Изобретение относится к машиностроению, в частности к сварным, клееным и паяным конструкциям, работающим в условиях вибрации.
Известен способ повышения вибропрочности соединений путем обработки поверхности изделий шлифованием, полированием, обдуванием песком в целях избавления от поверхностных микротрещин.
Предложенный способ обеспечивает создание таких условий, при которых происходит перераспределение напряжений с поверхности соединения внутрь его, чем достигается малонапряженное состояние поверхностной зоны соединения.
Это достигается тем, что материал шва и основной материал подбирают с разными характеристиками упругости, а также и тем, что конфигурацию сечения шва подбирают в зависимости от характеристик упругости основного материала и материала шва.
Экспериментально доказано, что на краю поверхности соединения будет малонапряженное состояние при углах между поверхностью соединения и внешней поверхностью элемента соединения, меньших со стороны материала, имеющего меньшие характеристики упругости.
том характеристик упругости их; на фиг. 4- 6 - стыковое соединение стержней.
Малонапряженность края поверхности соединения обеспечивается значениями углов cci и а2, для которых выведенное уравнение не имеет корня ь | -|- i-rj с действительной частью I, принадлелсащей интервалу (О, 1).
Углы разделки целесообразно подбирать ближе к середине интервала, определяемого
уравнением для ai или «2, чтобы технологические отклонения известных для данных материалов режимов неразъемного соединения не нарушили условия малонапряженности края поверхности соединения.
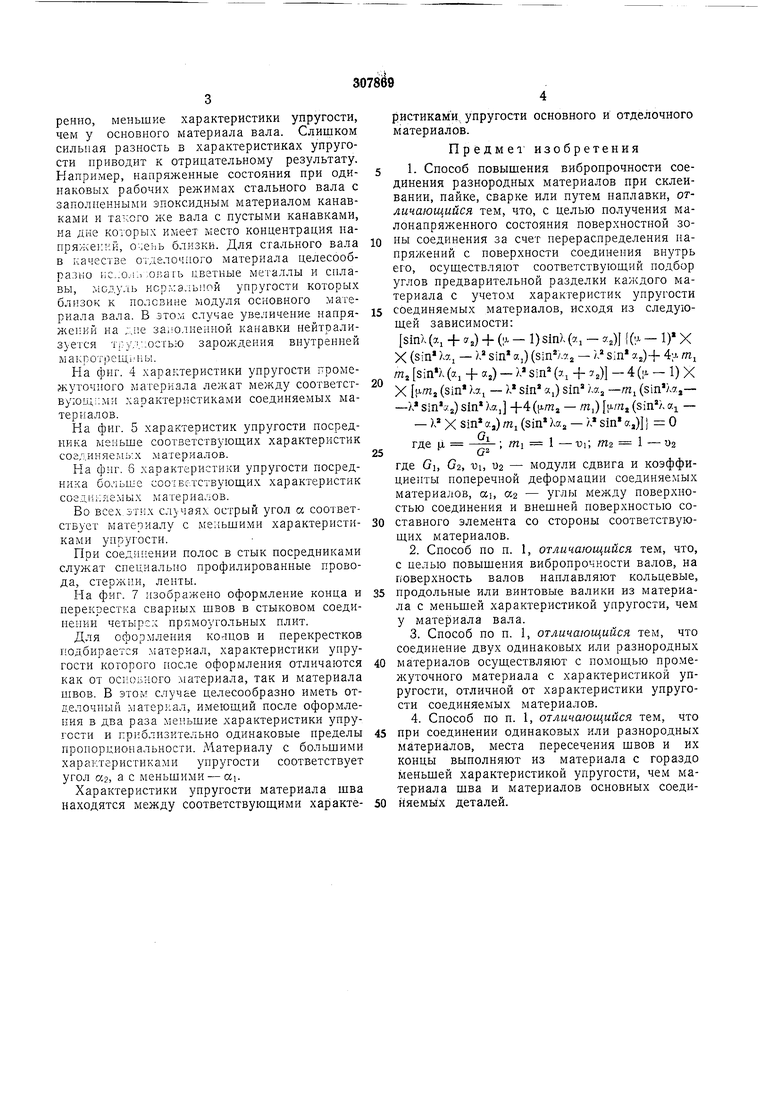
Па поверхности вала или другой детали зоны разнородности могут осуществляться, например, системой круглых колец, винтовыми или продольными параллельными валиками. Па фиг. 3 приведен пример выполнения этой
разнородности при помощи круглых колец, поперечное сечение которых имеет вид кругового сегмента. Поверхность соединения должна быть достаточно пологой, чтобы не имела место концентрация внутренних напряжений.
