула изобретения
Способ плифования плоских поверхностей, при котором обрабатываемые детали устанавливают на магнитной плите, сообщают ей и инструменту относительные перемещения и стабилизируют температуру плиты, отличающийся тем, что, с целью повышения точности обработки деталей, стабилизацию температуры плиты осуществляют нагревом ее, перед установ51579730
кой деталей,, до максимальной темпе- ся ; режима и поддерживают даннчи.-о ратуры стационарного ( установившего- температуру при шлифованнл деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Мелкопористая электромагнитная плита | 1991 |
|
SU1824284A1 |
| Устройство для контроля детали при шлифо-ВАНии | 1979 |
|
SU850365A1 |
| Способ изготовления блока магнитных головок | 1989 |
|
SU1654865A1 |
| Способ шлифования | 1987 |
|
SU1454656A1 |
| СПОСОБ ПОДГОТОВКИ РАБОЧЕЙ ПОВЕРХНОСТИ АЛМАЗНОГО КРУГА ФОРМЫ 6А2 | 2005 |
|
RU2313437C2 |
| Электромагнитная плита | 1986 |
|
SU1404246A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ РАДИАЛЬНОЙ СОСТАВЛЯЮЩЕЙ СИЛЫ РЕЗАНИЯ ПРИ ГЛУБИННОМ ПЛОСКОМ ШЛИФОВАНИИ ПЕРИФЕРИЕЙ КРУГА | 1994 |
|
RU2086938C1 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182071C2 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182070C2 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182067C2 |
Изобретение относится к станкостроению и может быть использовано при обработке деталей на плоскошлифовальных станках с магнитными плитами. Целью изобретения является повышение точности обработки деталей за счет стабилизации температурного режима на рабочей поверхности плиты. Детали 10, установленные на магнитной плите, шлифуют до температуры станционарного (установившегося) режима, при котором температура изменяется только внутри цикла при неизменном среднем значении. Температура регистрируется термодатчиком 7 и вводится в блок управления 8. При обработке следующей партии деталей принудительным включением теплоэлектронагревателей (ТЭН) 6 нагревают плиту до станционарного режима, фиксируют ее датчиками 7, а управляющим блоком 8 выдают команду на последующее отключение или включение ТЭНов. Затем шлифуют рабочую поверхность плиты, устанавливают на нее детали и производят их обработку. 2 ил., 1 табл.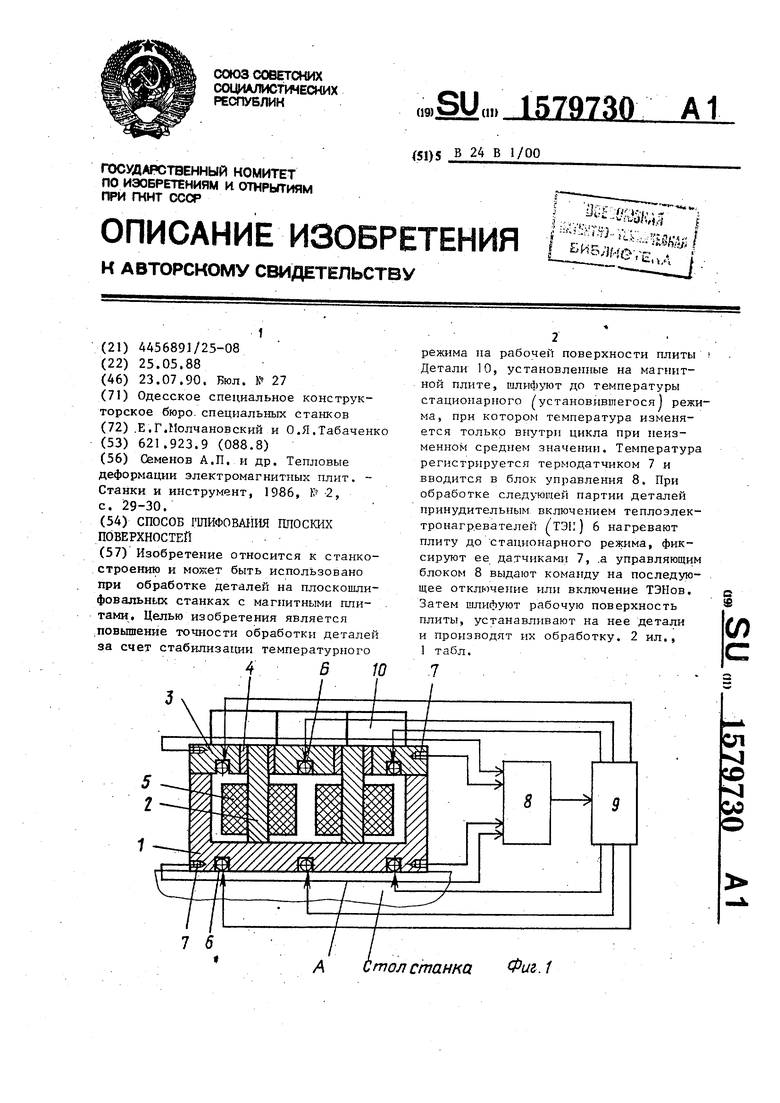
Параметры
Прототип
я
ти
С резервуаром и трубами для прокачки СОЖ Планки размерами 350x40 к 15 мм материал Сталь 18ХГТ HRC 58-62
15
15
0,005 22-28
С термодатчиками типа ММТ-0,5 и ТЭНами типа С Планки размерами 350x40 15 мм, материал Сталь 18ХГТ HRC 58-62
15
15
0,005 35-36
(колебание 6 ) (колебание 1 )
I
Предлагаемый способ
С термодатчиками типа ММТ-0,5 и ТЭНами типа С Планки размерами 350x40 15 мм, материал Сталь 18ХГТ HRC 58-62
15
15
0,005 35-36
| Семенов А.П | |||
| и др | |||
| Тепловые деформации электромагнитных плит | |||
| - Станки и инструмент, 1986, К5 2, с | |||
| Солесос | 1922 |
|
SU29A1 |
