Изобретение относится к технологии получения спаев стекла с металлическими или ферритовьми материалами в производстве магнитных головок для звуко- и видеозаписи.
Целью изобретения является повьше- ние качества получаемого спая.
Способ соединения стекла с металлом или ферритом состоит в предварительной обезгаживающей термообработке металла или феррита, в изготовлении сборки их со стеклом в контролируемой атмосфере, ступенчатом нагреве и последующем охлаждении сборки. При этом нагрев на последней стадии до температуры спаивания от температуры
на ниже ее ведут со скоростью 1-3°С/мин, затем с той же скоростью снижают температуру на 30-70 С, охлаждение-до температуры начала деформации стекла ведут со скоростью 8- 13 С/мин, а обезгаживающую термообработку металла или феррита в интервале между максимальной температурой спаивания и температурой на 30-70 С вьше последней ведут со скоростью /мин.
Возникновение пузырьков в расплавленном стекле происходит как за счет их выделения в самом стекле, так к за счет диффузии из феррита. В связи с этим установлена температурная зави
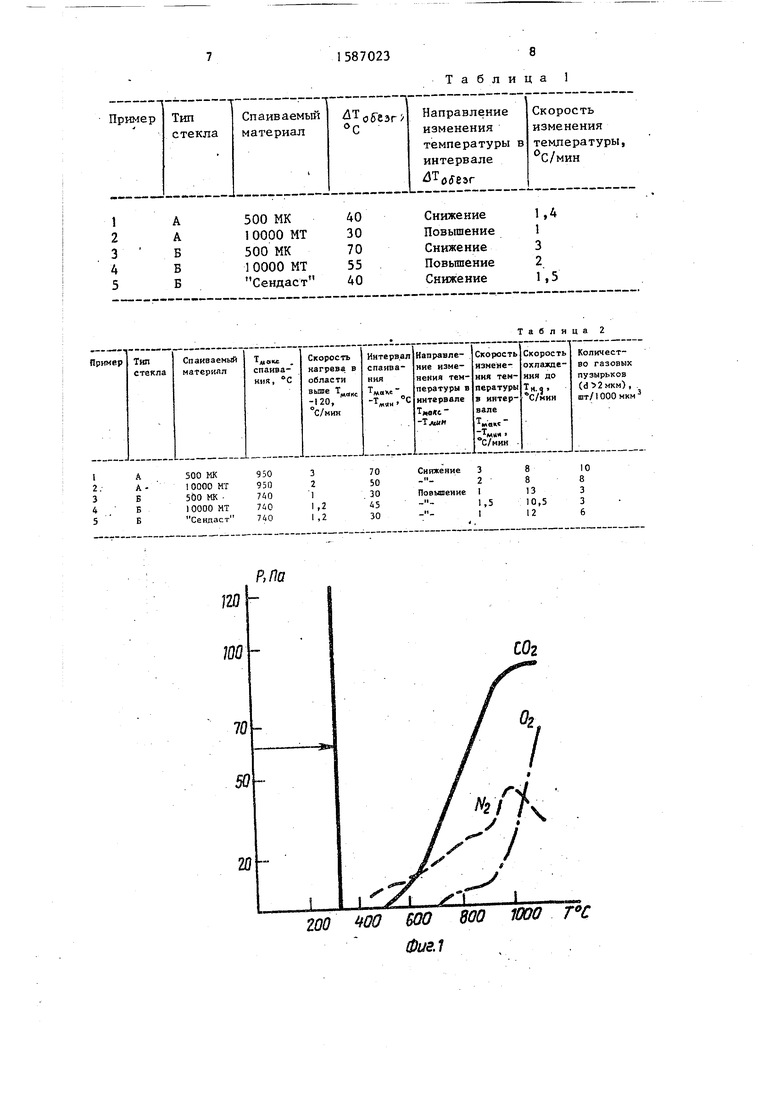
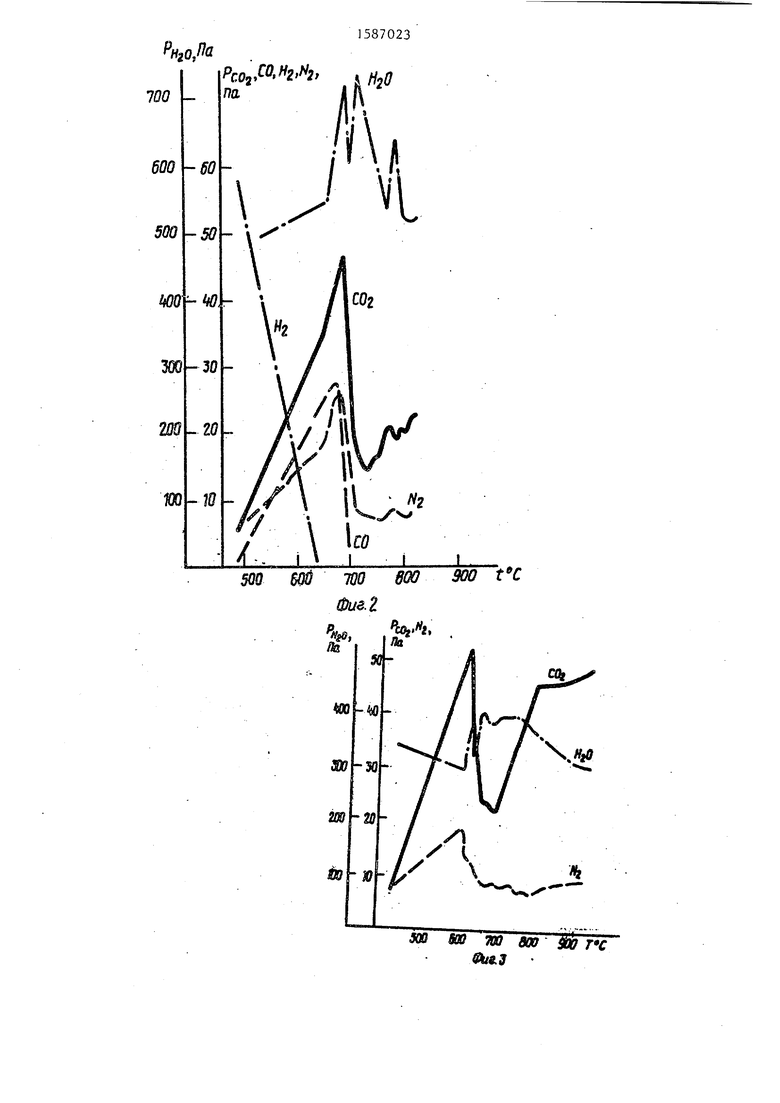
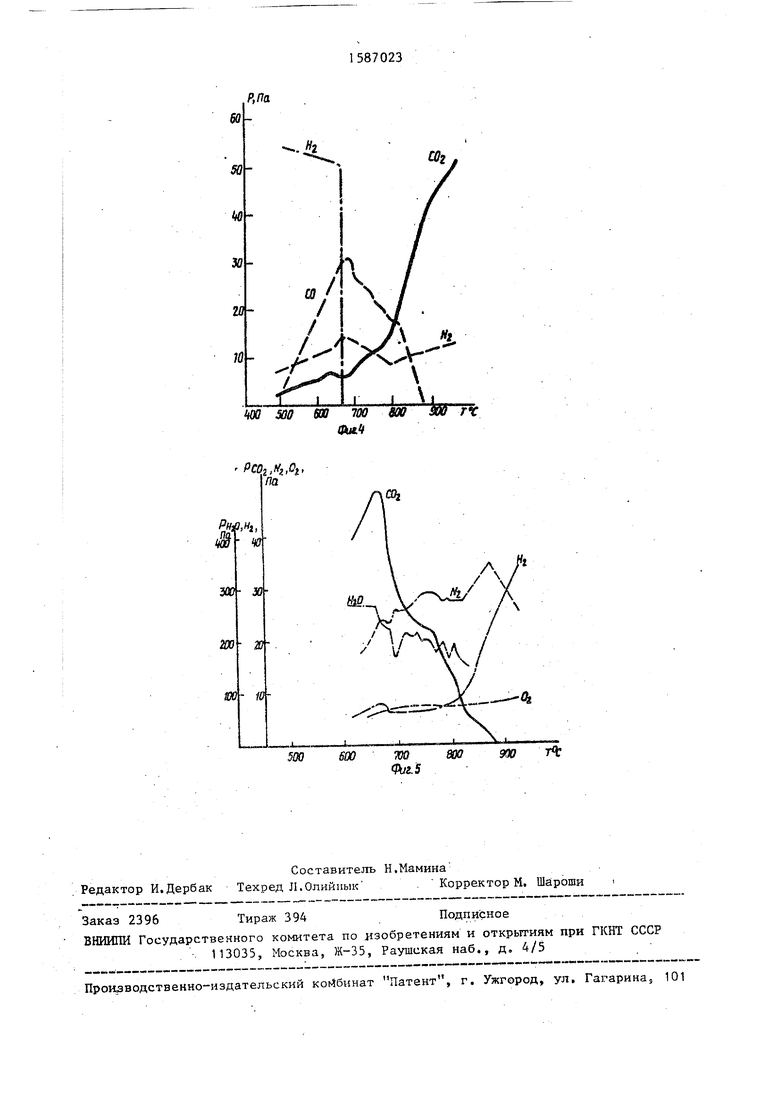
