Фиг.1
АВ
2Rsin -|- или Dsin -
31
Изобретение относится к абразивной обработке и касается производств инструмента для зачистки поверхностей.
Цель изобретения - расширение технологических возможностей абразивног инструмента, рациональное использование абразивной ленты и упрощение конструкции инструмента.
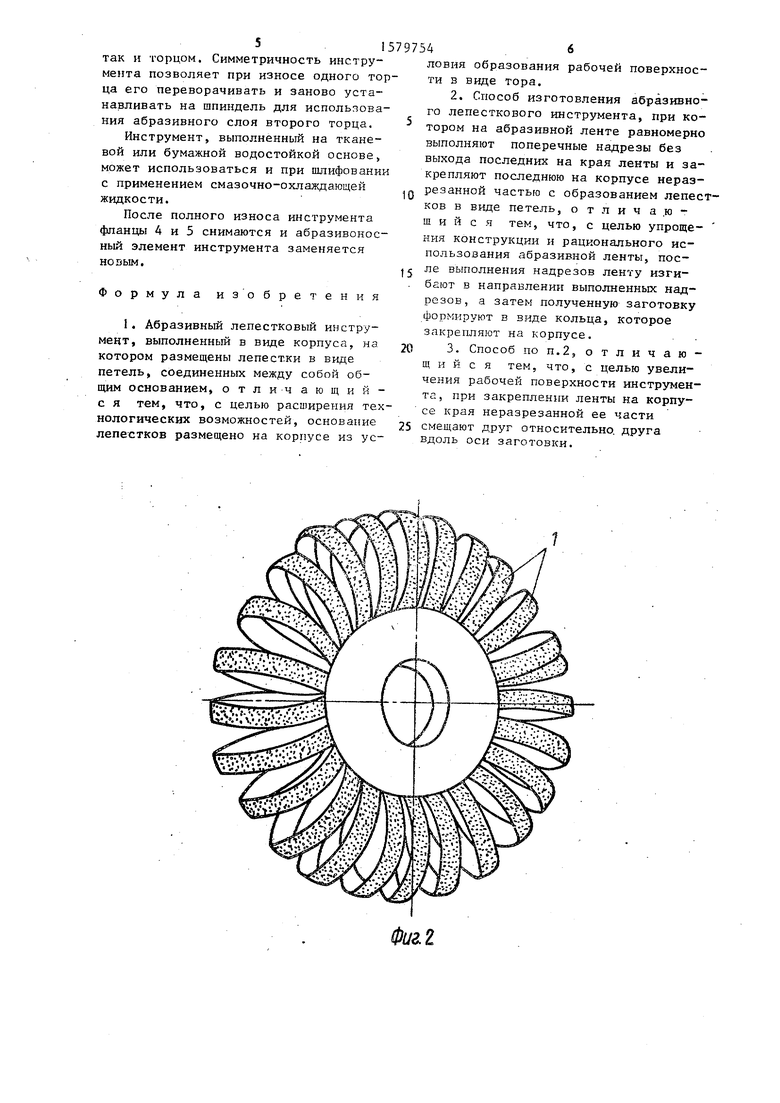
