Изобретение относится к прокатному производству, а именно к оборудованию главных линий прокатных станов, и может быть использовано для настройки шпиндельных узлов приводов клетей.
Целью изобретения является повышение надежности привода путем снижения динамических нагрузок в глацной ли- нии при захвате и выбросе металла валками.
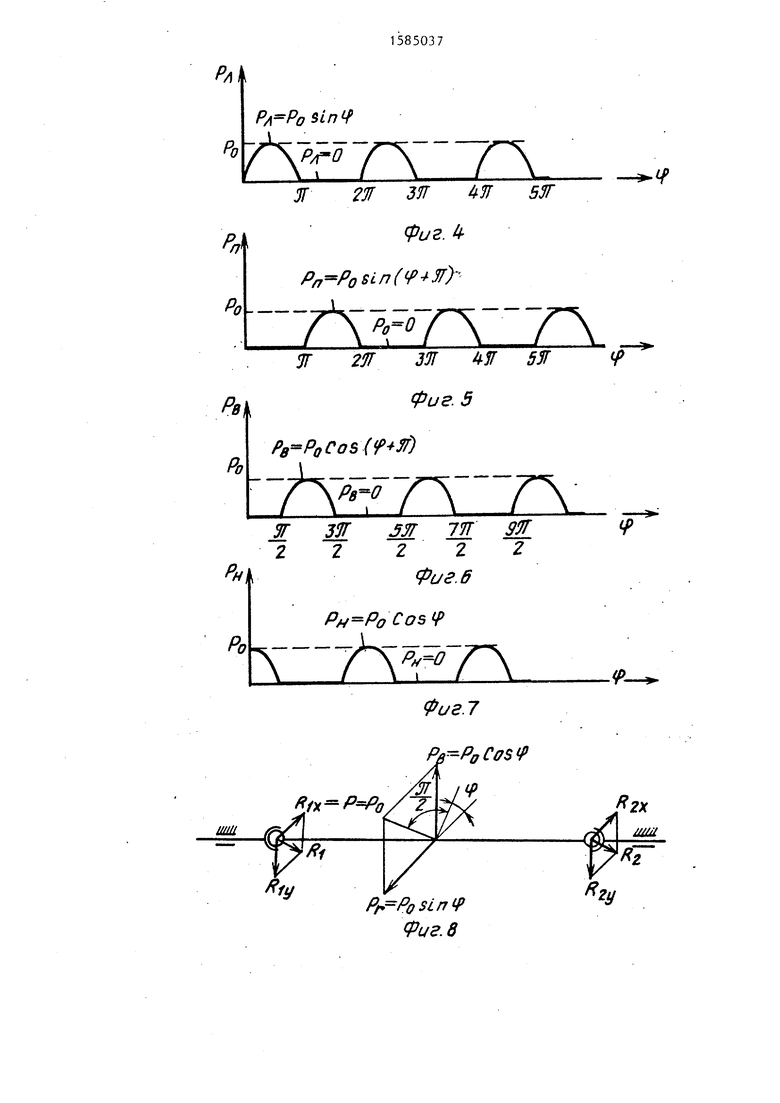
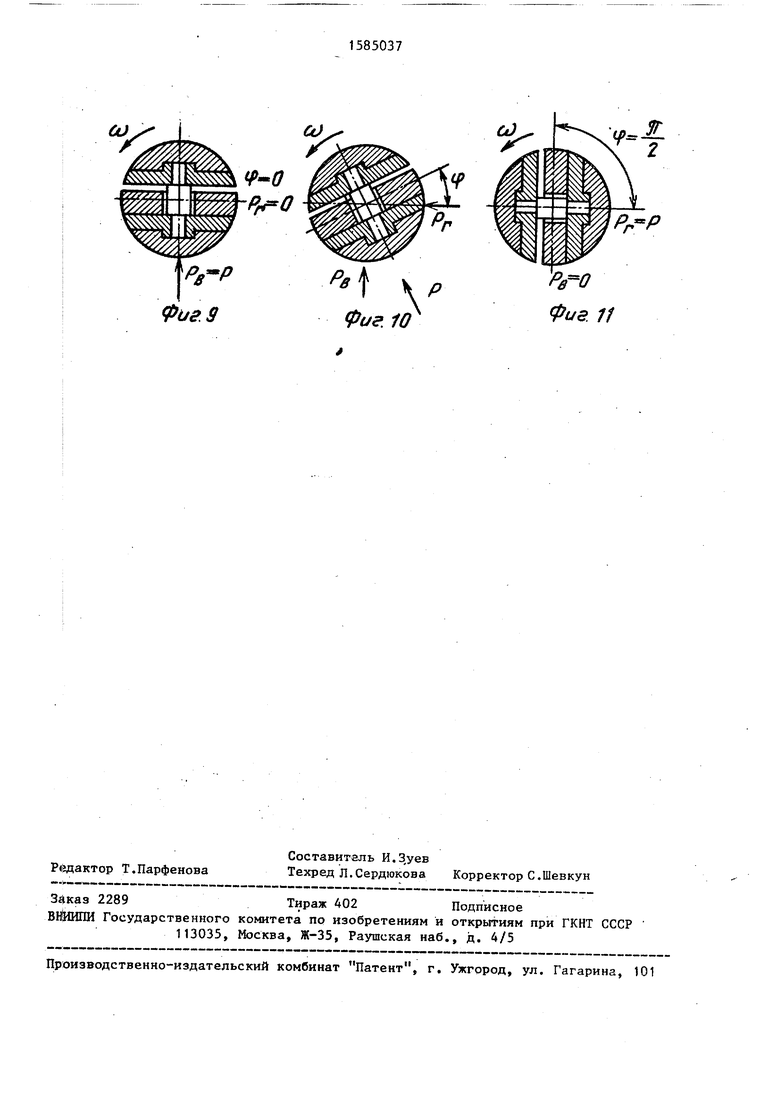
На фиг. 1 приведена принципиальная схема устройства с разрезом А-А; на фиг. 2 - разрез Б-Б на фиг. 1; на фиг. 3 - разрез В-В на фиг. 2; на фиг. 4 - -график изменения давления в левом дополнительном горизонтальном гидроцилиндре в функции угла поворота шпинделя; на фиг. 5 - то же в правом гидроцилиндре; на фиг. 6 - то же, что на фиг. 4, в верхней по- пости дополнительного вертикального гидроцилиндра; на фиг. 7 - то же, в нижней полости гидроцилиндра; на фиг. 8 - схема сил, действующих на шпиндель во время холостого хода, а также при захвате и выбросе металла валками; на фиг. 9 - состояние за
