Изобретение относится к металлургии, в частности к способу изготовления фольгового припоя из заэвтекти- ческого силумина, и может найти применение в приборостроении и радиоэлектронике.
Цель изобретения - повьшение эксп- луатационньк характеристик за счет создания структуры с регламентированным соотношением размеров частиц кремния.
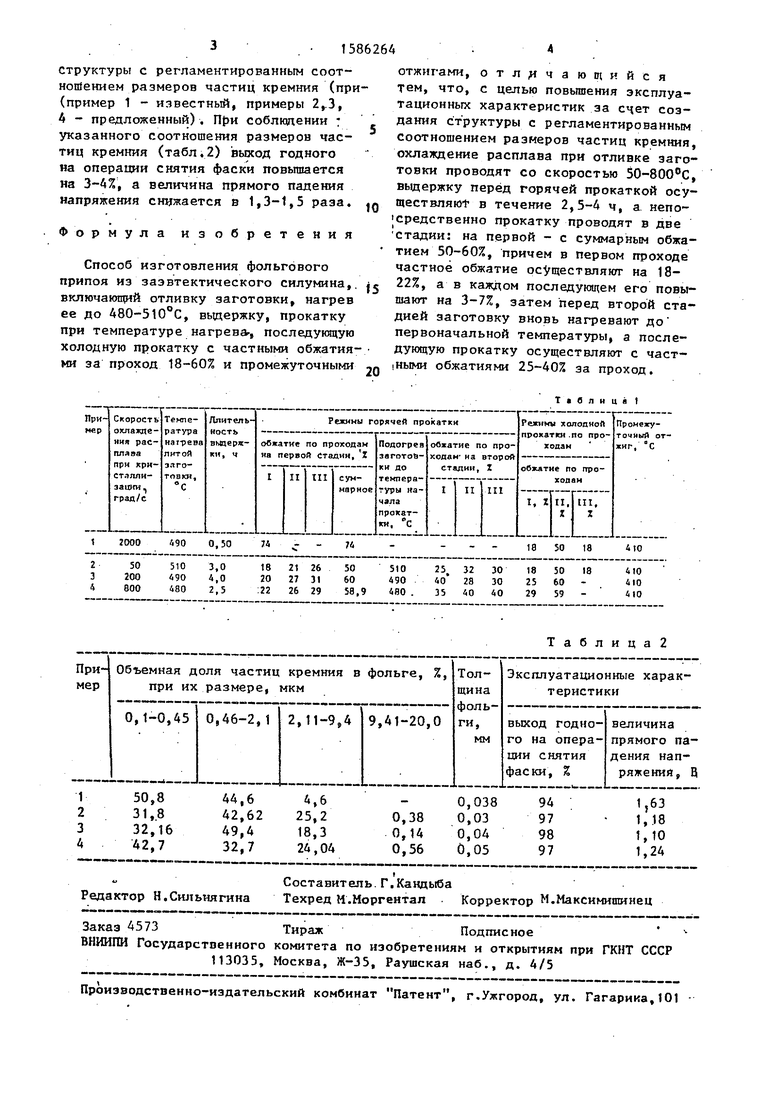
Изготавливали фольговый припой из эаэвтектического силумина А1 - 18,6% (по массе) кремния. Температура расплава перед разливкой 880-900°С. Конечная толщина фольги 0,03-0,005 мм. В табл. 1 приведены конкретные режимы осуществления предложенного и известного способов; в табл.2 - эксплуатационные характеристики в зависимости от режимов изготовления фольгойрго,. припоя и создаваемой в процессе этого
структуры с регламентированным соот- ногйением размеров частиц кремния (при- (пример 1 - известный, примеры 2,.3, А - предложенный). П()и соблнщении : указанного соотношения размеров частиц кремния (табл.2) 1вьпсод годного на операции снятия фаски повышается на 3-А%, а величина прямого падения напряжения снижается в 1,3-1,5 раза.
