Изобретение относится к дуговой сварке преимущественно неплавятцимся электродом в среде защитных газов с воздействием на дугу внешним поперечным магнитным полем и может быть применено в машиностроении и других отраслях металлообрабатывающей промьшшенности при изготовлении деталей, когда необходимо управлять характером тепловложения по ширине шва в процессе сварки.
Цель изобретения - повышение качества сварного соединения в труднодоступных местах.
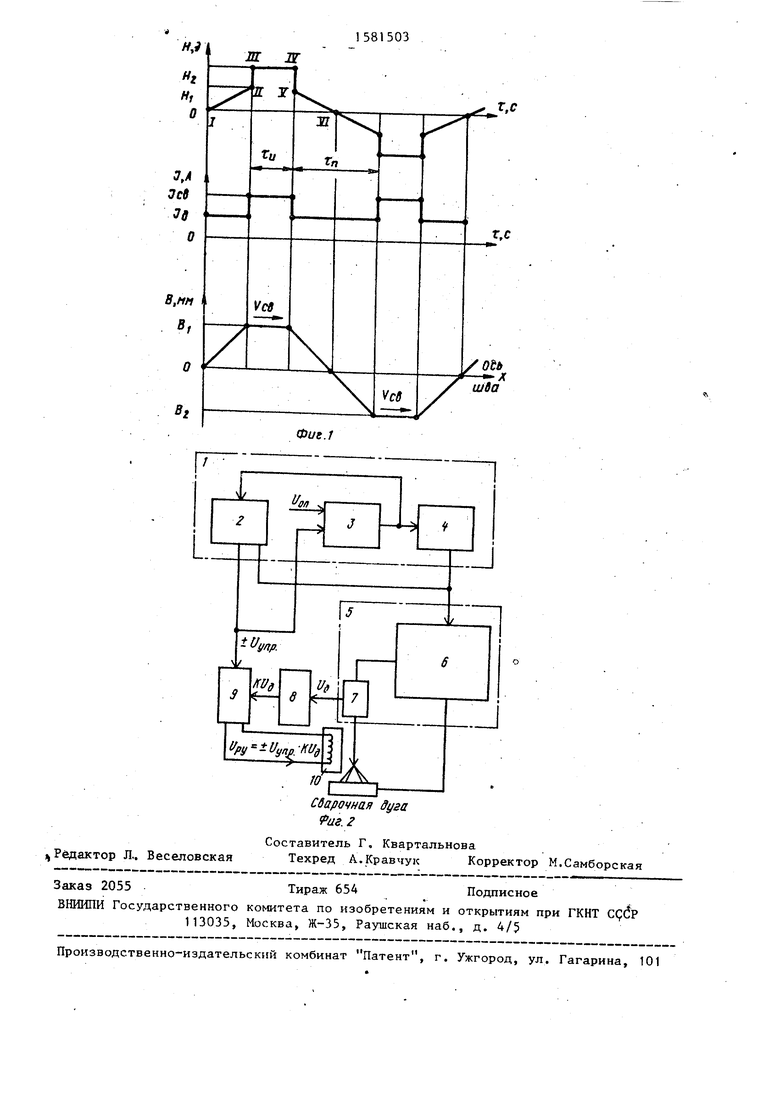
На фиг.1 показан график зависимости между изменением силы тока дуги, напряженностью магнитного поля в дуговом промежутке и траекторией перемещения активного пятна дуги) на фиг. 2 - блок-схема устройства для реализации способа сварки магнито- управляемой дугой.
Способ состоит в том, что дугу перемещают поперек шва внешним поперечным магнитным полем и задерживают ее в крайнем отклоненном положении на заданный промежуток времени, при перемещении дуги от одного крайнего положения до другого устанавливают дежурный режим горения дуги, а по достижении дугой крайнего положения переводят ее в режим сварки на время перемещения дуги в направлении сварки в крайнем отклоненном положении, при этом дугу удерживают в крайнем отклоненном положении, регулируя напряженность магнитного поля.
Регулируют напряженность магнитного поля так, что дуга при максималь ной силе сварочного тока остается в крайнем отклоненном положении до за. данной величины, а по истечении времени импульса одновременно уменьшают силу тока и напряженность магнитного поля до значений, необходимых для удержания дежурной дуги в отклоненном положении до заданной величины, В результате дуга, достигнув заданного отклоненного положения, при одновременном нарастании тока сварочной дуги и напряженности магнитного поля дуги остается в этом положении.