сймость состава и количества газов, в щеляющихся из ряда стекол на, щело- чфборосиликатной и свинцово-силикат- иЬй ocHofee, а также из ферритовьж и металлических материалов различных марок при нагреве в вакууме в интер. вале температур от до темпера- на 100°С выше максимальной тем- п|ературы спаивания. Парциальное дав- д л|ение выделяющихся газов измеряют хро- м атографическим методом. Изгченные зависимости характеризуются наличием стремумов в соответствующих интервалах температур (фиг.1-5), 15 I На фиг.1 приведена температурная зависимость парциального давления газов, выделяющихся при нагреве в ваку- 5ме из калиево-свинцово-силикатного втекла (стекло А); на фиг.2-то же, 20 1з цинксодержащего щелочеборосили- laTHoro стекла (стекло Б); на фиг.З - i-емпературная зависимость парциально- Ь давления газов, вьщеляющихся при агреве в вакууме из феррита марки 2 ioO МК; на фиг.4 - то же, из феррита fiapKH 10000 МТ; на фиг.5 - то же,из Металлического материала Сендаст .
Каждому отдельному экстремуму (фиг.1-5) соответствует выделение из растворенного состояния одного из газов: СОа, , СО, N, 0, Иг Эти интервалы температур являются наиболее опасными при спаивании, так как здесь расплавленные стекла или ферри- ты при нагреве склонны выделить газо вые пузырьки, причем это относится к iвосходящему участку экстремума. Ниспа {дающий участок его соответствует уве- личению растворимости газа, т.е. его i поглощению расплавом стекла или фер ритом и исчезновению пузырьков.