Для эффективного увеличения механической и коррозийной выносливости вала при помощи такой отделки вспомогательный материал должен иметь достаточно высокий (не обязательно больший основного материала) предел
ренно, меньшие характеристики упругости, чем у основного материала вала. Слишком сильная разность в характеристиках упругости нрвводит к отрицательному результату. Например, напряженные состояния при одинаковых рабочих режимах стального вала с заполненными эпоксидным материалом канавками и так.ого же вала с пустыми канавками, на дне которых имеет место концентрация напряженки, о-;еьь близки. Для стального вала в качестве отделочного материала целесообразно ис.:ол: юкагь цветные металлы и сплавы, модуль нср:-. упругости которых близок к половине модуля основного Mcvreриала вала. В этом случае увеличение напряженки на дне заполненной канавки нейтрализуется трул:;остью зарол дения внутренней макротре1Ц1НЬ.
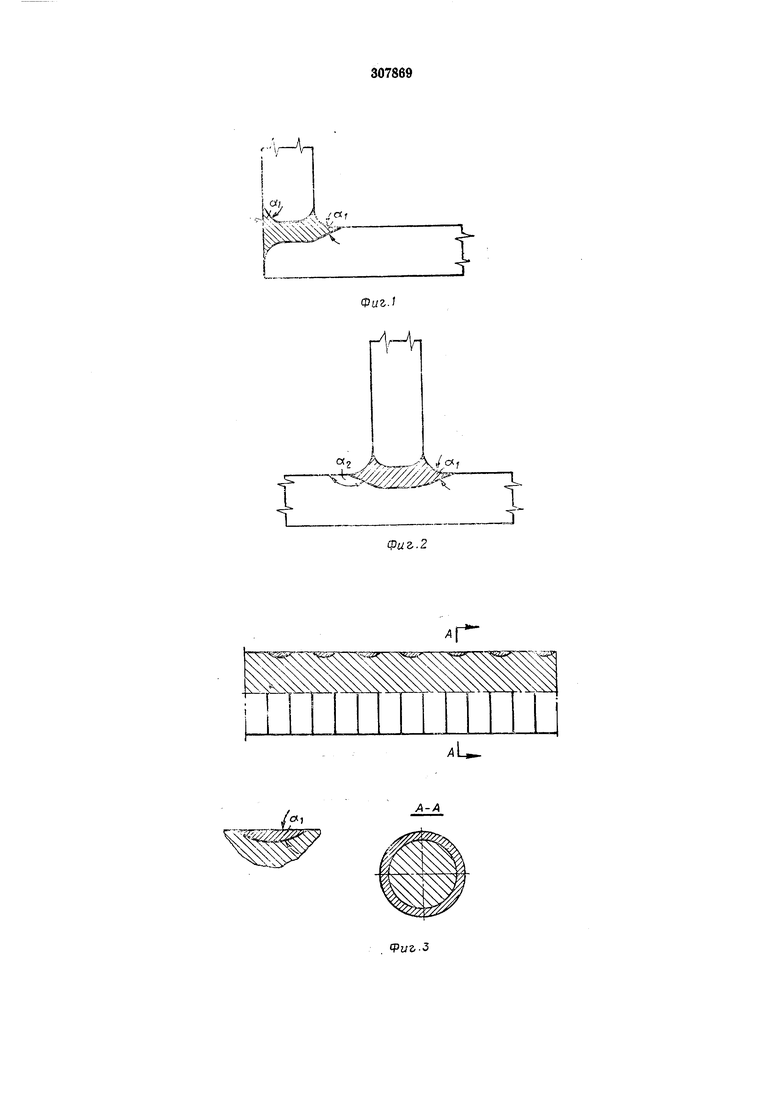
На фиг. 4 характеристики упругости промежуточного материала лежат между соответствующ::ми характеристиками соединяемых материалов.
На фиг. 5 характеристик упругости посредника меньше соответствующих характеристик согдиняемь.х материалов.
На фнг. 6 характеристики упругости посредника больше соо1Бетствуюш,их характеристик соед1и;яемых материалов.
Во всех случаях острый угол а соответствует материалу с меньшими характеристиками упругости.
При соединении полос в стык посредниками служат специально профилированные провода, стержни, ленты.