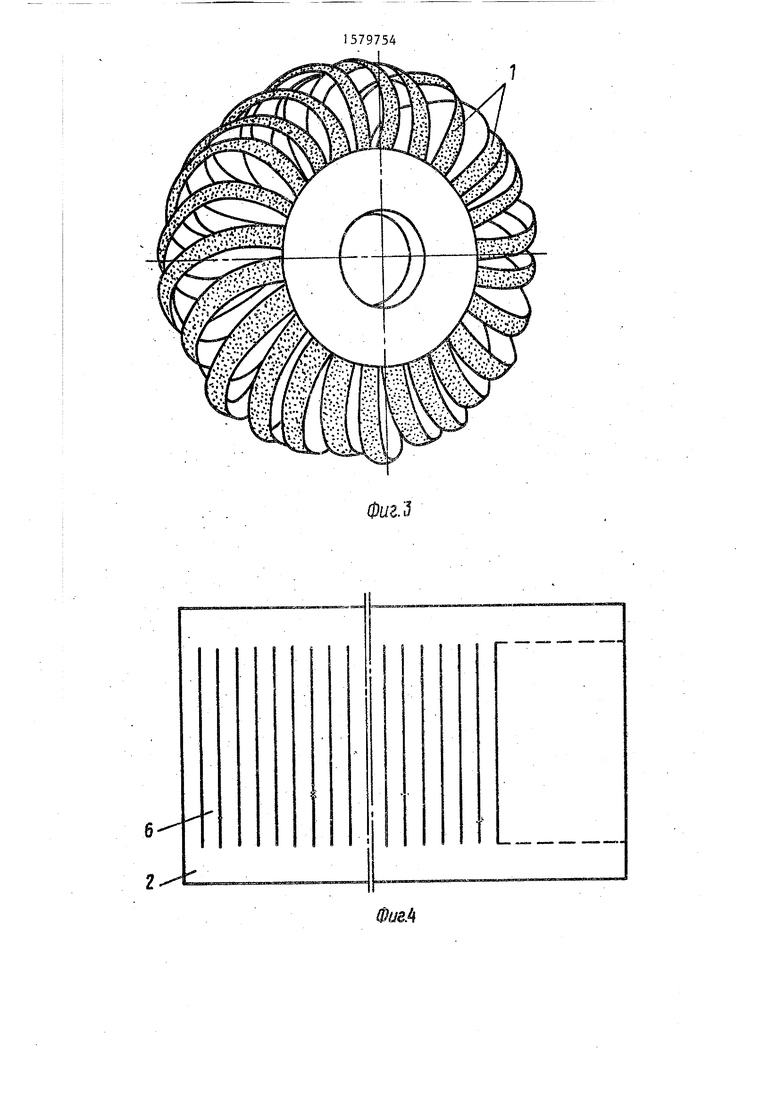
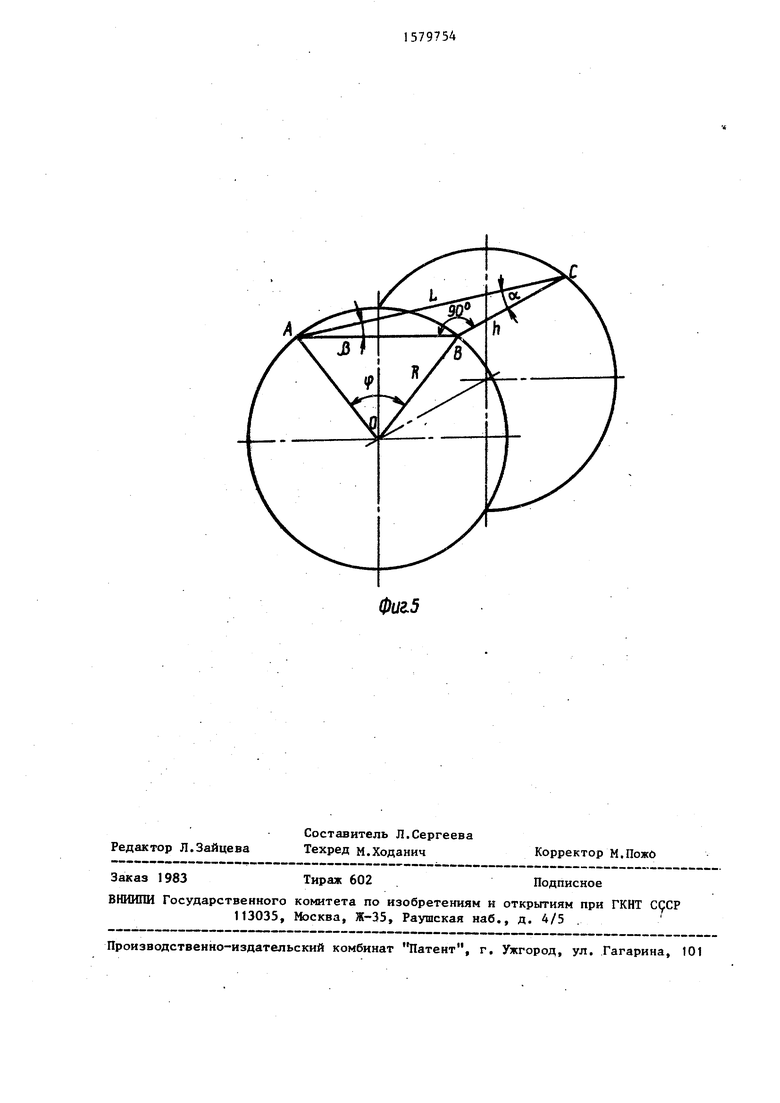
На фиг.1 показан абразивный инстрмент, разрез; на фиг.2 - инструмент с прямыми лепестками в виде петель, общий вид; на фиг.З - то же, с Косыми лепестками; на фиг.4 - заготовка из которой формируют инструмент; на фиг.5 - схема расчета угла наклона лепестков.
