Изобретение относится к машиностроению, в частности к сварным, клеевым, паяным соединениям разнородных материалов либо к соединениям, полученным путем наплавки или напыления, работающим в условиях вибрации, усталостного разрушения, а также при хрупком разрушении под действием статической нагрузки.
Цель изобретения - получение малонапряженного состояния в поверхностной зоне соединения за счет перераспределения напряжений с поверхности соединения внутрь его.
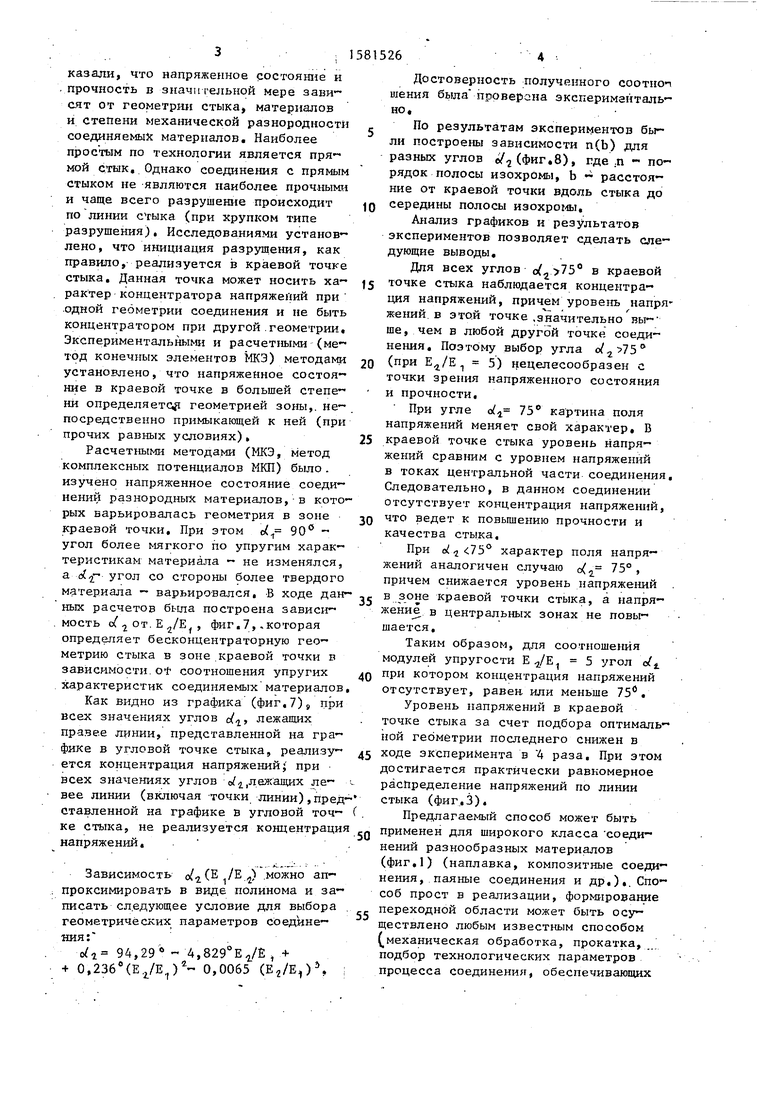
На фиг.1 - соединение деталей разной толщины; на фиг.2 - соединение двух деталей из разных материалов;
