(54) РАСКАТКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Дорн для обработки отверстий | 1988 |
|
SU1581567A1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ МЕТОДОМ ПОВЕРХНОСТНОЙ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ | 1994 |
|
RU2082591C1 |
| Устройство для протягивания отверстий (его варианты) | 1984 |
|
SU1235706A1 |
| Регулируемая раскатка | 1981 |
|
SU956255A2 |
| Раскатка для комплексной обработки поверхностей отверстий | 1989 |
|
SU1771932A1 |
| Раскаточное приспособление дляВОССТАНОВлЕНия ОТВЕРСТий | 1978 |
|
SU827226A1 |
| ИНСТРУМЕНТ ДЛЯ РАСКАТЫВАНИЯ ОТВЕРСТИЙ | 1992 |
|
RU2047472C1 |
| УСТРОЙСТВО ДЛЯ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПЛОСКИХ КОЛЬЦЕОБРАЗНЫХ ДЕТАЛЕЙ | 1973 |
|
SU368015A1 |
| Раскатка | 1990 |
|
SU1754424A1 |
| Устройство для прокатки колец шарикоподшипников | 1988 |
|
SU1803240A1 |
1
Изобретение относится к механообработке, в частности к обработке отверстий поверхностным эластическим деформированием.
Известны раскатки, содержащие корпус, на которюм расположены нажимные обоймы, несущие деформирующие элементы, и пружину с регулировочной гайкой, при этом в корпусе выполнены центральный и радиальные каналы для подвода смазочноохлаждающей жидкости в зону обработки 1.
Недостатком известных раскаток является отсутствие механизма разгружения деформирующих элементов при выводе раскатки из обработанного отверстия, что приводит к появлению на поверхности детали следов инструмента.
Целью изобретения является повышение качества обработки.
Это достигается тем, что раскатка снабжена втулкой, размещенной между корпусом и регулировочной гайкой, и плунжерами, установленными в радиальных каналах с возможностью взаимодействия с упомянутой втулкой, при этом последняя установлена с возможностью осевого перемещения.
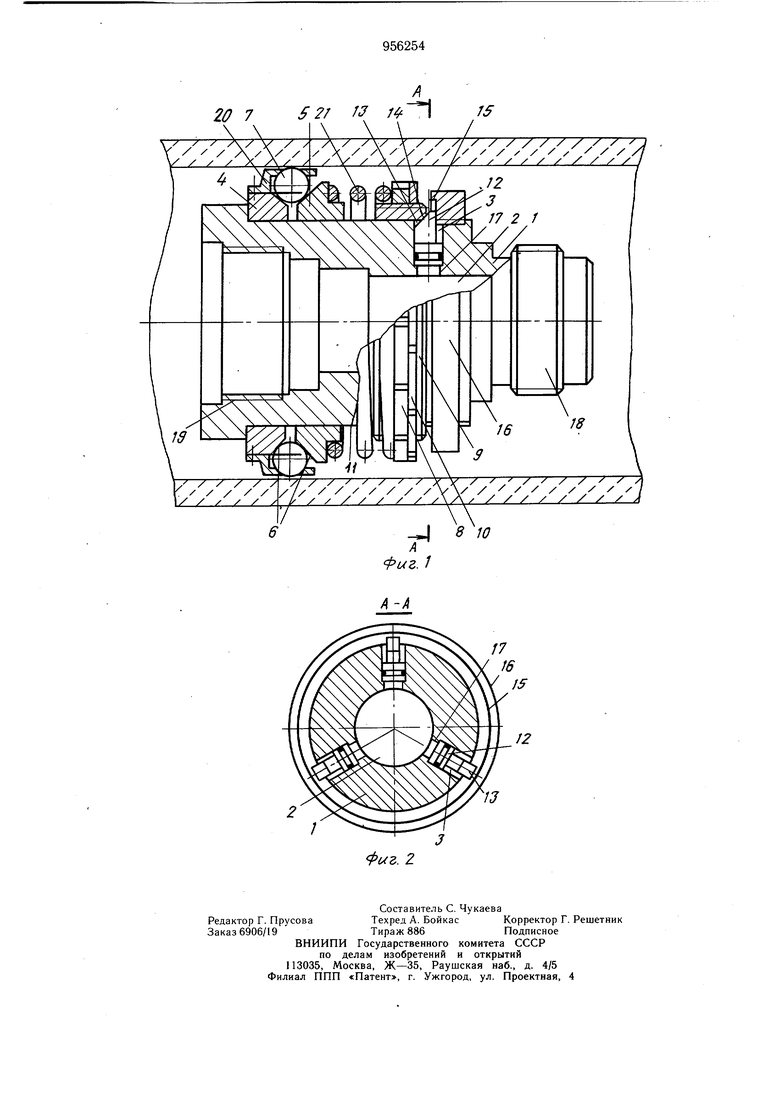
На фиг. 1 изображена предлагаемая piacкатка,общий вид; на фиг. 2 - разрез А-А на фиг. 1.
