1
Изобретение относится к черной металлургии, в частности к сталеплавильному производству, и может быть использовано при непрерьганой разливк стали.
Цель изобретения - повышение равномерности охлаждения,
На фиг.1 изображена схема подачи струй на поверхность сляба, вид сверху; на фиг.2 - то же, вид сбоку на фиг.З - распределение плотности охладителя по ширине сляба.
Относительное смещение осей встреных противонаправленных струй необ- ходимо для повьшения равномерности охлаждения сляба и увеличения поверхности эффективного охлаждения в каждом межроликовом пространстве. Согласно предлагаемому способу смещение струй можно осуществлять путем перемещения форсунок относительно поперечной оси межроликового пространства, путем их поворота относительно
этой оси, а также путем одновремен- ного смещения и поворота оси форсунки. Смещение встречных струй производят с переменным шагом, зависящим от величины межроликового пространства.
Способ осуществляют следующим образом.
Перед разливкой форсунки, расположенные в зазорах между слябом и роликами , устанавливают с относительным смещением двух встречных струй. Для этого каждую форсунку в каждом межро- i ликовом пространстве сдвигают относительно его поперечной оси в противоположные стороны на величину, равную 0,04 - 0,2 ширины этого пространства или поворачивают относительно этой оси на угол, равный 5-35°. Возможно также одновременное смещение и поворот форсунок относительно поперечной оси межроликового пространства. Угол наклона оси форсунок относительно поверхности широких граней сляба уменьшают с 5-15 по мере удаления от кристаллизатора до 0°. Расход воды в водовоздуиной смеси изменяют по зонам (форсункам) в зависимости от скорости разливки и марки разливаемой стали,
Исследование влияния смешения встречных потоков и изменение уг ла наклона осей форсунок и охлаждаемой поверхности на равномерность охлаждения проводят на лабораторном стенде.
to
5
20
35
0
25 30
5
0
5
Как показывают исследования, смещая форсунки относительно поверхности сляба, уменьшают зону, где происходит торможение встречных потоков, увеличивают площадь охлаждения поверхности сляба в межроликовом пространстве и снижают тем самым неравномерность охлаждения. Величина смещения d определяется размерами межроликового пространства, которое зависит главным образом от диаметра роликов. Применяемый диаметр роликов находится в пределах 160-450 мм. Оптимальной величиной смещения форсунок относительно поперечной оси межроликового пространства в плоскости, параллельной оси роликов, является расстояние, соответствующее о 0,04-0,2 его ширины. Значение 0,04 соответствует зонам с малым диаметром роликов, значение 0,2 - зонам с большим диаметром роликов. Уменьшение смещения меньше 0,04 ведет к увеличению зоны взаимного наложения встречных потоков. Смещение более 0,2 ширины межроликового пространства приводит к тому, что более 60% воды направляется на поверхность роликов, а не на сляб.
Оптимальным углом поворота оси форсунки и поперечной оси межроликового пространства о является угол, равный 5-35°. Поворот оси форсунки на угол 5-35 обеспечивает максимальную площадь орошения поверхности заготовки в межроликовом пространстве при минимальной неравномерности распределения водо-воздушной смеси. Неравномерность орошения в этом случае не превьш1ает допустимой величины, равной 20%.
Уменьшение угла поворота менее 5 приводит к увеличению неравномерности орошения за счет увеличения плотности орошения в центральной зоне межроликового пространства свыше 20%. Увеличение угла cBbmie 35 также ведет к увеличению неравномерности охлаждения свьш1е 20% за счет снижения плотности орошения в центральной зоне.
Угол поворота оси форсунки относительно поперечной оси нежроликового пространства, близкий к меньшему значению, устанавливают в зонах с роликами малого диаметра (например, 160 мм) при отливке слябов шириной 2300 мм и более. Угол поворота форсунки, близкий к верхнему пределу,
устанавливают в зонах с роликами большего диаметра (например, 450 мм) при отливке слябов шириной менее 1700 мм.
