Изобретение относится к дуговой сварке в среде защитных газов и может быть использовано в различных областях машиностроения для сварки трудносвариваемых сталей и сллавов плавящимся и неплавящимся электрода- ьт,
Целью изобретения является повьше- ние качества сварных соединений при сварке в импульсном режиме с дежурной дугой путем предварительного подогрева свариваемых кромок.
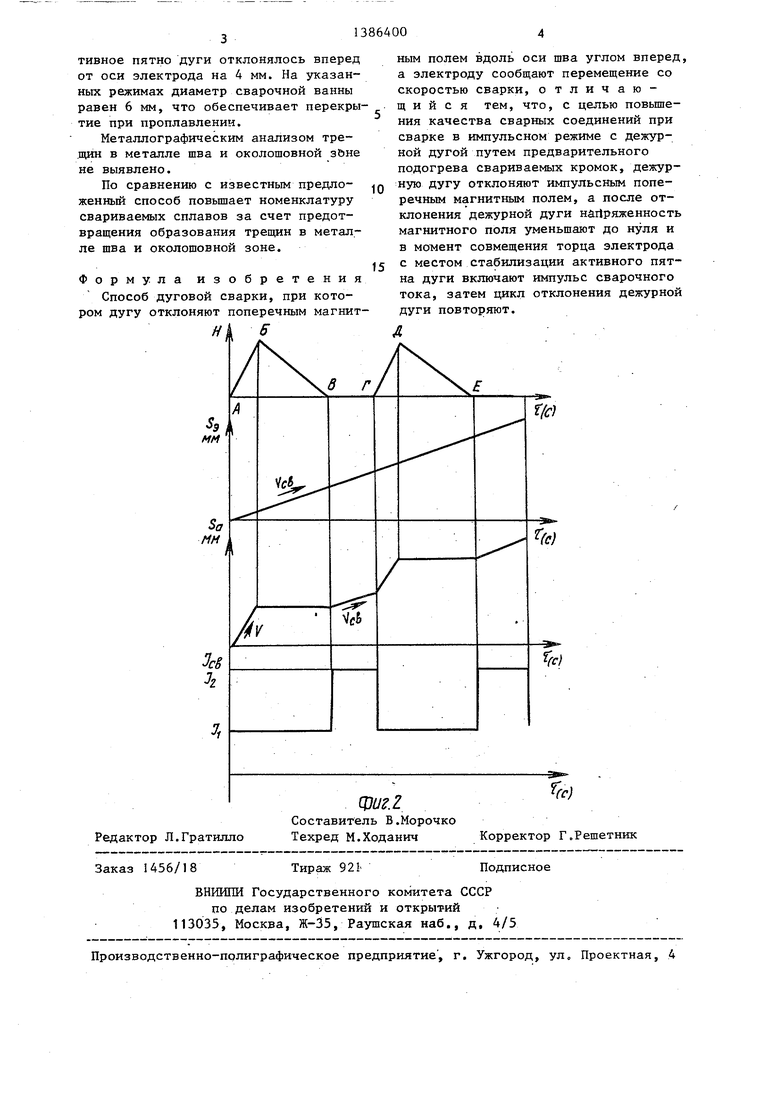
На фиг, показана блок-схема устройства, реализующая способ сварки магнитоуправляемой дугой; на фиг.2- циклограмма изменения внешнего магнитного поля, перемещения торца электрода и активного пятна дуги, изменения силы тока сварочной и дежурной дуг.
Способ сварки осуществляют следующим образом.
Между электродом 1 и свариваемым изделием 2 возбуждают дежурную дугу
3с величиной ,тока 1, Сразу же после возбуждения дуги срабатывает реле
4дуги, включая одновременно генератор 5 внешнего магнитного поля и механизм перемещения горелки 6. Генератор 5.подключенный к электромагниту 7, создающему поперечное магнитное поле в зоне горения дуги, выполнен так, что после его включения сразу нарастает напряженность магнитного поля до заданной величины. Одновременно с нарастанием напряженности Н внешнего магнитного поля на участке А-Б (фиг.2) за время tO,I с активное пятно дежурной дуги 8 переместится со скоростью V на мм вперед относительно оси электрода . Электрод за это время переместится на s
На участке Б-В v О (фиг.2), активное пятно дуги 8 остается неподвижным (стабилизированным в точке по- догрева) за счет одновременного уменьшения напряженности внешнего магнитного поля и перемещения электрода с постоянной скоростью сварки, что позволяет произвести предварительный
O подогрев свариваемых кромок.