Таким образом, при нагреве спаиваемой композиции происходит чередующееся возникновение пузырьков в соеди няемых материалах (восходящий участок экстремума), и их исчезновение (нисходящий участок экстремума).
табл. 1 П1)иведены данные по примерам термообработки металла или фер-
О - гтянныР- ПО ПРИМерита,
„.., а в табл. 2 - данные по приме рам спаивания металла или феррита со
стеклом.
Пример. Предназначенный для спа.шания со стеклом А конструктивньи элемент магнитной головки из ферритового материала 500 МК нагревают в электрической печи в атмосфере азота со скоростью 7Ч/МИН до 990 С, после
чего осуществляют охлаждение со скоростью I.A C/MHH до (изменяют температуру в направлении, соответствующем повышению даления газа, выделяющегося из материала в указанном интервале температур; фиг.З). Дальней- щее охлаждение производят в режиме выключенной печи до комнатной температуры. Затем в дегазированный ферри- товый элемент вкладьюают нить стекла А диаметром 0,2 мм и нагревают полученную композицию в атмосфере азота со скоростью 6°С/мин до . Начи- ная с этой температуры, скорость нагрева выдерживают равной 3 С/мин и .заканчивают его при 950°С, Затем температуру в печи снижают со скоростью 3 С/мин до 880 С (изменяют температуру в направлении, соответствующем снижению давления газа, выделяющегося из стекла в этом интервале температур; фиг.1). Последующее охлаждение осуществляют со скоростью 8°С/мин до 490 С, а далее - в режиме выключенной
печи.