о
5
зоров в шарнире шпинделя при угле поворота tf 0; на фиг. 10 - то же, при (f (f° ; на фиг. 11 - то же, при
tf (Г/2.
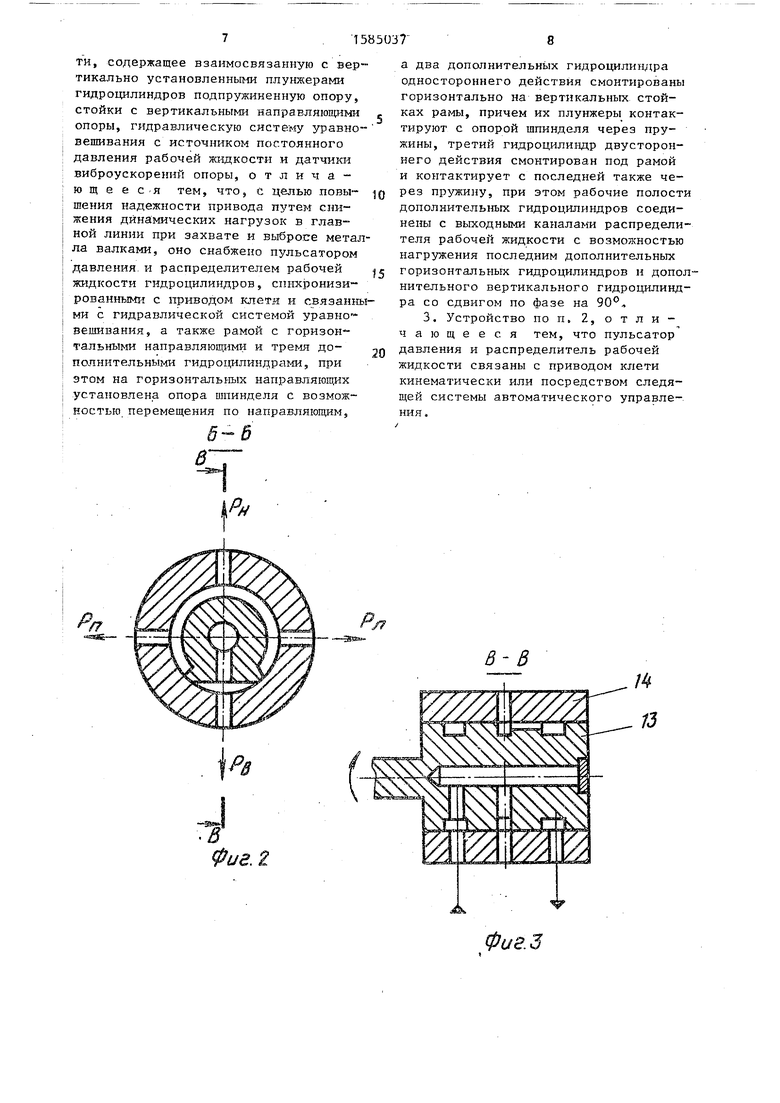
Устройство для настройки шпиндельного узла (фиг. 1-3) содержит стойку 1 с вертикальными направляющими, подвижную раму 2, опирающуюся на пружины 3, соединенные со штоками двух гидродомкратов 4, опору шпинделя, выполненную в виде подушки 5, вертикальный двустороннего действия 6 и горизонтальные одностороннего действия 7 гидроцилиндры, штоки которых соединены с рамой и подушкой через пружины большой жесткости 8, датчики 9 виброускорений, клапан 10 настройки давления в системе, пульсатор 11 давления, гидронасос 12.
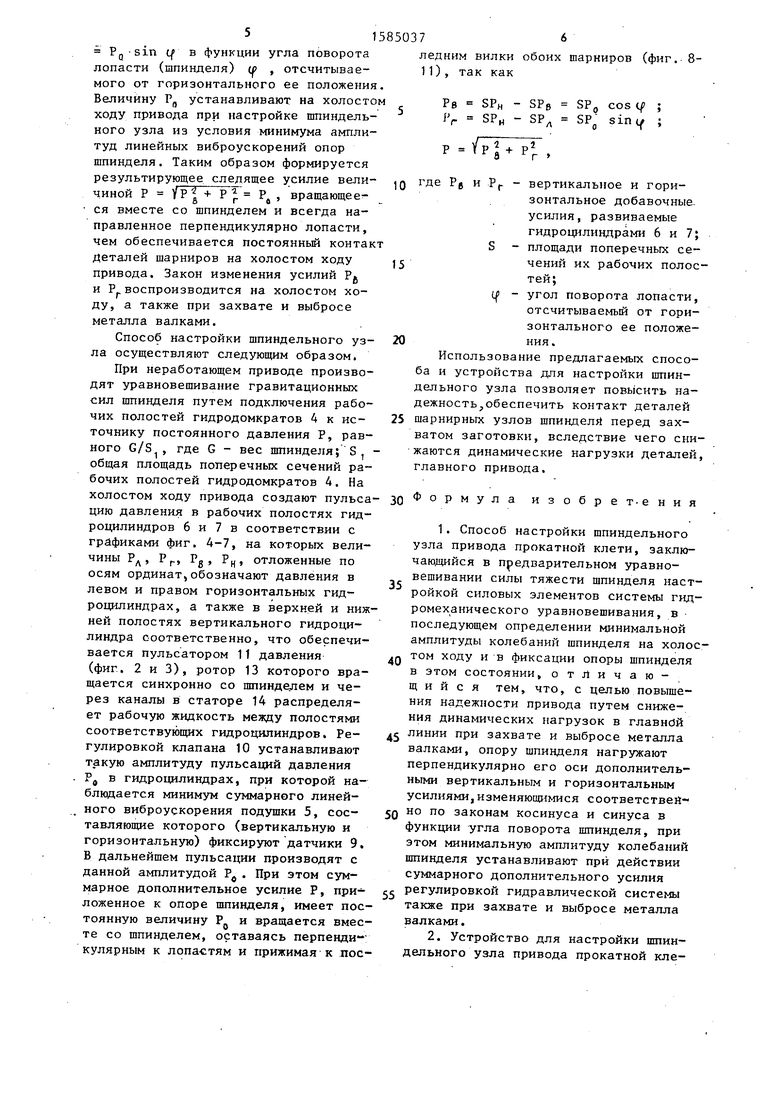
Сущность способа заключается в предварительном уравновешивании силы тяжести шпинделя, настройке силовых элементов уравновешивания и фиксации положения подпружиненной опоры. При этом опору шпинделя дополнительно | нагружают вертикальным Р„ и горизонтальным Рг усилиями, изменяющимися по законам Pg Р0 cos i/ ; l r
PQ sin if в функции угла поворота лопасти (шпинделя) (f , отсчитываемого от горизонтального ее положения Величину Рд устанавливают на холосто ходу привода при настройке шпиндельного узла из условия минимума амплитуд линейных виброускоренин опор шпинделя. Таким образом формируется результирующее следящее усилие величиной Р VP g + Р рв вращающееся вместе со шпинделем и всегда направленное перпендикулярно лопасти, чем обеспечивается постоянный контак деталей шарниров на холостом ходу привода. Закон изменения усилий Р6 и Р воспроизводится на холостом ходу, а также при захвате и выбросе металла валками.