Абразивный инструмент представляет собой шлифовальное тело, выполненное в виде тора из абразивных лепестков в виде петли. Неразрезанные края 2 ленты введены в отверстие корпуса 3 и закреплены фланцами 4 и 5
Способ изготовления инструмента осуществляют следующим образом.
Абразивную ленту 6 (фиг.4) разрезают в поперечном направлении с промежутком 3-5 мм, оставляя с двух сторон одинаковый неразрезанный край 2. Затем ленту изгибают в направлении выполненных надрезов абразивным слоем наружу и вводят согнутые края с двух сторон в отверстие корпуса 3. При этом абразивная лента приобретает форму тора. Края ленты зажимают во втулке фланцами 4 и 5.
Для увеличения рабочей поверхности края ленты вводят в отверстие втулки с угловым сдвигом, для чего противоположные неразрезанные края лекты смещают один относительного другого вдоль оси заготовки.
Если длину лепестка обозначить L расстояние между фланцами h, угол проворота фланцев относительно один другого ц, то связь между углом с/ и углом наклона леЪестка ft определяется следующим образом: из треугольника ОАВ отрезок АВ определяется выражением
(9 . -,. V
- диаметр фланца.
Из треугольника ABC определяется угол наклона лепестка отношением АВ:ВС, где ВС h.
h АВ
arctg
Dsin -Јrf в зависимости от определяют из тре
Откуда
d arccoe -г-.
Jj
Максимальное значение угла (f, в зависимости от длины лепестка L определяется выражением
h
-оценке arccos
--- Ј J L /нале
Как видно из треугольника ABC, углы о( к ft взаимосвязаны выражением
/3 90° - /.
Тогдаu
coso cos(90°- /3)
sin /5
arcsin --JL
0
5
0
5
0
5
и
р и м е р. Абразивную ленту длиной 125 мм и шириной 80 мм разрезают в поперечном направлении с промежутком 4 мм, отступив от краев ленты 10 мм. Неразрезанные края ленты сгибают в сторону оси симметрии ленты абразивным слоем наружу и вводят в отверстие втулки диаметром 40 мм и высотой 20 мм. После чего края ленты закрепляют во втулке фланцами.
Полученный инструмент приобретает форму тора с наружным диаметром 80 мм и имеет прямые лепестки.
Для получения инструмента с косыми лепестками один из фланцев ослабляют, поворачивают его в отверстии корпуса вместе с краем ленты на 45° и закрепляют.
Абразивный инструмент работает следующим образом.
Отверстия, выполненные на фланцах 4 и 5, служат для установки инструмента на шпинделе станка или гибком валу. После установки и закрепления инструмента, он приводится во вращение и, соприкасаясь с поверхностью обработки, производит шлифование. При этом инструмент можно использовать как для шлифования периферией,
так и торцом. Симметричность инструмента позволяет при износе одного торца его переворачивать и заново устанавливать на шпиндель для использования абразивного слоя второго торца.
Инструмент, выполненный на тканевой или бумажной водостойкой основе, может использоваться и при шлифовании с применением смазочно-охлаждающей жидкости.
После полного износа инструмента фланцы А и 5 снимаются и абразивонос- ный элемент инструмента заменяется новым.
Формула изобретения
1. Абразивный лепестковый инструмент, выполненный в виде корпуса, на котором размещены лепестки в виде петель, соединенных между собой общим основанием, отличающий- с я тем, что, с целью расширения технологических возможностей, основание лепестков размещено на корпусе из условия образования рабочей поверхности в виде тора.