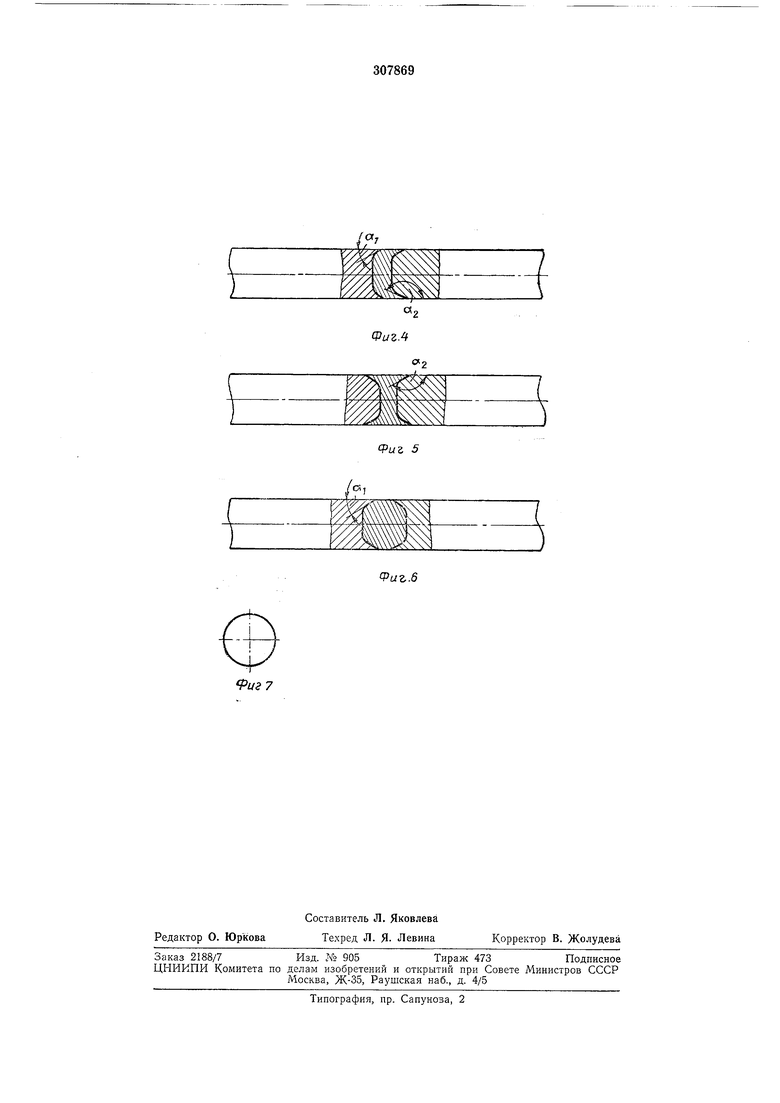
На фиг. 7 изображено оформление конца и перекрестка сварных швов в стыковом соединении четырех прямоугольных плит.
Для оформления ко-щов и перекрестков подбирается материал, характеристики упругости которого после оформления отличаются как от осиоБного материала, так и материала швов. В этом случае целесообразно иметь отделочный материал, имеющий после оформления в два раза меньшие характеристики упругости и приблизительно одинаковые пределы прогюрциональности. Материалу с большими характеристиками унругости соответствует угол «2, а с меньшими - аь
Характеристики упругости материала шва находятся между соответствующими характеристиками упругости основного и отделочного материалов.
Предмет изобретения
5 1. Способ повышения вибропрочности соединения разнородных материалов при склеивании, пайке, сварке или путем наплавки, отличающийся тем, что, с целью получения малонапряженного состояния поверхностной зоны соединения за счет нерераспределения напряжений с поверхности соединения внутрь его, осуществляют соответствующий подбор углов предварительной разделки каждого материала с учетом характеристик упругости
5 соединяемых материалов, исходя из следующей зависимости:
sinX(а, + а,) + (а - 1)sinX(а, - .,) {(а - 1)« X X (sin b.j - X sin а,) (. - - Sin aj)+ 4;j. m m, sinX (a. + c(,) - X Sin (a, + 7,) - 4 (ix - 1) X X (sin Xy.j - X sin aj sin Xy.j -ш (.j- ) +4(J.mj - /Л;) am ( a - - X X Sin a,) «1 (sin Xaj - X sin a,)} 0
где (Л - ; m, 1 - -иг, ота 1 - УЗ
где GI, GZ, ui, U2 - модули сдвига и коэффициенты ноперечной деформации соединяемых материалов, aj, а2 - углы между поверхностью соединения и внешней поверхностью составного элемента со стороны соответствующих материалов.
2.Способ по п. 1, отличающийся тем, что, с целью повышения вибропрочности валов, на поверхность валов наплавляют кольцевые,
5 продольные или винтовые валики из материала с меньшей характеристикой упругости, чем у материала вала.
3.Способ по п. 1, отличающийся тем, что соединение двух одинаковых или разнородных
0 материалов осуществляют с помощью променсуточного материала с характеристикой упругости, отличной от характеристики упругости соединяемых материалов.
4.Способ по п. 1, отличающийся тем, что 5 при соединении одинаковых или разнородных
материалов, места пересечения швов и их концы выполняют из материала с гораздо меньшей характеристикой упругости, чем материала шва и материалов основных соеди0 няемЫх деталей.
