Изобретение относится к металлургии, а точнее к способу настройки системы вторичного охлаждения непрерывнолитых широких слябов при смене отливаемого на криволинейных машинах сортамента.
Цель изобретения - повышение качества слябов за счет равномерности распределения охладителя.
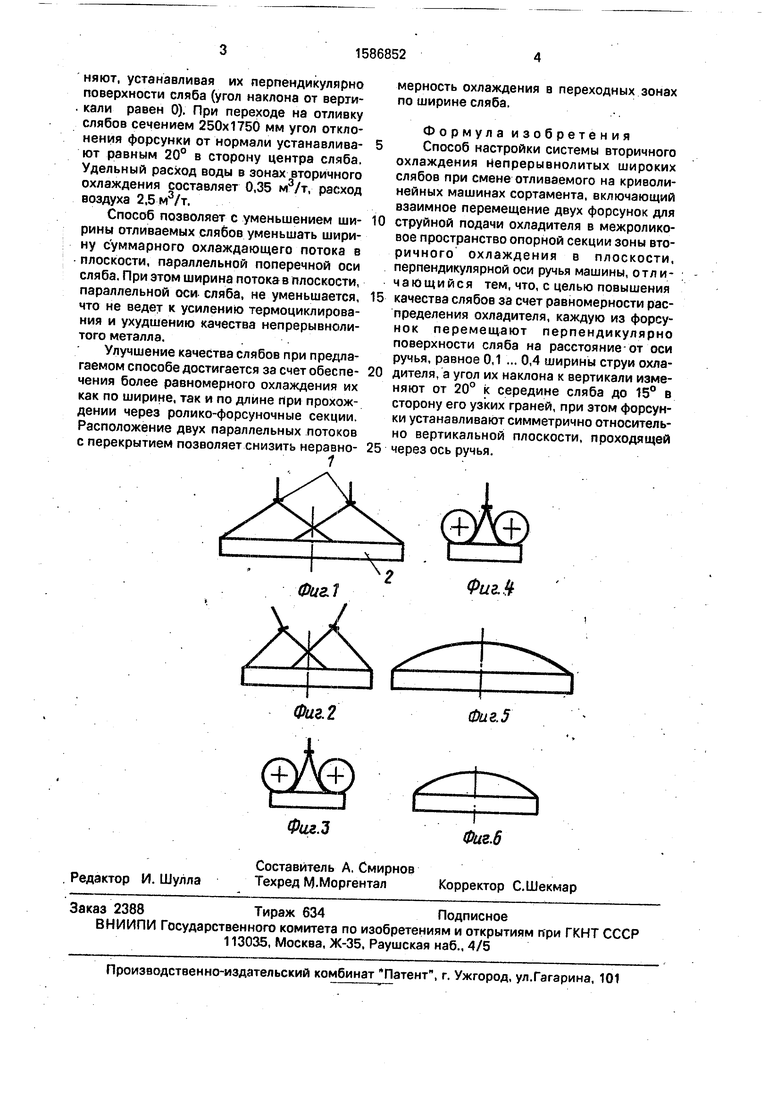
На фиг.1 и 2 приведены схемы расположения потоков, получаемых с помрщью форсунок на поверхности слябов различной ширины в плоскости, перпендикулярной его продольной оси; на фиг.З и 4 - ширина раскрытия потоков в плоскостях, параллельных продольной к осям слябов: на фиг,5 . и 6 - изменение плотности орошения по ширине слябов,
П р и м е р. В процессе непрерывной разли вки в кристаллизатор подают ст апь
Зсп и вытягивают из него сляб со скоростью 0,8 м/мин. В зоне вторичного охлаждения сляб поддерживают и направляют при помощи роликов и охлаждают водовоздушной смесью с помощью двух форсунок 1. установленных в каждом межроликовом пространстве напротив широких граней. Каждая форсунка установлена на расстоянии 320 мм от поверхности сляба 2, что позволяет получить ширину водовоздушно- го потока, от каждой форсунки, равную 1400 мм. Форсунки устанавливают на расстоя-. НИИ 560 мм от оси сляба, что соответствует 0,4 ширины охлаждающего потока. При отливке слябов сечением 250x2800 мм угол наклона форсунок от вертикали устанавли- вают равным 15° в сторону узких граней.