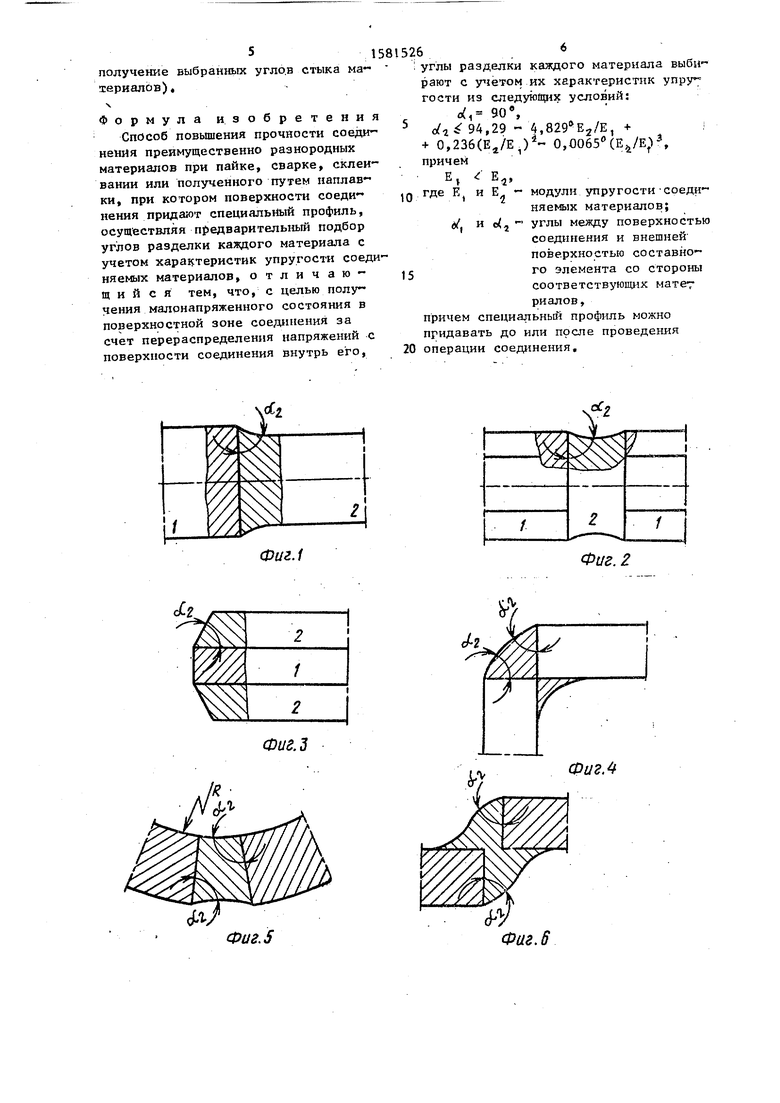
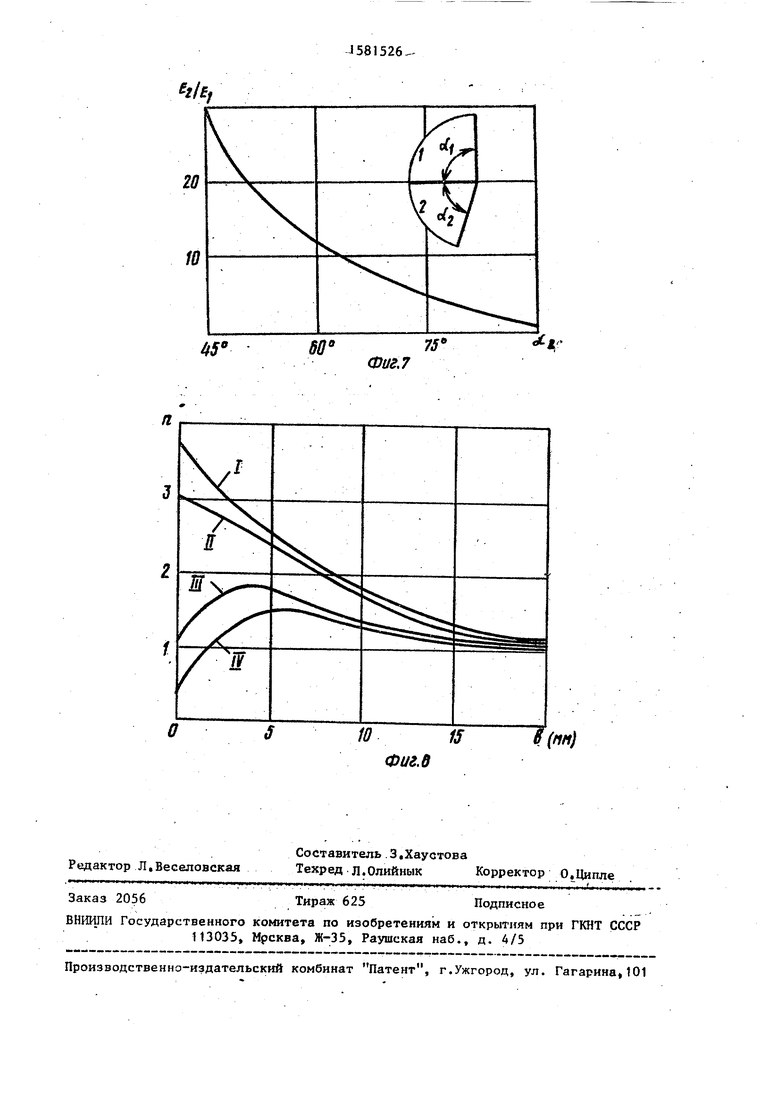
на фиг.З - оформление края многослойной пластины (во избежание растрескивания при дальнейшей обработке); на фиг.4 - оформление сварного (паяного) шва в трубе; на фиг.5 - оформление паяного углового соединения; на фиг.6 - оформление паяного соединения со смещением кромок; на фиг.7- график зависимости соотношения модулей упругости Еа/Е}; на фиг,8 - график зависимости п от Ь, где п- порядок полосы изохромы, Ъ - расстояние от края стыка до центра полосы изохромы вдоль линии стыка.