Б момент, когда напряженность магнитного поля равняется нулю, (згчасток В-Г на фиР. 2) , сигнал с генератора 5 поступает на блок 9 фор5 мирования импульсов, входящий в схему управления источника 10 питания, который и включает импульс сварочного тока 1, проплавляющего свариваемые кромки. При этом оси дуги и элек0 трода совпадают. Сварочная дуга перемещается с постоянной скоростью сварки.
Момент включения и выключения импульса сварочного тока задается с генератора 5 внешнего магнитного поля. Как только напряженность магнитного поЛя начинает возрастать, импульс сварочного тока выключают и дежурная дуга на участке Г-Д (фиг.2) отклоняется углом вперед на заданную величину со скоростью v. Далее цикл повторяется. Пример. Выполняли аргоноду- говую сварку образцов из Ст. 15ХМ
5 толщино.й 10 мм, с разделкой кромок 30 и притуплением 1,0 мм, собранных без зазора. Сварку первого прохода выполняли без присадочной проволоки, перемещая электрод по оси соединения.
0 Сварку последующих проходов вьтолня- ли с присадочной проволокой. Скорость сварки на всех проходах была V(,g 2,1 мм/с, ток дежурной подогревающей дуги 1, 40 А; величина тока
5
0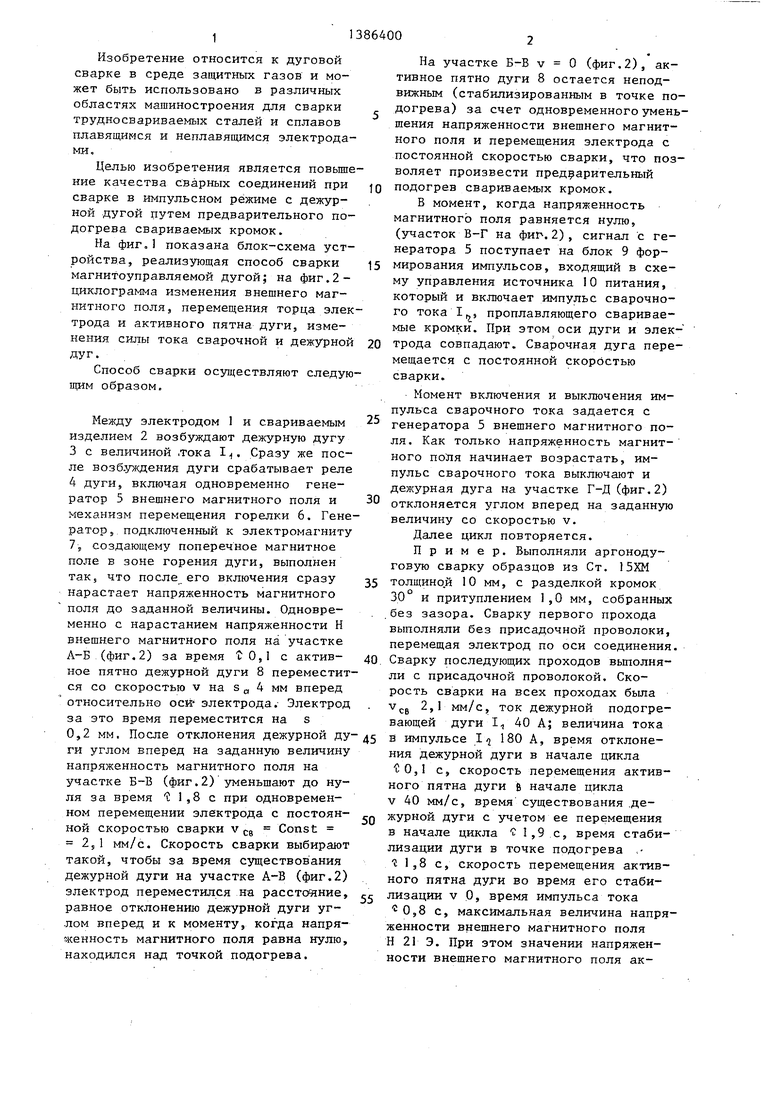
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ импульсной дуговой сварки неплавящимся электродом | 1982 |
|
SU1097463A1 |
| Способ сварки магнитоуправляемой дугой | 1987 |
|
SU1581503A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 1991 |
|
RU2016722C1 |
| СПОСОБ СВАРКИ В ЗАЩИТНОМ ГАЗЕ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МАГНИТОУПРАВЛЯЕМОЙ ДУГОЙ | 2008 |
|
RU2401726C2 |
| Способ дуговой сварки и устройство для его осуществления | 1988 |
|
SU1574391A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1991 |
|
RU2077415C1 |
| Способ сварки плавлением | 1986 |
|
SU1388222A1 |
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ СЖАТОЙ И СВОБОДНОЙ ДУГ | 2021 |
|
RU2763808C1 |
| Способ дуговой сварки | 1990 |
|
SU1818180A1 |
| СПОСОБ СВАРКИ ЭЛЕМЕНТОВ С БОЛЬШОЙ РАЗНИЦЕЙ ТОЛЩИН | 2011 |
|
RU2469828C1 |