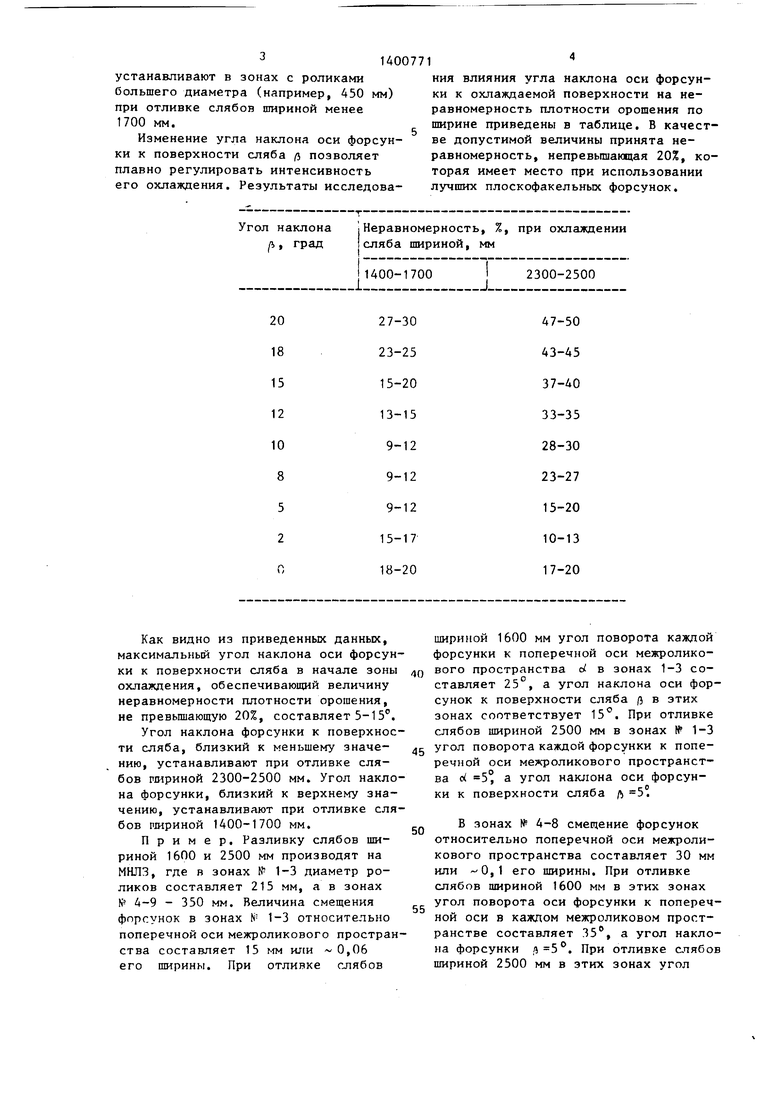
Изменение угла наклона оси форсунки к поверхности сляба /з позволяет плавно регулировать интенсивность его охлаждения. Результаты исследова
ния влияния угла наклона оси форсунки к охлаждаемой поверхности на неравномерность плотности орошения по ширине приведены в таблице. В качестве допустимой величины принята неравномерность, непревышающая 20%, которая имеет место при использовании лучших плоскофакельных форсунок.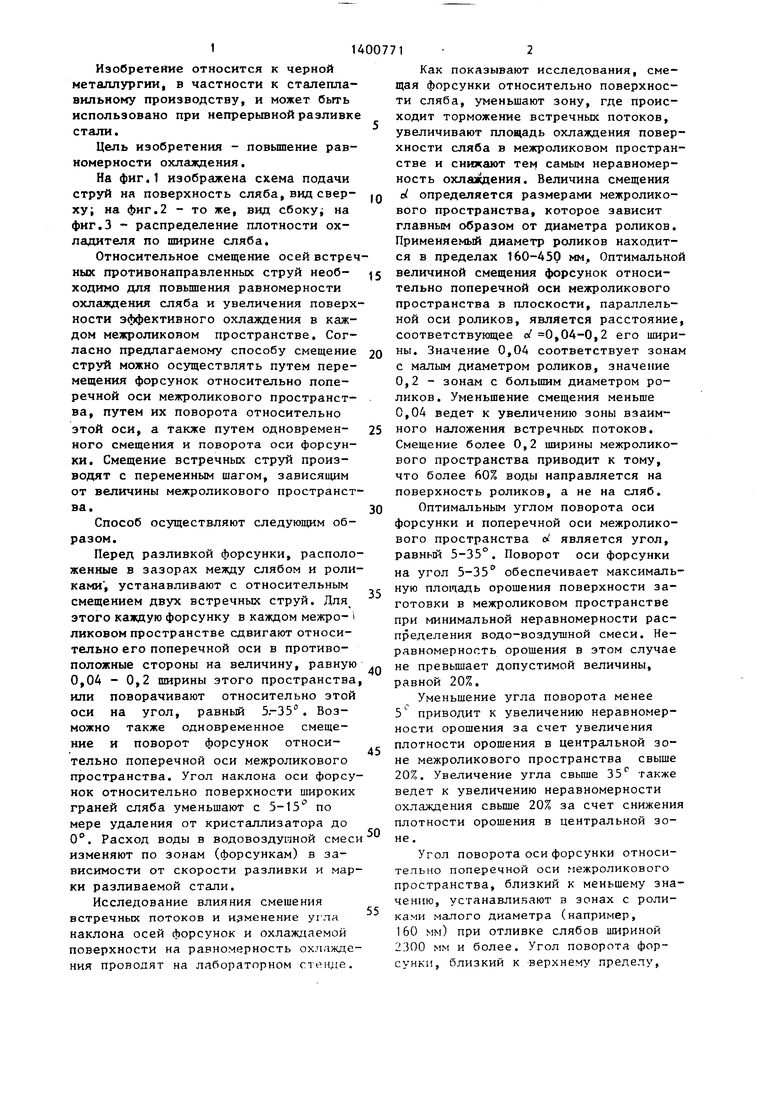

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ настройки системы вторичного охлаждения непрерывнолитых широких слябов при смене отливаемого на криволинейных машинах сортамента | 1987 |
|
SU1586852A1 |
| Форсунка для водовоздушного охлаждения непрерывнолитых заготовок прямоугольного сечения | 1982 |
|
SU1101326A1 |
| Способ вторичного охлаждения слябов в процессе непрерывной разливки | 1985 |
|
SU1329900A1 |
| СПОСОБ ВТОРИЧНОГО ОХЛАЖДЕНИЯ ЗАГОТОВОК В МАШИНАХ НЕПРЕРЫВНОГО ЛИТЬЯ КРИВОЛИНЕЙНОГО ТИПА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2086349C1 |
| СПОСОБ НАРУЖНОГО ОХЛАЖДЕНИЯ РОЛИКОВ МАШИН НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И НЕПРЕРЫВНОГО СЛИТКА (МНЛЗ) | 2008 |
|