Одновременное увеличение напряжен- ности магнитного поля в дуговом промежутке с нарастанием силы сварочного тока в импульсе позволяет поддерживать амплитуду колебания дуги постоянной, что повышает тепловложение в заданных крайних отклоненных положениях дуги, а независимая регулировка тока дежурной и сварочной дуг позволяет в широких пределах изменять форму проплава, не меняя при этом ширины шва.
Одновременно с возбуждением дежурной дуги между вольфрамовым электродом и изделием увеличивают напряженность внешнего магнитного поля на участке I-II (фиг.1) до заданного значения Й, что приводит к отклонению де- журной дуги от оси шва на заданную зе личину В, (фиг,.),, При достижении на
пряженностью внешнего магнитного поля значения И дугу переводят в режим сварки и увеличивают силу сварочного
тока до значения I
Cfi
Увеличивают на0
5
0
5
Q
0
35
45
50
55
9 внешпряженность магнитного поля на участке II-III до значения Н2, при котором сварочная дуга удерживается в задан- ном отклоненном положении. На участке III-IV напряженность магнитного поля поддерживают постоянной, при этом сварочная дуга в отклоненном положении до заданной величины перемещается в направлении сварки со скоростью сварки Vcg. По истечении заданного промежутка времени действия сварочной дуги (точка IV, фиг.1), уменьшают силу сварочного тока до значения I уменьшая при этом напряженность него магнитного поля на участке IV-V до значения Б,. На участке V-VI уменьшают напряженность магнитного поля до нуля, при этом дежурная дуга перемещается до оси шва, меняют полярность внешнего магнитного поля и цикл повторяют.
Пример . Способ осуществляют при аргонодуговой сварке труб печей риформинга из стали 45Х25Н20С диаметром 120 мм и толщиной стенки I8 мм. Разделку выполняют без скоса кромок шириной 8 мм. Диаметр вольфрамового электрода 4 мм. Режим сварки: ток дежурной дуги I , 60 А, ток сварочной дуги 1С6 180 А, время горения дежурной дуги Сп 0,6 с, время горения сварочной дуги в крайнем отклоненном положении ь - 1 2 с, скорость сварки VC6 9 м/ч, длина дуги L а 5 мм, диаметр присадочной проволоки d 1,2 мм, количество проходов п 5. Дугу при сварке на указанных режимах отклоняют поперек шва в точку сопряжения наплавленного металла со свариваемой кромкой, при этом напряженность внешнего магнитного поля для управления дежурной дугой Н1 составляет 20 3, сварочной дугой Н 4 60 Э.
Устройство для реализации способа сварки содержит блок 1 формирования управляющего сигнала, включающий в себя интегратор 2, компаратор 3 и одновибратор 4, источник 5 питания дуги постоянного тока 5, включающий в себя блок 6 регулирования сварочного тока и датчик 7 тока, согласующий усилитель 8, аналоговый умножитель 9, электромагнит 10, создающий
51
внешнее переменное поперечное магнитное поле в зоне горения дуги.
Выход интегратора 2 подключен к первому входу аналогового умножителя 9 и первому входу компаратора 3, на второй вход которого подают опорное напряжение. Выход компаратора 3 подключен к входу интегратора 2 и входу одновибратора 4, выход которого соединен с входом блока 6 регулирования сварочного тока источника 5 питания сварочной дуги и блокирующим входом интегратора 2. Вход согласующего усилителя 8 подключен к датчику 7 тока, а выход - к второму входу аналогового умножителя 9, выход которого соединен с катушкой электромагнита 10, создающего внешнее переменное поперечное магнитное поле в зоне горения дуги.
Устройство работает следующим образом.
Интегратор 2 Формирует линейно изменяющееся напряжение U упр (участок I-II, Фиг.1), которое подается на аналоговый умножитель 9 и первый вход компаратора 3, на второй вход которого подают опорное напряжение U , определяющее амплитуду управляющего сигнала U . При достижении Uvnp заданного уровня, что соответствует напряженности внешнего магнитного поля при заданном отклонении дежурной дуги, срабатывает компаратор 3, сигнал с которого подается на интегратор, переключая полярность выходного сигнала, и одновибратор 4. Одновибратор 4 формирует импульс, начало которого определяет момент вклю- чения импульса сварочного тока с блока- 6 регулирования тока и блокировки интегратора (точка II, Фиг.1). На участке II-III (Фиг.1) интегратор вырабатывает постоянный сигнал, что соответствует перемещению сварочной дуги в заданном отклоненном положении. Конец импульса с одновибратора 4 определяет момент выключения сварочного тока и снятие блокировки с интегратора (точка III, фиг.1). После снят I
815036
тия блокировки унтегратор формирует сигнал противоположной полярности (участок III-IV, Фиг.1), что соответствует перемещению дуги в другое заданное отклоненное положение относительно оси шва, после чего цикл повторяется.