2. Способ изготовления абразивного лепесткового инструмента, при котором на абразивной ленте равномерно выполняют поперечные надрезы без выхода последних на края ленты и закрепляют последнюю на корпусе нераэрезанной частью с образованием лепестков в виде петель, отлича.ю - щ и и с я тем, что, с целью упрощения конструкции и рационального использования абразивной ленты, после выполнения надрезов ленту изгибают в направлении выполненных надрезов, а затем полученную заготовку формируют в виде кольца, которое закрепляют на корпусе.
0 3. Способ по п.2, отличающийся тем, что, с целью увеличения рабочей поверхности инструмента, при закреплении ленты на корпусе края неразрезанной ее части
5 смещают друг относительно, друга вдоль оси заготовки.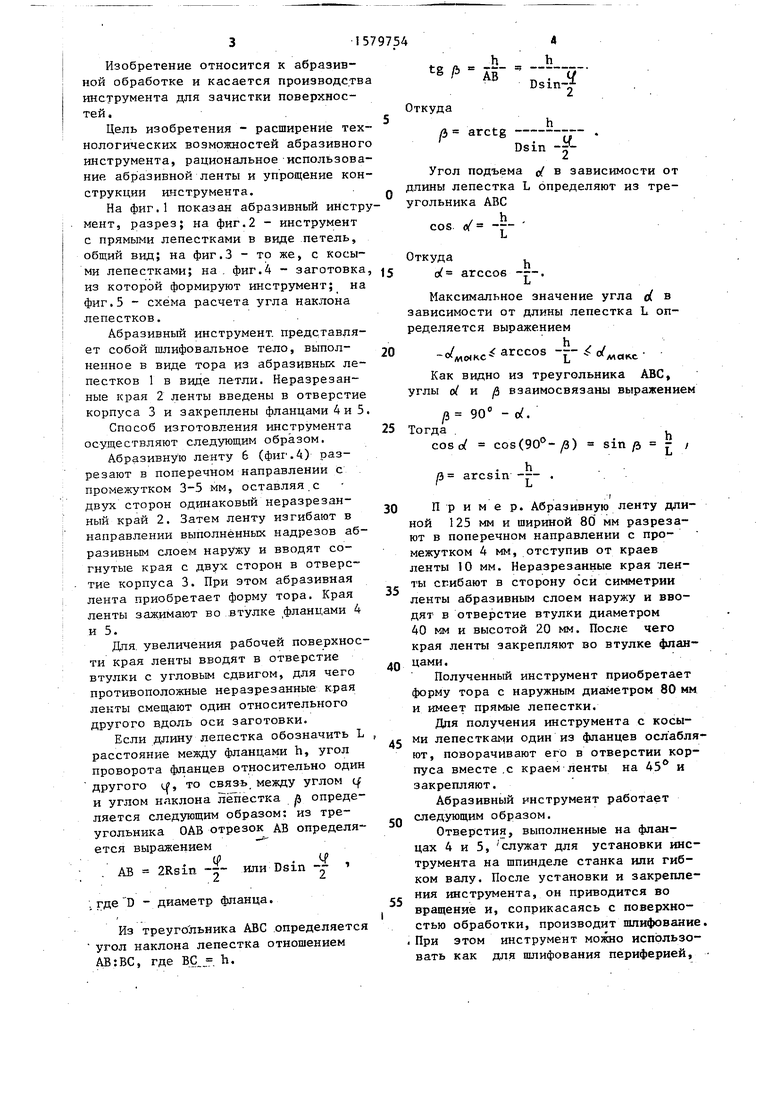
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ЛЕПЕСТКОВЫМИ КРУГАМИ | 2003 |
|
RU2241588C1 |
| УПРОЧНЯЮЩЕ-ПОЛИРОВАЛЬНЫЙ КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ С ПАРАМЕТРИЧЕСКОЙ ОСЦИЛЛЯЦИЕЙ | 2005 |
|
RU2283745C1 |
| ЛЕПЕСТКОВЫЙ ПОЛИРОВАЛЬНЫЙ КРУГ | 2003 |
|
RU2241591C1 |
| Торцовый лепестковый круг | 1991 |
|
SU1815201A1 |
| КОМБИНИРОВАННЫЙ СПОСОБ УПРОЧНЕНИЯ И ПОЛИРОВАНИЯ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284256C1 |
| ЛЕПЕСТКОВЫЙ АБРАЗИВНЫЙ КРУГ | 1991 |
|
RU2028918C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284892C1 |