Способ настройки шпиндельного узла осуществляют следующим образом.
При неработающем приводе производят уравновешивание гравитационных сил шпинделя путем подключения рабочих полостей гидродомкратов 4 к источнику постоянного давления Р, равного G/S , где G - вес шпинделя; S, общая площадь поперечных сечений рабочих полостей гидродомкратов 4. На холостом ходу привода создают пульсацию давления в рабочих полостях гидроцилиндров 6 и 7 в соответствии с графиками фиг. 4-7, на которых величины РЛ, Pr, Pg , Рн, отложенные по осям ординат,обозначают давления в левом и правом горизонтальных гидроцилиндрах, а также в верхней и нижней полостях вертикального гидроци- линдра соответственно, что обеспечивается пульсатором 11 давления (фиг. 2 и 3), ротор 13 которого вращается синхронно со шпинделем и через каналы в статоре 14 распределяет рабочую жидкость между полостями соответствующих гидроцилиндров. Регулировкой клапана 10 устанавливают такую амплитуду пульсаций давления Рв в гидроцилиндрах, при которой наблюдается минимум суммарного линейного виброускорения подушки 5, составляющие которого (вертикальную и горизонтальную) фиксируют датчики 9. В дальнейшем пульсации производят с данной амплитудой Рв. При этом суммарное дополнительное усилие Р, приложенное к опоре шпинделя, имеет постоянную величину Р и вращается вместе со шпинделем, оставаясь перпенди- кулярным к лопастям и прижимая к последним вилки обоих шарниров (фиг. 8- 11), так как
Ре SPH - SPB
IV SPH - sprt
SP cosy ; SP sint/ ;
p -yP;+ P,
где Pe и Pr - вертикальное и горизонтальное добавочные усилия, развиваемые гидроцилиндрами 6 и 7; S - площади поперечных се- чений их рабочих полостей;
ц - угол поворота лопасти, отсчитываемый от горизонтального ее положе- ния.
Использование предлагаемых способа и устройства для настройки шпиндельного узла позволяет повысить надежность, обеспечить контакт деталей шарнирных узлов шпинделе перед захватом заготовки, вследствие чего снижаются динамические нагрузки деталей, главного привода,
Формула изобрет-ения
1. Способ настройки шпиндельного узла привода прокатной клети, заключающийся в предварительном уравновешивании силы тяжести шпинделя настройкой силовых элементов системы гидромеханического уравновешивания, в последующем определении минимальной амплитуды колебаний шпинделя на холостом ходу и в фиксации опоры шпинделя в этом состоянии, отличающийся тем, что, с целью повышения надежности привода путем снижения динамических нагрузок в главней
линии при захвате и выбросе металла валками, опору шпинделя нагружают перпендикулярно его оси дополнительными вертикальным и горизонтальным усилиями,изменяющимися соответственно по законам косинуса и синуса в функции угла поворота шпинделя, при этом минимальную амплитуду колебаний шпинделя устанавливают при действии суммарного дополнительного усилия
регулировкой гидравлической системы также при захвате и выбросе металла валками.