Пример 2. Предназначенньш для спаивания со стеклом А конструктивный элемент магнитной головки из ферритового материала 10000 МТ нагревают в электрической печи в атмосфе- ре азота со скоростью 6,5 С/мин до 950 С, дальнейшее нагревание осуществляют со скоростью 1° С/мин до (изменяют температуру в направлении, соответствующем повьщ|ению давления . газа, выделяющегося из материала в этом интервале температур; фиг.4), после чего производят охлаждение в режиме вьключенной печи до комнатной температуры. В дегазированньй ферри- товый элемент вкладывают нить стекла А диаметром 0,2 мм и нагревают полученную композицию в атмосфере азота со скоростью б С/мин до . После этого скорость нагрева вьздерживают равной 2°С/мин и заканчивают его при 950°С, Затем температуру в печи снижают со скоростью 2°С/мин до 900 С (изменяют температуру в направлении, соответствующем снижению давления газа, выделяющегося из стекла в этом : интервале температур; фиг.1). Последующее охлаждение осуществляют со скоростью 8 С/мин до 490°С, а далее в режиме выключенной печи.
Пример 3. Предназначенный для спаивания со стеклом Б конструк тивньш элемент магнитной головки из
51
ферритового материала 500 МК нагревают в электрической печи в атмосфере
л
азота .со скоростью 5,5°С/мин до 810°С после чего осуществляют охлаждение с скоростью З С/мин до (изменяют температуру в направлении, соответствующем повышению давления газа, вьделяющегося из стекла в этом интервале температур; фиг.З). Дальнейшее охлаждение производят в режиме выключенной печи до комнатной температуры Затем в указанный дегазированный фер ритовый элемент вкладывают нить стекла Б диаметром 0,2 мм и нагревают по лученную композицию ,в атмосфере азот со скоростью З С/мин до 620°С, После этого скорость нагрева выдерживают равной 1°С/мин и заканчивают его при 740°С (изменяют температуру в направ лении, соответствующем снижению давления газа, выделяющегося из стекла в этом интервале температур, фиг.2). Затем осуществляют охлаяодение со скоростью 13°С/мин до , а далее - в режиме выключенной печи.
Пример 4. Предназначенный для спаивания со.стеклом Б конструктивный элемент магнитной головки из ферритового материала 10000 МТ нагре- вают в электрической печи в атмосфере азота со скоростью 5,5°С/мин до 740°С дальнейщее нагревание осуществляют со скоростью 2 С/мин д о 7 95°С (изменяют температуру в направлении, соответст- .вующем повьш1ению давления газа, вьще- ляющегося из материала в указанном интервале температур; фиг.4), после чего производят охлаждение в режиме вьпслюченной печи до кo иaтнoй темпе-, ратуры. Затем в дегазированньй ферри- товый .элемент вкладьтак)т нить стекла Б диаметром 0,2 мм и нагревают полученную композицию в атмосфере азота со скоростью 5,5°С/мин до 620 с. После этого скорость нагрева вьщерживают
равной 1,2°С/мин до 693°С, а далее - 1,3°С/мин до 740°С (изменяют температуру в направлении, соответствующем снижению давления газа, вьщеляющегося из стекла в этом интервале температур; фиг.2). Затем осуществляют охлаяэдение со скоростью 10,3 С/мин до 480®С, дальнейщее охлаждение ведут в режиме выключенной печк.
Пример 3. Предназначенный для спаивания со стеклом Б конструк
0
5 0
0
5
тивный элемент магнитной головки из металлического материала Сендаст нагревают в электрической печи в атмосфере азота со скоростью 5,5 С/мин до 780 С, после чего осуществляют его охлаждение со скоростью 1,5 С/мин до 740 С (изменяют .температуру в направлении, соответствующем повышению давления газа, выделяющегося из материала в указанном интервале температур; фиг.З). Дальнейшее охлаждение производят в режиме выключенной печи до комнатной температуры. В дегазированный сендастовый элемент вкладывают нить стекла Б диаметром 0,2 мм и нагревают полученную композицию в атмос фере азо.та со скоростью З С/мин до 620 С. После этого скорость нагрева вьщерживают равной 1,2 С/мин до71о е, далее 1°С/мин до (изменяют температуру в направлении, соответствующем снижению давления газа, выделяющегося из стекла в этом интервале температур; фиг.2). Затем осуществляют охлаждение со скоростью 12 с/мин до
а далее - в режиме выключенной
480°С, печи.