При отливке слябов сечением 250x2100 мм угол наклона форсунок изменяют, устанавливая их перпендикулярно поверхности сляба (угол наклона от верти- кали равен 0). При переходе на отливку слябов сечением 250x1750 мм угол отклонения форсунки от нормали устанавлива- ют равным 20° в сторону центра сляба. Удельный расход воды в зонах вторичного охлаждения составляет 0,35 , расход воздуха 2.5 .
Способ позволяет с уменьшением ши- рины отливаемых слябов уменьшать ширину суммарного охлаждающего потока в плоскости, параллельной поперечной оси сляба. При этом ширина потока в плоскости, параллельной оси. сляба, не уменьшается, что не ведет к усилению термоциклирова- ния и ухудшению качества непрерывноли- того металла.
Улучшение качества слябов при предлагаемом способе достигается за счет обеспе- чения более равномерного охлаждения их как по ширине, так и по длине при прохождении через ролико-форсуночные секции. Расположение двух параллельных потоков с перекрытием позволяет снизить неравно-
1
мерность охлаждения в переходных зонах по ширине сляба.
Формул а изобретения Способ настройки системы вторичного охлаждения йепрерывнолитых широких слябов при смене отливаемого на криволинейных машинах сортамента, включающий взаимное перемещение двух форсунок для струйной подачи охладителя в межроликовое пространство опорной секции зоны вто- ричного охлаждения в плоскости, перпендикулярной оси ручья машины, отличающийся тем, что, с целью повышения качества слябов за счет равномерности распределения охладителя, каждую из форсунок перемещают перпендикулярно поверхности сляба на расстояние от оси ручья, равное 0,1 ... 0,4 ширины струи охладителя, а угол их наклона к вертикали изменяют от 20° к середине сляба до 15° в сторону его узких граней, при этом форсунки устанавливают симметрично относительно вертикальной плоскости, проходящей через ось ручья.
| название | год | авторы | номер документа |
|---|---|---|---|
| Форсунка для водовоздушного охлаждения непрерывнолитых заготовок прямоугольного сечения | 1982 |
|
SU1101326A1 |
| Система вторичного охлаждения заготовок водовоздушной смесью на установке непрерывной разливки | 1987 |
|
SU1496915A1 |
| Способ охлаждения слябов большой ширины | 1986 |
|
SU1400771A1 |
| Система водовоздушного охлаждения машины непрерывного литья сортовых заготовок криволинейного типа | 1987 |
|
SU1447550A1 |
| СПОСОБ ВТОРИЧНОГО ОХЛАЖДЕНИЯ ЗАГОТОВОК В МАШИНАХ НЕПРЕРЫВНОГО ЛИТЬЯ КРИВОЛИНЕЙНОГО ТИПА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2086349C1 |
| СПОСОБ РАЗЛИВКИ ТРУБНОЙ СТАЛИ НА МАШИНЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 2011 |
|
RU2481920C1 |
| Способ вторичного охлаждения слябов в процессе непрерывной разливки | 1985 |
|
SU1329900A1 |
| СПОСОБ ВТОРИЧНОГО ОХЛАЖДЕНИЯ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 2010 |
|
RU2440213C1 |
| СИСТЕМА ВТОРИЧНОГО ОХЛАЖДЕНИЯ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК ВОДОВОЗДУШНОЙ СМЕСЬЮ | 1984 |
|
RU1249780C |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2010 |
|
RU2451574C1 |
Изобретение относится к металлургии, а точнее к способу настройки системы вторичного охлаждения непрерывнолитых широких слябов при смене отливаемого на криволинейных машинах сортаментов. Цель изобретения - повышение качества слябов за счет равномерности распределения охладителя. Способ включает взаимное перемещение двух форсунок для струйной подачи охладителя в межроликовое пространство опорной секции зоны вторичного охлаждения в плоскости, перпендикулярной оси сляба. Перемещение форсунок осуществляют путем изменения расстояния от форсунок до оси сляба в пределах 0,1-0,4 ширины струи. Кроме того, угол наклона форсунок к вертикали изменяют от 20° к центру сляба до 15° в сторону его узких граней. Форсунки устанавливают симметрично относительно вертикальной плоскости, проходящей через ось ручья. 6 ил.
Фиг.2
Редактор И. Шулла
Фаг.З
Составитель А. Смирнов Техред М.Моргентал
Фиг. 5
Корректор С.Шекмар
| Патент США № 4031946, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