2. Устройство для настройки шпиндельного узла привода прокатной клети, содержащее взаимосвязанную с вертикально установленными плунжерами гидроцилиндров подпружиненную опору, стойки с вертикальными направляющими опоры, гидравлическую систему уравновешивания с источником постоянного давления рабочей жидкости и датчики виброускорений опоры, отличающееся тем, что, с целью повы- шения надежности привода путем снижения динамических нагрузок в главной линии при захвате и выбросе металла валками, оно снабжено пульсатором давления и распределителем рабочей жидкости гидроцилиндров, синхронизированными с приводом клети и связанными с гидравлической системой уравног- вешивания, а также рамой с горизон тальными направляющими и тремя дополнительными гидроцилиндрами, при этом на горизонтальных направляющих установлена опора шпинделя с возможностью перемещения по направляющим.
0
а два дополнительных гидроцилиндра одностороннего действия смонтированы горизонтально на вертикальных стойках рамы, причем их плунжеры контактируют с опорой шпинделя через пружины, третий гидроцилиндр двустороннего действия смонтирован под рамой и контактирует с последней также через пружину, при этом рабочие полости дополнительных гидроцилиндров соединены с выходными каналами распределителя рабочей жидкости с возможностью нагружения последним дополнительных горизонтальных гидроцилиндров и дополнительного вертикального гидроцилиндра со сдвигом по фазе на 90°„
3. Устройство по п. 2, отличающееся тем, что пульсатор давления и распределитель рабочей жидкости связаны с приводом клети кинематически или посредством следящей системы автоматического управления.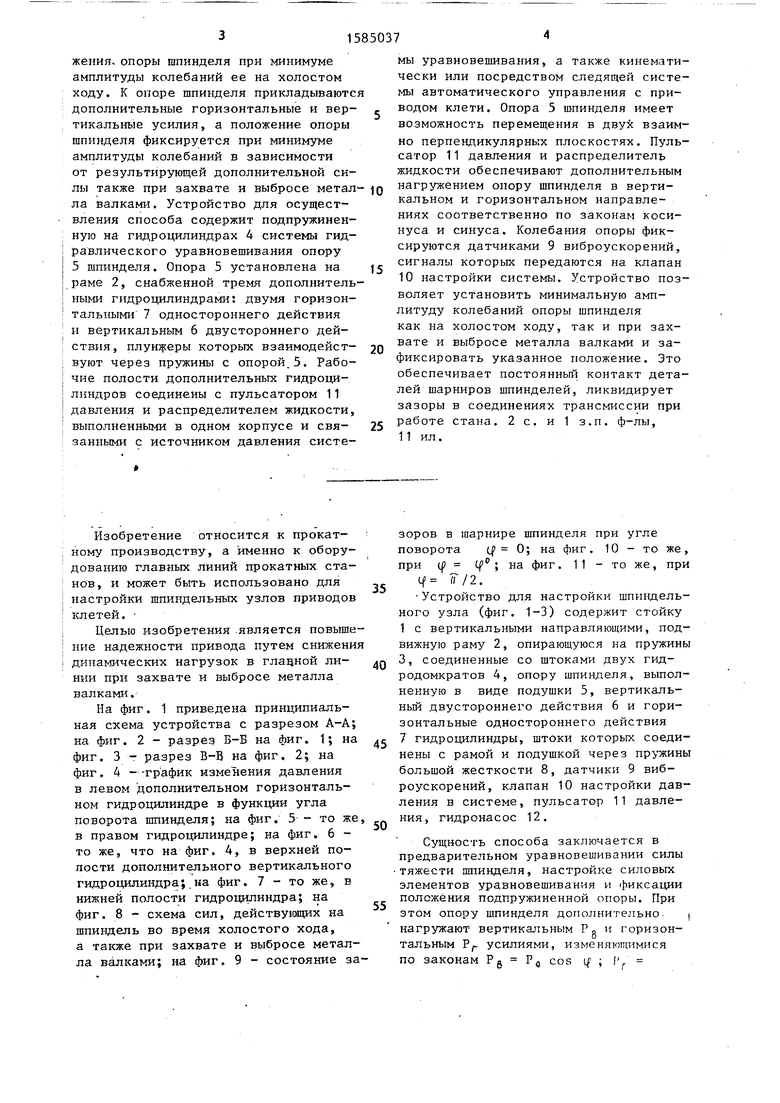
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ настройки шпиндельного устройства | 1980 |
|
SU910247A1 |
| УСТРОЙСТВО ДЛЯ УРАВНОВЕШИВАНИЯ ШПИНДЕЛЕЙ ПРОКАТНЫХ СТАНОВ | 1998 |
|
RU2154540C2 |
| Прокатный стан | 1983 |
|
SU1091956A1 |
| Устройство для уравновешиванияшпиНдЕля пРиВОдА пРОКАТНыХ ВАлКОВ | 1979 |
|
SU820948A1 |
| УСТРОЙСТВО ДЛЯ УДЕРЖАНИЯ ШПИНДЕЛЯ ПРОКАТНОГО СТАНА | 1994 |
|
RU2048221C1 |
| УСТРОЙСТВО ДЛЯ УРАВНОВЕШИВАНИЯ ШПИНДЕЛЯ ПРИВОДА ВАЛКОВ ПРОКАТНОГО СТАНА | 1992 |
|
RU2015758C1 |
| Шпиндельное устройство привода валков клети прокатного стана | 1979 |
|
SU854475A1 |
| Устройство для уравновешивания шпинделя привода валков прокатного стана | 1983 |
|
SU1093374A1 |
| Шпиндельный стул привода рабочей клети прокатного стана | 1982 |
|
SU1066684A1 |
| Линия клети прокатного стана | 1989 |
|
SU1708461A1 |