Применение способа позволяет сни- зить количество пузырьков в стеклянной части спаев магнитньтх головок в 33 раз, что обеспечивает повьш1ение выхода годных изделий не менее чем на 3%.
30
35
Формула изоб
р е т е и и я
30
Способ соединения стекла с металлом или ферритом, включающий пред ваг: . 40 рительную обезгаживающую термообработку последних и изготовление сборки со стеклом в контролируемой атмосфе-. ре, ступенчатый нагрев и последующее охлаждение, отличающийся 45 тем, что, с целью повьппения качества получаемого спая, нагрев на последней стадии до температуры спаивания от температуры на ниже ее ведут со скоростью 1-3 с/мин, затем с той же 50 скоростью снижают температуру на 30- 70 С, а охлаждение до температуры начала деформации стекла ведут со скоростью 8-13°С/мин, а обезгаживающую термообработку в интервале между мак- 55 симальной температурой спаивания и температурой на 30-70 0 вьщ1е послед- ней ведут со скоростью l-З с/мин.
Таблица 1

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПАЯНОГО СОЕДИНЕНИЯ | 2021 |
|
RU2762324C1 |
| Способ соединения стекла с металлом | 1986 |
|
SU1447768A1 |
| Способ соединения стекла с металлом | 1981 |
|
SU1044610A1 |
| Стекло для спаивания элементов магнитных головок | 1990 |
|
SU1772089A1 |
| Способ изготовления узлов изСТЕКлА и KOBAPA | 1978 |
|
SU804588A1 |
| Припоечное стекло | 1989 |
|
SU1668326A1 |
| Легкоплавкое стекло для магнитных головок | 1987 |
|
SU1441695A1 |
| ТЕХНОЛОГИЧЕСКАЯ ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ УЗЛОВ ИЗ СТЕКЛА И МЕТАЛЛА И СПОСОБ ИЗГОТОВЛЕНИЯ УЗЛОВ ИЗ СТЕКЛА И МЕТАЛЛА | 2021 |
|
RU2789268C2 |
| Способ изготовления узлов из стекла и металла | 1988 |
|
SU1595808A1 |
| Способ спаивания деталей из ковара с изделиями из оптического кварцевого стекла | 2024 |
|
RU2837758C1 |
Изобретение относится к технологии получения спаев стекла с ферритовыми или металлическими материалами в производстве магнитных головок для звуко- и видеозаписи, а также плат для вычислительной техники. С целью повышения качества получаемого спая осуществляют предварительную обезгаживающую термообработку металла или феррита, изготавливают сборку стекла с этими материалами в контролируемой атмосфере, а затем производят ступенчатый нагрев и охлаждение спая. Нагрев на последней стадии до температуры спаивания от температуры на 120°С ниже ее ведут со скоростью 1-3°С/мин, затем с той же скоростью снижают температуру на 30-70°С, а охлаждение до температуры начала деформации стекла ведут со скоростью 8-13°/мин. Обезгаживающую термообработку металла или феррита в интервале между максимальной температурой спаивания и температурой на 30-70°С выше последней ведут со скоростью 1-3°С/мин. Способ позволяет снизить количество пузырьков в стеклянной части спаев магнитных головок в 3-5 раз и повысить выход годных изделий не менее чем на 5%. 5 ил., 2 табл.
120 /Ш
10 50
20
200
Таблиц
Юг
WO BQO 800 1000 ГС Фиг1
100
.H2. па
600
-60
500
-50
т
-ffO
300
-30
т
-го
т
т ТОО т 900 f c
Фие.2
1587023
9Ч8,Э
ifOQ SUff son 71Ю 800 (futt
r PCOi,ffz,
na
л,
w
300
т
го-
т
| Способ соединения ковара со стеклом | 1972 |
|
SU487032A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ изготовления спая между стеклом и железоникельхромистым сплавом | 1984 |
|
SU1217812A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