-.-Л-1
Фиг.1
HI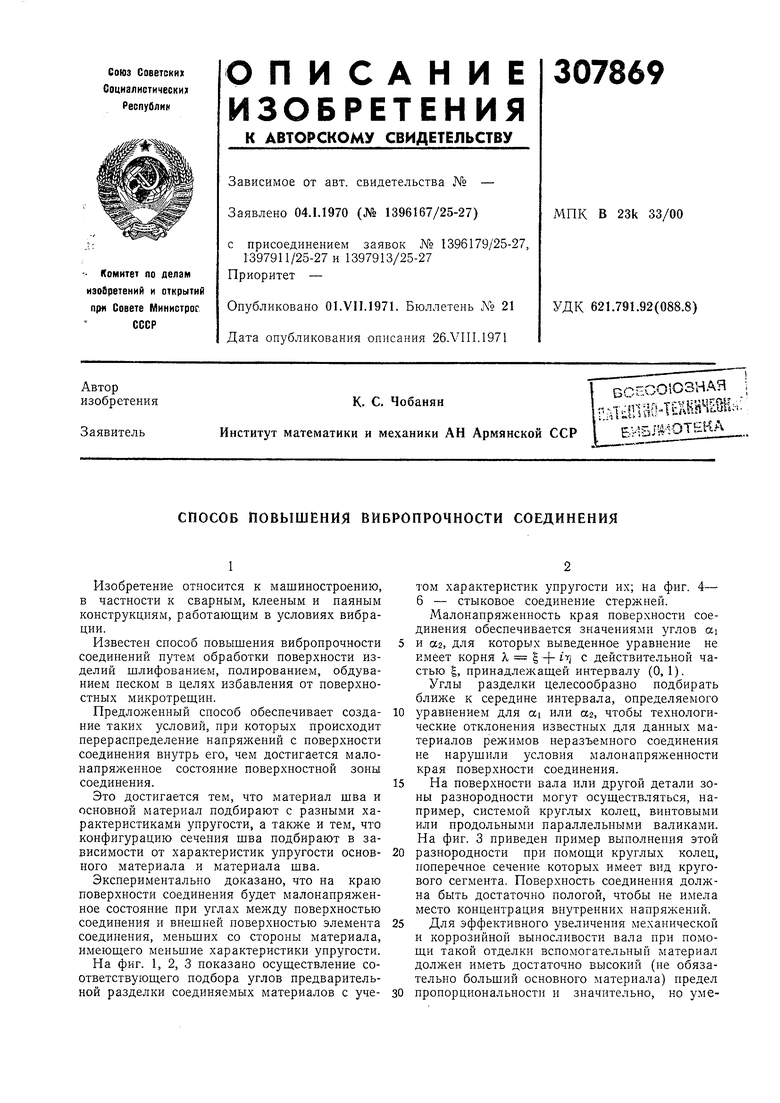
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВЫШЕНИЯ ВИБРОПРОЧНОСТИ СОЕДИНЕНИЯ | 1972 |
|
SU331864A1 |
| Способ повышения прочности соединения | 1988 |
|
SU1581526A1 |
| Способ повышения прочности соединения разнородных материалов | 1989 |
|
SU1699747A1 |
| СПОСОБ ФОРМИРОВАНИЯ ШВА С БЕЗВОРСОВОЙ ТКАНИ С ПОМОЩЬЮ УЛЬТРАЗВУКОВОЙ СВАРКИ С ЗАЗОРОМ | 2008 |
|
RU2516803C2 |
| СПОСОБ ПОВЫШЕНИЯ ВИБРОПРОЧИОСТИ СОЕДИНЕНИЯ | 1972 |
|
SU331865A1 |
| МОНОЛИТНАЯ КРОВЛЯ - ЗАЩИТНОЕ ПОКРЫТИЕ ЭКСПЛУАТАЦИОННОГО НАЗНАЧЕНИЯ | 2010 |
|
RU2441121C1 |
| СПОСОБ ОЦЕНКИ МИКРОМЕХАНИЧЕСКИХ ХАРАКТЕРИСТИК ЛОКАЛЬНЫХ ОБЛАСТЕЙ МЕТАЛЛОВ | 2013 |
|
RU2554306C2 |
| Способ магнитографического контроляСВАРНыХ шВОВ | 1979 |
|
SU819680A1 |
| СПОСОБ СБОРКИ ВЕРХНЕЙ ОДЕЖДЫ | 1998 |
|
RU2151533C1 |
| Пьезоэлектрический акселерометр | 1990 |
|
SU1760465A1 |
- ,. . / с f
iii
уА-Л