RU2382688C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2010 |
|
RU2451574C1 |
| Способ непрерывной разливки металлов | 1978 |
|
SU703226A1 |
| Система вторичного охлаждения заготовок водовоздушной смесью на установке непрерывной разливки | 1987 |
|
SU1496915A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ГОРЯЧЕКАТАНОГО ЛИСТА И ПОЛОСЫ | 2007 |
|
RU2344893C1 |
| Способ охлаждения непрерывнолитых слитков | 1980 |
|
SU952419A1 |

Изобретение относится к области черной металлургии и может быть использовано при непрерывной разливке стали. Цель изобретения - повышение равномерности охлаждения. Б способе водовоздушного охлаждения, включающем двустороннюю подачу охладителя на поверхность широких граней, подачу охладителя осуществляют при относительном смещении осей противонаправленных струй в межроликовых промежутках на расстояние 0,04-0,2 длины промежутка от его поперечной оси в противоположные стороны. Кроме того, оси струй разворачивают в межроликовых промежутках на 5-35 относительно поперечной оси промежутка также в противоположные стороны. Струи подают под углом поверхности широких граней в начале зоны охлажде- с ния, последовательно, уменьшая угол до О в конце зоны охлаждения. 1 з.п. /Л ф-лы, 3 ил,, 1 табл.