Исследования напряженного состояния и прочности сварных соединений из разнородных материалов 1 и 2 показали, что напряженное состояние и прочность в значительной мере зависят от геометрии стыка, материалов и степени механической разнородности соединяемых материалов. Наиболее простым по технологии является пря- мой стык. Однако соединения с прямым стыком не являются наиболее прочными и чаще всего разрушение происходит JQ по линии стыка (при хрупком типе разрушения), Исследованиями установ- лено, что инициация разрушения, как правило, реализуется в краевой точке стыка. Данная точка может носить ха- 15 рактер концентратора напряжений при одной геометрии соединения и не быть концентратором при другой геометрии. Экспериментальными и расчетными (метод конечных элементов МКЭ) методами 20 установлено, что напряженное состоя ние в краевой точке в большей степени определяете геометрией зоны,, не-, посредственно примыкающей к ней (при прочих равных условиях),25
Расчетными методами (МКЭ, метод комплексных потенциалов МКП) было. изучено напряженное состояние соединений разнородных материалов, в которых варьировалась геометрия в зоне JQ краевой точки. При этом tUf 90° - угол более мягкого по упругим характеристикам материала - не изменялся, a df угол со стороны более твердого
Достоверность полученного соотноп шения была проверана экспериментально.
По результатам экспериментов были построены зависимости n(b) для разных углов е/2(фиг,8), где .п - порядок полосы изохромы, b расстояние от краевой точки вдоль стыка до середины полосы изохромы.
Анализ графиков и результатов экспериментов позволяет сделать следующие выводы.
Для всех углов в краевой точке стыка наблюдается концентрация напряжений, причем уровень напряжений в этой точке .значительно вы- ше, чем в любой другой точке соединения. Поэтому выбор угла (при 1 5) нецелесообразен с точки зрения напряженного состояния и прочности.
При угле 75° картина поля напряжений меняет свой характер. В краевой точке стыка уровень напряжений сравним с уровнем напряжений в токах центральной части соединения Следовательно, в данном соединении отсутствует концентрация напряжений, что ведет к повышению прочности и качества стыка.
При характер поля напряжений аналогичен случаю о( 75° , причем снижается уровень напряжений
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ повышения прочности соединения разнородных материалов | 1989 |
|
SU1699747A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА ЭЛЕКТРОМАГНИТНОГО КЛАПАНА | 2005 |
|
RU2286236C2 |
| Способ повышения прочности соединения | 1987 |
|
SU1496968A1 |
| Способ повышения прочности соединения | 1988 |
|
SU1581525A1 |
| СПОСОБ ПОВЫШЕНИЯ ВИБРОПРОЧНОСТИ СОЕДИНЕНИЯ | 1971 |
|
SU307869A1 |
| СПОСОБ СОЕДИНЕНИЯ РАЗНОРОДНЫХ МАТЕРИАЛОВ ЭЛЕКТРОННЫМ ЛУЧОМ | 2016 |
|
RU2635123C1 |
| СПОСОБ ПОВЫШЕНИЯ ВИБРОПРОЧНОСТИ СОЕДИНЕНИЯ | 1972 |
|
SU331864A1 |
| СПОСОБ ОБЕСПЕЧЕНИЯ ОДНОРОДНОГО РАСПРЕДЕЛЕНИЯ НАПРЯЖЕНИЙ В ПЛОСКОЙ СОСТАВНОЙ КОНСТРУКЦИИ ПРИ ЕЕ РАСТЯЖЕНИИ-СЖАТИИ | 2012 |
|
RU2524041C2 |
| Способ электродуговой сварки | 1981 |
|
SU967719A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТОЛСТОЛИСТОВОГО МЕТАЛЛА МЕТОДОМ "ПОПЕРЕЧНАЯ ГОРКА", СВАРОЧНЫЙ АВТОМАТ И ВИДЕОСЕНСОРНЫЙ БЛОК ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2006 |
|
RU2372176C2 |
Изобретение относится к машиностроению, в частности к производству сварных, паяных, клеевых соединений разнородных материалов и соединениям, получаемым путем наплавки или напыления, работающих в условиях вибрации, усталостного разрушения, а также при хрупком разрушении под действием статической нагрузки. Цель изобретения - получение малонапряженного состояния в поверхностной зоне соединения разнородных материалов. Цель достигается за счет определенной разделки кромок, для чего углы разделки каждого материала выбирают из условия: α 1=90°,α 2≤94,29°-4,829°(E 2/E 1)+0,236°(E 2/E 1) 2-0,0065°(E 2-E 1) 3, причем E 1*98E 2, где E 1,E 2 - модули упругости соединяемых материалов
α 1, α 2 - углы между поверхностью соединения и внешней поверхностью составного элемента со стороны соответствующих материалов. Обработку краевой зоны стыка можно проводить до или после операции соединения. За счет такого выполнения достигается практически равномерное распределение напряжений по линии стыка. 8 ил.