Раскатка состоит из корпуса 1 с центральным каналом 2 и сообщающимися с ним радиальными каналами 3.
На корпусе 1 расположены нажимные обоймы 4 и 5.
10 На беговых дорожках 6 обойм установлены деформирующие элементы качения, выполненные в данном примере в виде щариков 7. Раскатка имеет нажимной узел, имеющий регулировочную гайку 8, установленную на втулке 9.
Для фиксации положения гайки 8 служит контргайка 10.
Втулка 9 имеет возможность осевого перемещения по поверхности 11 корпуса.
В радиальных каналах 3 корпуса i ус20 тановлены плунжеры 12 со скосами 13, взамодействующие с торцом 14 втулки 9.
Для ограничения перемещения плунжеров 12 раскатка имеет упоры, выполненные в данном примере в виде кольцевого торцозого выступа 15 на кольце 16, установленном посредством резьбы на корпусе 1, и уступов 17, выполненных в поперечных сквозных каналах 3.
Раскатка имеет резьбовой хвостовик 18 для крепления в пиноли станка и гнездо 19 для присоединения к расточной головке, на чертеже не показанной.
Деформирующие элементы - шарики 7 удерживаются сепаратором 20. Рабочее усилие создается пружиной 21.
Раскатка работает следующим образом.
После введения раскатки в отверстие детали включаются механизмы подачи, вращения детали и подачи СОЖ.
При этом жидкость под рабочим давлением прокачивается через центральный канал 2 и воздействует на плунжеры 12, которые перемещаются по радиальным каналам 3. При перемещении плунжеров 12 их скосы 13, упираясь во втулку 9, перемещают ее вместе с регулировочной гайкой 8 в направлении к нажимным обоймам. Это продолжается до тех пор, пока плунжеры 12 не дойдут до упора в торцевой выступ 15 кольца 16. При этом деформирующие элементы расходятся на заданную величину.
При вращении детали в осевом перемещении раскатки деформирующие элементы-щарики 7 пластически деформируют обрабатываемую поверхность.
По окончании обработки отверстия давление подаваемой смазочно-охлаждающей жидкости снижают. Плунжеры 12 при этом под действием втулки 9, перемещаемой пружиной 21, углубляются в каналы 3. В результате удельное давление деформирующих элементов на обработанную поверхность уменьщается, исключая тем самым возможность ее повреждения.
Преимущество предлагаемой раскатки состоит в том, что она позволяет снизить давление деформирующих элементов на обработанную поверхность при выводе раскатки из отверстия, исключая тем самым
возможность повреждения этой поверхности.
Формула изобретения
Раскатка, содержащая корпус, в котором расположены нажимные обоймы, несущие деформирующие элементы, и пружину с регулировочной гайкой, в корпусе выполнены центральный и радиальные каналы для
подвода рабочего агента, отличающаяся тем, что, с целью повыщения качества обработки, она снабжена втулкой, размещенной между корпусом и регулировочной гайкой, и плунжерами, установленными в радиальных каналах с возможностью взаимодействия с упомянутой втулкой, причем последняя установлена с возможностью осевого перемещения.
Источники информации, принятые во внимание при экспертизе 1. Патент Франции № 2107742, кл. В 23 В 51/00, опублик. 1978 (прототип).