| ЛЕПЕСТКОВЫЙ КРУГ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2285603C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РАБОЧЕГО РАЗМЕРА АЛМАЗНО-АБРАЗИВНОГО ИНСТРУМЕНТА С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284893C1 |
| СПОСОБ ПРОДОЛЬНО-ПОПЕРЕЧНОГО ПОЛИРОВАНИЯ ЛЕПЕСТКОВЫМ АБРАЗИВНЫМ ИНСТРУМЕНТОМ | 2003 |
|
RU2239535C1 |
Изобретение относится к абразивной обработке и касается производства инструмента для зачистки поверхностей. Целью изобретения является расширение технологических возможностей абразивного инструмента, рациональное использование абразивной ленты и упрощение конструкции инструмента. Инструмент содержит корпус 3, на котором размещены лепестки 1 в виде петель. Инструмент изготовливают следующим образом. На абразивной ленте выполняют равномерные поперечные надрезы без выхода их на края ленты. Ленту изгибают в направлении выполненных надрезов. Полученную заготовку формируют в виде кольца. Затем указанное кольцо закрепляют на корпусе неразрезанной частью с образованием лепестков в виде петель. Для увеличения рабочей поверхности инструмента края неразрезанной части ленты смещают один относительно другого вдоль оси заготовки. 2 с.н. 1 з.п. ф-лы, 5 ил.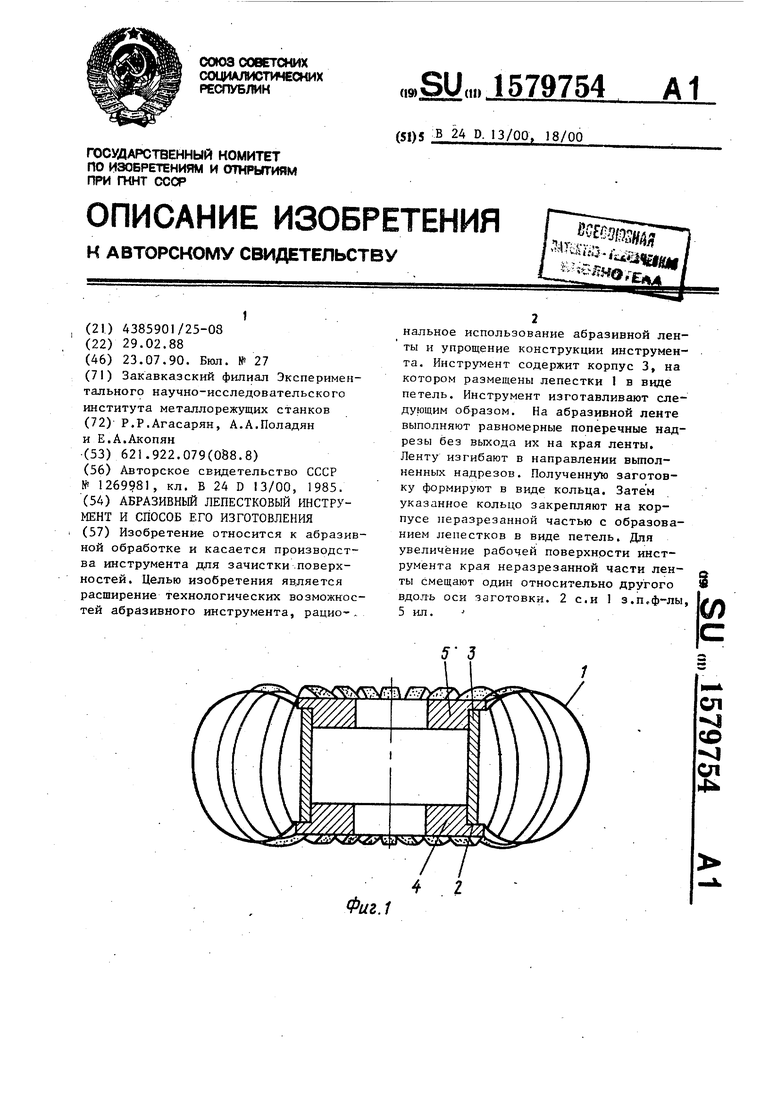
Фиг. 2
isa en
t
35
-fct
фиг.5
| Способ изготовления полировального инструмента | 1985 |
|
SU1269981A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