Изобретение относится к прокатному производству, а именно к оборудованию главных линий прокатных станов, и может быть использовано для настройки шпиндельных узлов приводов клетей. Целью изобретения является повышение надежности привода путем снижения динамических нагрузок в главной линии при захвате и выбросе металла валками. Способ заключается в предварительном уравновешивании силы тяжести шпинделя и фиксации положения опоры шпинделя при минимуме амплитуды колебаний ее на холостом ходу. К опоре шпинделя прикладываются дополнительные горизонтальные и вертикальное усилия, а положение опоры шпинделя фиксируется при минимуме амплитуды колебаний в зависимости от результирующей дополнительной силы также при захвате и выбросе металла валками. Устройство для осуществления способа содержит подпружиненную на гидроцилиндрах 4 системы гидравлического уравновешивания опору 5 шпинделя. Опора 5 установлена на раме 2, снабженной тремя дополнительными гидроцилиндрами: двумя горизонтальными 7 одностороннего действия и вертикальным 6 двустороннего действия, плунжеры которых взаимодействуют через пружины с опорой 5. Рабочие полости дополнительных гидроцилиндров соединены с пульсатором 11 давления и распределителем жидкости, выполненными в одном корпусе и связанными с источником давления системы уравновешивания, а также кинематически или посредством следящей системы автоматического управления с приводом клети. Опора 5 шпинделя имеет возможность перемещения в двух взаимно перпендикулярных плоскостях. Пульсатор 11 давления и распределитель жидкости обеспечивают дополнительным нагружением опору шпинделя в вертикальном и горизонтальном направлениях соответственно по законам косинуса и синуса. Колебания опоры фиксируются датчиками 9 виброускорений, сигналы которых передаются на клапан 10 настройки системы. Устройство позволяет установить минимальную амплитуду колебаний опоры шпинделя как на холостом ходу, так и при захвате и выбросе металла валками и зафиксировать указанное положение. Это обеспечивает постоянный контакт деталей шарниров шпинделей, ликвидирует зазоры в соединениях трансмиссии при работе стана. 2 с. и 1 з.п. ф-лы, 11 ил.
6-6
А
/7
--Звза В-В
J&b
фиг.З
P PoSinff
Г/7
JT 2У ЗП W Фиг. 4
Pa-PoSif fW}
J 23Г ЗУГ W 5У pgiФиг. 5
Pe PoCostf+tf)
r /W7rY 7
Po
Ж Ж Ж Ж Ж
22222
Фиг. б
Cos (f
щ
5Ж
4
ч
.фФиг.7
Pr P0sln4 Фиа.8
9
| Королев А.А | |||
| Конструкция и расчет машины ,и механизмов прокатных, станов | |||
| М.: Металлургия, 1985, с | |||
| Переносная печь-плита | 1920 |
|
SU184A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Способ настройки шпиндельного устройства | 1980 |
|
SU910247A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