Изобретение относится к дуговой сварке в среде защитных газов и может быть использовано в различных областях машич остроения для сварки трудносвариваемых сталей и сплавов плавйщимся и наплавящимся электродами. Цель - повьшение качества .сварных соединений при сварке в импульсном режиме с дежурной дугой путем предварительного подогрева свариваемых кромок. Способ состоит в том, что после отклонения дуги 3 углом вперед до заданной величины ее .активное пятно 8 стабилизируют в этом месте при одновременном уменьшении напряженности магнитного поля и перемещении электрода 1 или изделия 2 со скоростью сварки. В результате активное пятно дуги остается в течение заданного времени неподвижным на свариваемых кромках. Это позволяет произвести их предварительный подогрев, а в момент, когда напряженность магнитного поля становится равной нулю и электрод находится над местом, в котором стабилизировали активное пятно дуги, включают импульс сварочного тока. Стабилизация положения активного пятна дуги, отклоненной поперечным магнитным полем углом вперед, в процессе сварки позволяет выполнять предварительный подогрев свариваемых кромок непосредственно сйарочной дугой без применения дополнительных источников нагрева. 2 ил. S (Л 00 00 (35 о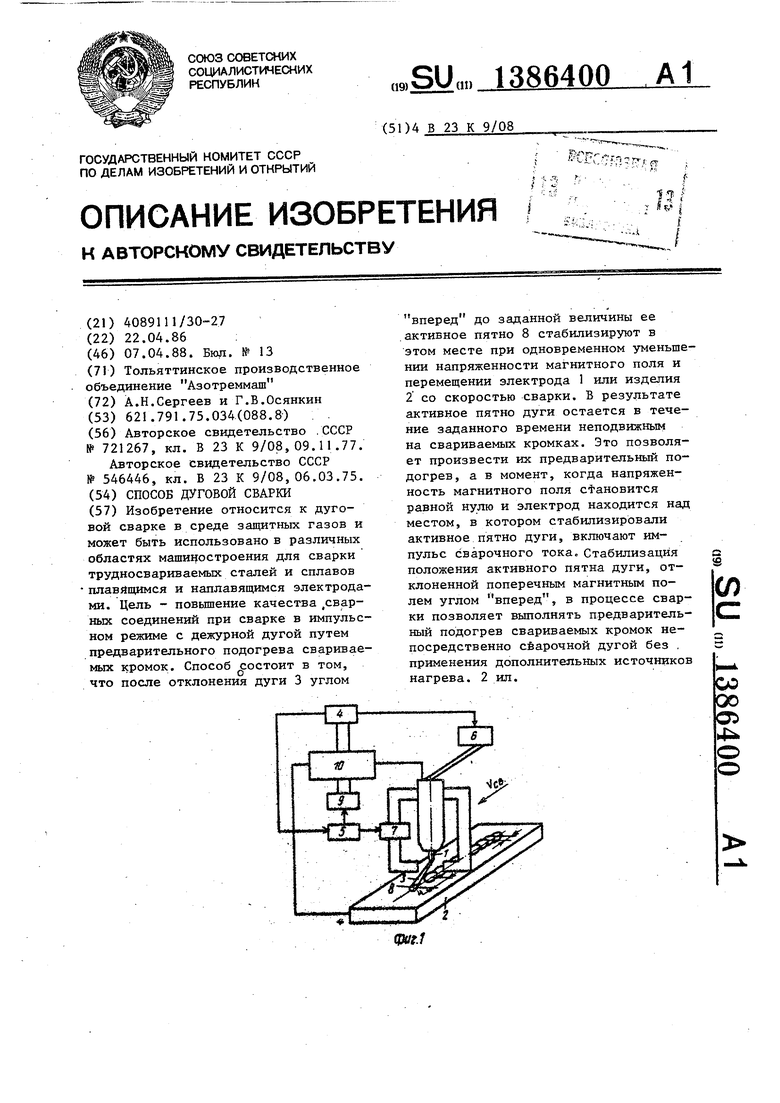
50
0,2 мм. После отклонения дежурной ду-45 в импульсе 1 180 А, время отклоне- ги углом вперед на заданную величину напряженность магнитного поля на участке Б-В (фиг.2) уменьшают до нуля за время 1,8 с при одновременном перемещении электрода с постоянной скоростью сварки v j-g Const 2,1 мм/с. Скорость сварки выбирают такой, чтобы за время существования дежурной дуги на участке А-В (фиг.2) электрод переместился на рассто91ние, равное отклонению дежурной дуги углом вперед и к моменту, когда напряженность магнитного поля равна нулю, находился над точкой подогрева.
ния дежурной дуги в начале цикла СО, с, скорость перемещения активного пятна дуги в начале цикла V 40 мм/с, время существования .дежурной дуги с учетом ее перемещения в начале цикла ь 1,9 с, время стабилизации дуги в точке подогрева .- Ч 1,8 с, скорость перемещения активного пятна дуги во время его стаби- 55 лизации V О, время импульса тока
,8 с, максимальная величина напря женности внешнего магнитного поля Н 21 Э. При этом значении напряженности внешнего магнитного поля ак