материала - варьировался, Б ходе дан- , в зоне краевой точки стыка, а напряных расчетов была построена зависимость с(гот E2/Ef, фиг.7, .которая определяет бесконцентраторную геометрию стыка в зоне краевой точки в зависимости of соотношения упругих характеристик соединяемых материалов. Как видно из графика (фиг,7)9 при всех значениях углов Ј/г, лежащих правее линии, представленной на графике в угловой точке стыка, реализуется концентрация напряжений; при всех значениях углов .лежащих ле- - вее линии (включая точки линии),пред- ставленной на графике в угловой точ- ( ке стыка, не реализуется концентрация напряжений,
жение в центральных зонах не повышается.
Таким образом, для соотношения модулей упругости Е-2/Е1 5 угол о
4Q при котором концентрация напряжений отсутствует, равен или меньше 75е.
Уровень напряжений в краевой точке стыка за счет подбора оптимальной геометрии последнего снижен в
45 ходе эксперимента в 4 раза. При этом достигается практически равномерное распределение напряжений по линии стыка (фиг.З).
Предлагаемый способ может быть применен для широкого класса соединений разнообразных материалов (фиг.1) (наплавка, композитные соединения, паяные соединения и др.).. Способ прост в реализации, формирование
Зависимость () можно аппроксимировать в виде полинома и записать следующее условие для выбора геометрических параметров соединения:
el г 94,29° - 4,829°Ег/Ё, + + 0,236в(Ег/Е.,) 0,0065 (Bj/E,)5,
жение в центральных зонах не повышается.
Таким образом, для соотношения модулей упругости Е-2/Е1 5 угол о
Q при котором концентрация напряжений отсутствует, равен или меньше 75е.
Уровень напряжений в краевой точке стыка за счет подбора оптимальной геометрии последнего снижен в
5 ходе эксперимента в 4 раза. При этом достигается практически равномерное распределение напряжений по линии стыка (фиг.З).
Предлагаемый способ может быть применен для широкого класса соединений разнообразных материалов (фиг.1) (наплавка, композитные соединения, паяные соединения и др.).. Способ прост в реализации, формирование
переходной области может быть осуществлено любым известным способом (механическая обработка, прокатка, подбор технологических параметров процесса соединения, обеспечивающих
получение выбранных углов стыка материалов),
ч
Формула изобретения Способ повышения прочности соединения преимущественно разнородных материалов при пайке, сварке, склеивании или полученного путем наплавки, при котором поверхности соединения придают специальный профиль, осуществляя предварительный подбор углов разделки каждого материала с учетом характеристик упругости соединяемых материалов, отличающийся тем, что, с целью получения малонапряженного состояния в поверхностной зоне соединения за счет перераспределения напряжений с поверхности соединения внутрь его,
Фиг.1
Фиг.З
Фиг. 5
5
углы разделки каждого материала выбирают с учетом их характеристик упру гости из следующих условий:
of,- 90е,
г4 94,29 - 4,, + + 0,236)- 0,0065° (, причем
Е, Е,,
где Е( и Е - модули упругости соединяемых материалов; углы между поверхностью соединения и внешней поверхностью составного элемента со стороны соответствующих мате7 риалов,
причем специальный профиль можно придавать до или после проведения 0 операции соединения.
4 и 4г
Фиг. 2
Фиг. 6
Редактор Л.Веселовская
Составитель З.Хаустова
Техред л.Олийнык Корректор О.Ципле
Заказ 2056
Тираж 625
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Мрсква, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г.Ужгород, ул. Гагарина,101
10 15 7 (fin) Фиг, в
Подписное
| СПОСОБ ПОВЫШЕНИЯ ВИБРОПРОЧНОСТИ СОЕДИНЕНИЯ | 0 |
|
SU307869A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