Формула изобретения
Способ изготовления фольгового припоя из заэвтектического силумина,, включающий отливку заготовки, нагрев ее до 480-510 0, вьщержку, прокатку при температуре нагрева-, последуклдую холодную прокатку с частными обжатиями за проход 18-60% и промежуточными
отжигами, oтл чaюlrtийcя тем, что, с целью повьппения эксплуатационных характеристик за счет создания с;труктуры с регламентированным соотношением размеров частиц кремния, охлаждение расплава при отливке заготовки проводят со скоростью 50-800 С, выдержку перёд горячей прокаткой осу- щecтвляюt в течение 2,5-4 ч, а непо- ;средственно прокатку проводят в две стадии: на первой - с суммарным обжатием 50-60%, причем в первом проходе частное обжатие осуществляют на 18- 22%, а в каждом последующем его повышают на 3-7%, затем перед второй стадией заготовку вновь нагревают до первоначальной температуры, а последующую прокатку осуществляют с част- |Ными обжатиями 25-40% за проход.
Таблица
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОЛЬГОВОЙ ЗАГОТОВКИ ИЗ СПЛАВА АЛЮМИНИЙ-ЖЕЛЕЗО-КРЕМНИЙ | 2006 |
|
RU2305022C1 |
| Способ обработки алюминиево-кремниевых сплавов | 1980 |
|
SU899171A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОЛЬГИ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ ДЛЯ ПОСЛЕДУЮЩЕЙ ШТАМПОВКИ | 2001 |
|
RU2181388C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛУФАБРИКАТОВ ИЗ ЗАЭВТЕКТИЧЕСКИХ СИЛУМИНОВ | 2004 |
|
RU2262997C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВ И ЛЕНТ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2000 |
|
RU2171312C1 |
| Способ обработки сплавов системы алюминий-медь-литий | 1991 |
|
SU1822442A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОКАТАНОЙ ФОЛЬГИ ДЛЯ ГИБКИХ ПЕЧАТНЫХ ПЛАТ ИЗ МЕДИ И МЕДНЫХ СПЛАВОВ | 2010 |
|
RU2424861C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОЛЬГИ ИЗ СПЛАВОВ НА ОСНОВЕ СВИНЦА | 1990 |
|
SU1788641A1 |
| Способ обработки циркония и егоСплАВОВ | 1979 |
|
SU817089A1 |
| СПОСОБ ПОЛУЧЕНИЯ ФОЛЬГИ ТВЕРДЫХ ПРИПОЕВ АЛЮМИНИЕВЫХ ЭВТЕКТИЧЕСКИХ СПЛАВОВ | 2014 |
|
RU2559619C1 |
Изобретение относится к металлургии, в частности к способу изготовления фольгового припоя из заэв- тектического силумина, и может найти применение в приборостроении и радиоэлектронике. Цель - повышение эксплуатационных характеристик за счет соз Дания структуры с регламентированньм соотношением размеров частиц кремния. Способ включает отливку заготовки со скоростью охлаждения расплава 50- 800°С, последующий нагрев ее до 480- 510°С, вьдержку в течение 2,5-4 ч, последующую горячую прокатку в две стадии: на первой стадии ее проводят- с суммарным обжатием 50-60%, причем в первом проходе частное обжатие осуществляют на 18-22%, а в каждом.пос- ледующем его повышают на 3-7%, затем перед второй стадией заготовку вновь нагревают до первончальной температуры и последующую прокатку осуществляют с частными обжатиями 25-40% за проход, после чего проводят холодную прокатку с частными обжатиями за проход 18-60% и промежуточными отжигами. Способ обеспечивает улучшение эксплуатационных характеристик, фоль- Г-ового припоя: повьппение выхода годного на операции снятия фаскн на 3-4% и уменьшение величины прямого падения напряжения в 1,3-1,5 раза. 2 табл. . (Л СП 00 а го 05
Таблица2
| Способ изготовления металлической фольги из заэвтектических немодифицированных силуминов | 1974 |
|
SU505449A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ обработки алюминиево-кремниевых сплавов | 1980 |
|
SU899171A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