На второй вход аналогового умножи- JQ теля 9 постоянно подается сигнал об- рэтной связи с датчика 7 тока, усиленный согласующим усилителем и, в соответствии с законом изменения напряженности внешнего магнитного поля 15 от изменения тока дуги при заданной амплитуде ее колебания K-Ug.
Результирующий управляющий сигнал с выхода аналогового умножителя Upv + Uyr,p K U j, зависящий от U по,
-)
и определяющего амплитуду колебания дуги, и параметра сварочной цепи при постоянном коэффициенте пропорциональности К, подают на катушку электромагнита 10, создающего внешнее
25 управляющее магнитное поле в зоне горения дуги, что позволяет стабилизировать амплитуду колебания дежурной дуги и перемещение сварочной дуги в заданном отклоненном положении.
Формула изобретения
Способ сварки магнитоуправляемой дугой, при котором дугу колеблют по-
перек шва поперечным магнитным полем и задерживают дугу в крайнем отклоненном положении на заданный промежуток времени, отличающий- с я тем, что, с целью повышения качества сварного соединения в труднодоступных местах, при перемещении дуги от одного крайнего положения до другого устанавливают дежурный режим горения дуги, а по достижении
дугой крайнего положения дугу переводят в режим сварки на время перемещения дуги в направлении сварки в крайнем отклоненном положении, при этом дугу удерживают в крайнем отклоненном положении, регулируя напряженность магнитного поля.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ В ЗАЩИТНОМ ГАЗЕ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МАГНИТОУПРАВЛЯЕМОЙ ДУГОЙ | 2008 |
|
RU2401726C2 |
| Тренажер для обучения навыкам ведения сварки | 1989 |
|
SU1709378A1 |
| Способ дуговой сварки | 1986 |
|
SU1386400A1 |
| СПОСОБ СВАРКИ ЭЛЕМЕНТОВ С БОЛЬШОЙ РАЗНИЦЕЙ ТОЛЩИН | 2011 |
|
RU2469828C1 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ЗАЩИТНЫХ ГАЗАХ КОРНЕВЫХ СЛОЕВ СВАРНЫХ СОЕДИНЕНИЙ | 2008 |
|
RU2381092C2 |
| Способ магнитоуправляемой электродуговой сварки и устройство для его осуществления | 1986 |
|
SU1353589A1 |
| Устройство для дуговой сварки | 1982 |
|
SU1147531A1 |
| Способ дуговой сварки | 1990 |
|
SU1818180A1 |
| Способ многоэлектродной дуговой сварки плавящимися электродами | 1983 |
|
SU1142242A1 |
| Устройство контроля процесса горения сварочной дуги | 1990 |
|
SU1731514A2 |
Изобретение относится к дуговой сварке, преимущественно неплавящимся электродом в среде защитных газов с воздействием на дугу внешним поперечным магнитным полем, и может быть применено в машиностроении и других отраслях металлообрабатывающей промышленности при изготовлении деталей, когда необходимо управлять характером тепловложения по ширине шва в процессе сварки. Цель изобретения - повышение качества сварного соединения в труднодоступных местах. При перемещении дуги от одного крайнего положения до другого устанавливают дежурный режим горения дуги. По достижении дугой крайнего положения ее переводят в режим сварки на время перемещения дуги в направлении сварки в крайнем отклоненном положении. Дугу удерживают в крайнем отклоненном положении, регулируя напряженность магнитного поля так, что дуга при максимальной силе сварочного тока остается в крайнем отклоненном положении до заданной величины. По истечении времени импульса одновременно уменьшают ток и напряженность магнитного поля до значения, необходимого для удержания дежурной дуги в отклоненном положении до заданной величины. Одновременное увеличение напряженности магнитного поля в дуговом промежутке с нарастанием сварочного тока в импульсе позволяет поддерживать амплитуду колебания дуги постоянной, что повышает тепловложение в заданных крайне отклоненных положениях дуги. Независимая регулировка тока дежурной и сварочной дуги позволяет в широких пределах изменять форму проплава, не меняя при этом ширину. 2 ил.
.Щ
10
УУ