Угол наклона , град
Как видно из приведенных данных, максимальный угол наклона оси форсунки к поверхности сляба в начале зоны охлаждения, обеспечивающий величину неравномерности плотности орошения, не превьш1ающую 20%, составляет 5-15.
Угол наклона форсунки к поверхности сляба, близкий к меньшему значению, устанавливают при отливке слябов пириной 2300-2500 мм. Угол наклона форсунки, близкий к верхнему значению, устанавливают при отливке слябов ршриной 1400-1700 мм.
Пример. Разливку слябов шириной 1600 и 2500 мм производят на МНЛЗ, где в зонах № 1-3 диаметр роликов составляет 215 мм, а в зонах К 4-9 - 350 мм. Величина смещения форсунок в зонах N 1-3 относительно поперечной оси межроликового пространства составляет 15 мм или 0,06 его ширины. При отливке слябов
Неравномерность, %, при охлаждении сляба шириной, мм
1400-1700 I
2300-2500
шириной 1600 мм угол поворота каждой форсунки к поперечной оси межроликового пространства ь1 в зонах 1-3 составляет 25°, а угол наклона оси форсунок к поверхности сляба /} в этих зонах соответствует 15°. При отливке слябов шириной 2500 мм в зонах № 1-3 угол поворота каждой форсунки к поперечной оси межроликового пространства с 5° а угол наклона оси форсунки к поверхности сляба /ь
В зонах № 4-8 смещение форсунок относительно поперечной оси межроликового пространства составляет 30 мм или - О, его ширины. При отливке слябов шириной 1600 мм в этих зонах угол поворота оси форсунки к поперечной оси в каждом межроликовом прост35
ранстве составляет i;
, а угол наклона форсунки /i 5 . При отливке слябов шириной 2500 мм в этих зонах угол
поворота оси форсунки о( равен Ю , а угол наклона .
В зоне № 9 величину смещения форсунок и углы поворота форсунок относительно поперечной оси о/ в каждом межроликовом прост1э анстве устанавливают такими же как и в зонах № 4-8, угол наклона / уменьшают цо О.
Исследование влияния способа охлаждения на качество металла производят при отливке слябов сечением мм. Скорость разливки составляет 0,7 м/мин. Расход воды .через встречные форсунки, расположенные в каждом ежроликовом пространстве, устанавливают одинаковым. Суммарный расход воды по зонам для малого и большого радиуса соответственно устанавливают равным, зона № 1 - 3,0 и 3,0; зона № 2 - 6,0 и 6,0; зона № 3 - 6,0 и 6,0; зона № 4 - 3,0 и 3,0; зона № 5 - 2,5 и 3,0; зона № 6 - 2,0 и 2,5; зона № 7 - 2,0-2,5, зона № 8 - 1,5-2,0, зона № 9 - 3.
Исследования показывают, что применение способа охлаждения позволяет обеспечить более равномерное охлаждение поверхности сляба по сравнению с известным способом. В результате этого улучшается качество поверхности слябов по продольным трещинам в
Г
CDU2.1
0
сляб
иг.г
1,5 - 2,0 раза. Отсортировка листов из слябов, отлитых по предлагаемому способу, снизилась по дефекту пленка на 1,2%.
Формула изобретения
смещением осей противонаправленных струй, отличающийся тем, что, с целью повьшгения равномерности охлаждения, оси противонаправленных струй разворачивают относительно поперечной оси межроликового промежутка на 5-35 в противоположные стороны, а их смещение производят на расстоянии 0,04-0,2 длины межроликового промежутка в противоположные стороны
от его поперечной оси.
7L-c/7p
верхний ролик
4/6 струя
с тру я
нижний ролик
| УСТРОЙСТВО для ОХЛАЖДЕНИЯ ПОЛОСЫ | 0 |
|
SU342705A1 |