в импульсе 1 180 А, время отклоне-
ния дежурной дуги в начале цикла СО, с, скорость перемещения активного пятна дуги в начале цикла V 40 мм/с, время существования .дежурной дуги с учетом ее перемещения в начале цикла ь 1,9 с, время стабилизации дуги в точке подогрева .- Ч 1,8 с, скорость перемещения активного пятна дуги во время его стаби- лизации V О, время импульса тока
,8 с, максимальная величина напряженности внешнего магнитного поля Н 21 Э. При этом значении напряженности внешнего магнитного поля активное пятно дуги отклонялось вперед от оси электрода на 4 мм. На указанных режимах диаметр сварочной ванны равен 6 мм, что обеспечивает перекрытие при проплавлении.
Металлографическим анализом тре- .щин в металле шва и околошовной зЬне не выявлено.
По сравнению с известным предложенный способ повышает номенклатуру свариваемых сплавов за счет предотвращения образования трещин в металле шва и околошовной зоне.
Формула изобретения
Способ дуговой сварки, при котором дугу отклоняют поперечным магнитHk 5
В Г
9 Ц /VAf Т
So
мн
Vc6
с8
Редактор Л.Гратилло
Фиг.г
Составитель В.Морочко Техред М.Ходанич
Заказ 1456/18
Тираж 921
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
5
ным полем вдоль оси шва углом вперед, а электроду сообщают перемещение со скоростью сварки, отличающийся тем, что, с целью повьште- ния качества сварных соединений при сварке в импульсном режиме с дежурной дугой путем предварительного подогрева свариваемых кромок, дежурную дугу отклоняют импульсным поперечным магнитным полем, а после отклонения дежурной дуги найряженность магнитного поля уменьшают до нуля и в момент совмещения торца электрода с местом стабилизации активного пятна дуги включают импульс сварочного тока, затем цикл отклонения дежурной дуги повторяют.
А
ffc)
%
Ггс)
Ч сс)
Корректор Г,Решетник
Подписное
| Способ сварки магнитоуправляемой дугой и устройство для его осуществления | 1977 |
|
SU721267A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ сварки магнитоуправляемой дугой и устройство для его осуществления | 1975 |
|
SU546446A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
